11
Изобретение относится к области переработки полимерных материалов и может быть использовано при изготовлении емкостей, имеющих металлические горловины,
Цель изобретения - повышение качества изделия путем образования соединения между арматурой и изделием по типу заклепочного.
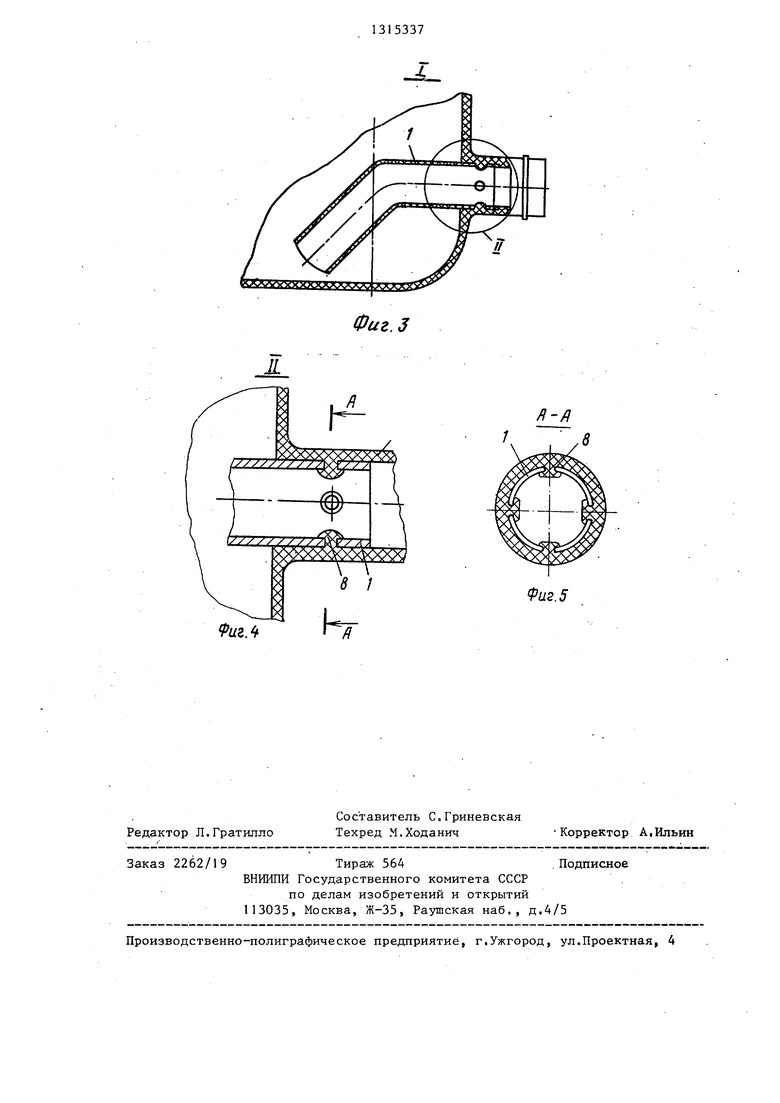
На фиг.1 показана схема получения полого изделия с встроенной арматурой; на фиг,2 - изготовленный бак; на фиг. 3 - узел 1 на фиг,2; на фиг, 4 - узел 11 на фиг,35 на фиг.5 разрез А-А на фиг,4.
Изготовление полого изделия из полимерного материала с использованием предлагаемого способа осуществляется следующим образом,
В арматуре 1, представляющий- собой трубку, у одного из торцов выполняют сквозные отверстия 2, Арматуру 1 надевают на знак 3 формы экстру- зионно-Быдувного агрегата с перекрытием отверстий 2, Знак 3 снабжен воздуховодом 4 и расположен внизу полуформ 5, Из головки 6 агрегата в формообразующую полость, образуемую полуформами 5, подают трубчатую заготовку 7, изготовленную, например, из полиэтилена, до тех пор, пока арматура 1 не окажется внутри этой заготовки. Полуформы 5 смыкают и через воздуховод 4 подают воздух, который раздувает заготовку 7. Затем полуформы 5 размыкают, а знак 3 удаляют до отверждения, при этом в полимерном материале еще идет процесс
72
температурной пластической деформации. Этот процесс заключается в том, что вьшутое из формы изделие остывает на воздухе, а полимерный материал при этом начинает сжиматься. За счет усадочных деформаций материал плотно обжимает наружную поверхность арматуры. Эти же деформирующие усилия продавливают часть материала через отверстия арматуры. При этом материал растекается по внутренней поверхности арматуры вокруг отверстия, образуя в каждом отверстии грибок 8, плотно охватывающий кромки этого отверстия по его контуру, что создает прочное соединение полимерного материала с арматурой по типу заклепочного
Формула изобретения
