Изобретение относится к переработке пластмасс, более конкретно - к устройствам для изготовления полых изделий раздувом трубчатой заготовки
Известна форма для изготовления изделий раздувом из трубчатой заготовки, содержащая подвижные полуформы с режущими кромками, вьшолненными на участках, оформляющих дно и горловину изделия lj .
Для уменьшения разнотолщинности стенок полых изделий необходимо раздувать рукав диаметром, близким к диаметру изделия. Но в этом случае значительно возрастает по длине стыковочный шов, так как при смыкании полуформ происходит увеличение размера трубчатой заготовки в направлении, перпендикулярном направлению смыкания. Позтому при раздуве стенки изделия в области пшов, особенно на их концах, имеют большую толщину, чем в других частях изделия. Это очень неблагоприятно сказывается при изготовлении раздувом цилиндрической обрешетки вместе с крышкой для стеклобутылей, так как крьгажа, отрезаемая после раздувки от корпуса обрешетки, имеет значительно большую толщину стенок пазух по шву, чем в других ее частях, что приводит к получению сильно деформированных крьпиек, с большими трудностями одевающихся на корпус и снимающихся с него.
Цель изобретения - повьш1ение качества изделия за счет уменьшения длины стыковочного шва.
Поставленная цель достигается тем что форма, содержащая подвижные полу формы с режущими кромками, выполненными на участках, оформляющих дно и горловину изделия, снабжена установленными на полуформах в местах размещения режущих кромок ограничительными планками, расположенными перпендикулярно плоскости смыкания полуформ.
При смыкании полуформ ограничителные планки препятствуют увеличению диаметра трубчатой заготовки в направлении, перпендикулярном направлению смыкания, в результате чего стковочный шов становится равным расстоянию между ограничительными планками.
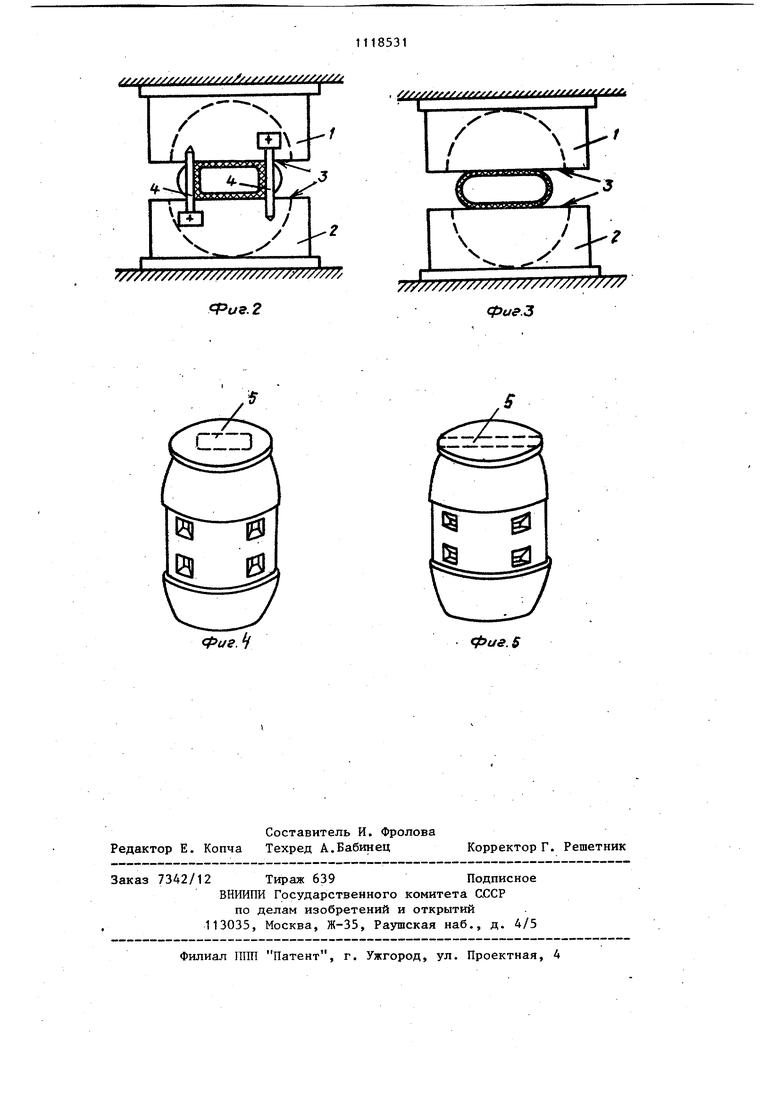
На фиг. 1 изображена форма, продольный разрез; на фиг. 2 - форма в
момент смыкания, поперечный разрез; на фиг. 3 - форма без применения огрничительных- планок в момент смыкания поперечный разрез; на фиг. 4 - готовое изделие, полученное в предлагаемой форме; на фиг. 5 - готовое изделие, полученное в форме без ограничительных планок.
Форма содержит полуформы 1 и 2 с режущими кромками 3, вьшолненными на участках, оформляющих дно и гор-ловину изделия. На ползформах в местах расположения режущех кромок установлены ограничительные планки 4, расположенные перпендикулярно плоскости смыкания полуформ 1 и 2. Расстояние между ограничительными планками выбирается в зависимости от диаметра заготовки и должно превьшгать диаметр заготовки на 10-50 мм, так как диаметр заготовки изменяют в зависимости от объема изготавливаемого изделия.