Способ изготовления полого изделия из полимерного материала со встроенной арматурой в форме,.включающий надевание арматуры со средством для ее закрепления на знак формы, подачу трубчатой заготовки в формообразующую полость, смыкание формы с последующим раздувом трубчатой заготовки и отверждением, размыкание формы и удаление знака, отличающийся тем, что, с целью повьтшния качества изделия путем образования соединения между арматурой и изделием по типу заклепочного,средство для закрепления арматуры выполняют в виде сквозных отверстий, арматуру надевают на знак с перекрытием отверстий, а знак удаляют перед отверждением,
Фиг. 2
Фиг.З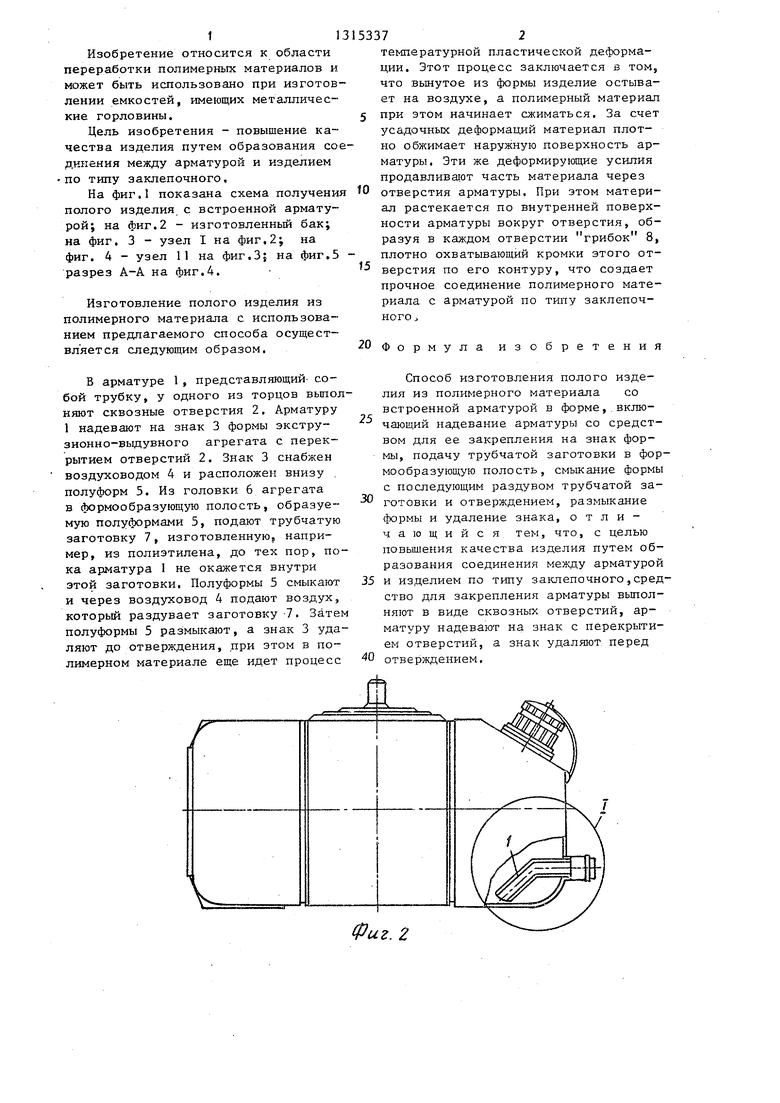
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ РАЗДУВОМ | 1992 |
|
RU2036103C1 |
| ЭКСТРУЗИОННО-РАЗДУВНОЙ АГРЕГАТ | 1996 |
|
RU2106254C1 |
| Форма для изготовления изделий раздувом | 1983 |
|
SU1118531A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1996 |
|
RU2096176C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
Изобретение относится к переработке полимерных материалов и может быть использовано при изготовлении емкостей, имеющих металлические горловины. Цель изобретения - повьшение качества изделия путем образования соединения между арматурой и изделием по типу заклепочного. В арматуре 1 выполняют сквозные отверстия 2 и надевают ее на знак 3 формы зкстру- зионно-выдувного агрегата с перекрытием отверстий 2. Знак 3 снабжен воздуховодом 4 и расположен в низу полуформ 5. Из головки 6 агрегата в формообразующую полость подают трубчатую заготовку 7 из полимерного материала, при этом арматура 1 находится внутри заготовки. Полуформы 5 смыкают и через воздуховод 4 подают воздух для раздува заготовки 7. Затем полуформы 5 размыкают, а знак 3 удаляют до отверждения полимерного материала. 5 ил. i сл 00 сд оз 00 fpua.
игЛ
Фаг. 5
Редактор Л.Гратилло Заказ 2262/19
Техред М.Ходанич
Тираж 564
БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Ко . По
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель С.Гриневская
Техред М.Ходанич
Тираж 564
| Патент США № 3705931, кл | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