Форма работает следующим образом Экструдируется термопластичный рукав, полуформы 1 и 2 смыкают, находящиеся на них ограничительные планки 4 перекрывают рукав, режущие кромки 3 сначала сжимают, а затем отрезают рукавную заготовку, образуя, внизу и вверху стыковочные Швы 5. Оформляя изделие производят раздув заготовки, затем удаляют облой, отрезают крьшку. Крьш1ка надевается на корпус хорошо за счет круговой полости (пазухи).
Использование предлагаемой формы повьш ает качество изделия, так как со стороны формования крьппки емкости или с обеих сторон формы длина стыковочного шва при помощи ограничительных планок 4 стабилизирована и потому меньше длины шва, образующе- гося без применения ограничительных планок 4. Это дает возможность сдвинуть место формирования пазух крьш1ек с краевых концов шва, где имеется много избыточной массы, на корпус заготовки, толщина стенок которой постоянна. Избыточная масса концентрируется ближе к центру крьш1ки (или днища). Иозтому при раздувке толщина стенок пазух крьпики получается равномерной и эластичной по всей окружности крьпики и обеспечивает удобное и легкое открывание и закрывание крьшаки.
xyy yvVxxxxxxyyx y tvxx/xxv / VX VX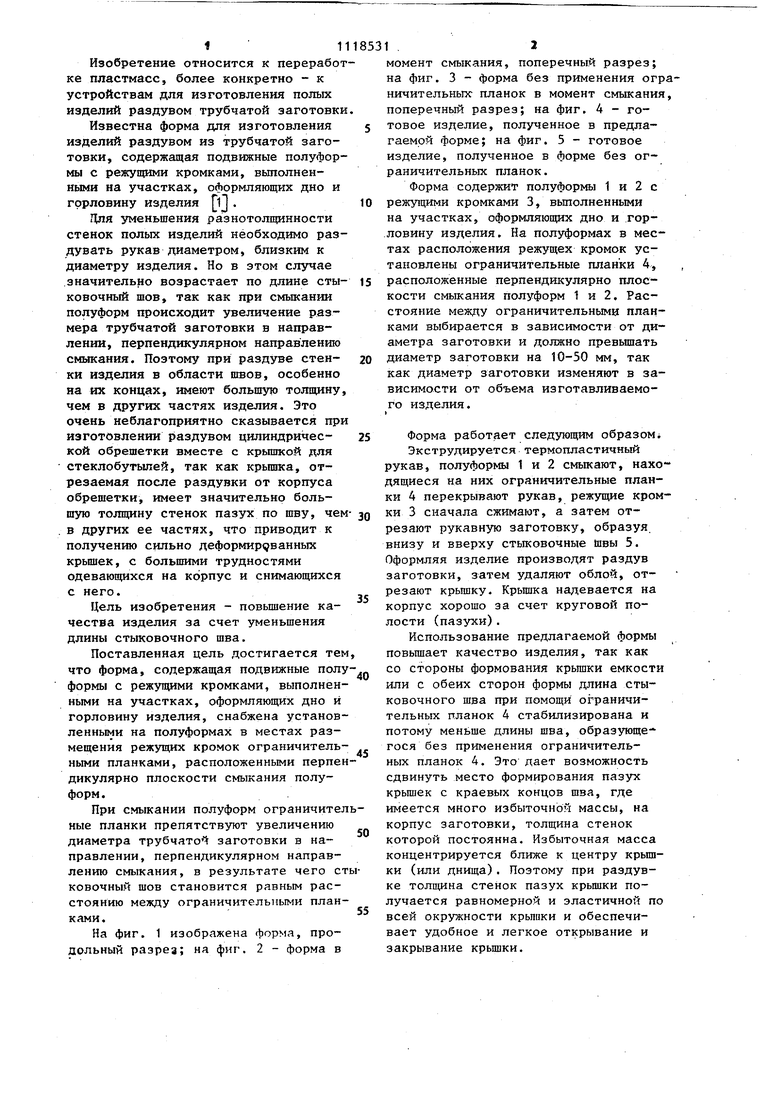
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ориентированных полых изделий из термопластичного материала и устройство для его осуществления | 1975 |
|
SU578844A3 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| Форма для раздува трубчатых заго-TOBOK | 1979 |
|
SU823152A2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ЕМКОСТЕЙ ДЛЯ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2278787C2 |
| Устройство для производства полых изделий из термопластов | 1975 |
|
SU584747A3 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Способ формования раздувом изделий с поднутрениями из термопластов | 1988 |
|
SU1668157A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДУВНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU378324A1 |
| Форма для раздува полых изделий с отверстием в донной части | 1975 |
|
SU588128A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ РАЗДУВОМ | 1992 |
|
RU2036103C1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ из трубчатой заготовки, содержащая подвижные полуформы с режущими кромками, 1вьтолненными на участках, оформляющих дно и горловину изделия, отличающаяся тем, что, с целью повышения качества изделия за счет уменьшения длины стыковочного шва, она снабжена установленными на полуформах в местах размещения реясущих кромок ограничительными планками, расположенными перпендикулярно плоскости смыкания полуформ. 9 
7/ // /////// ////////////fy///////
Р«/г. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шифрина B.C | |||
| и др | |||
| Полиэтилен, переработка и применение | |||
| Госхимиздат, 1981, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
