Изобретение относится к металлургии, в частности к термической об- работке деталей из сплава 29 НК, обладающего стабильным коэффициентом линейного термического расширения в широком интервале температур.
Цель изобретения - снижение коэффициента термического линейного расширения в интервале 20-500 С, трудоемкости и изменение размеров деталей после термообработки.
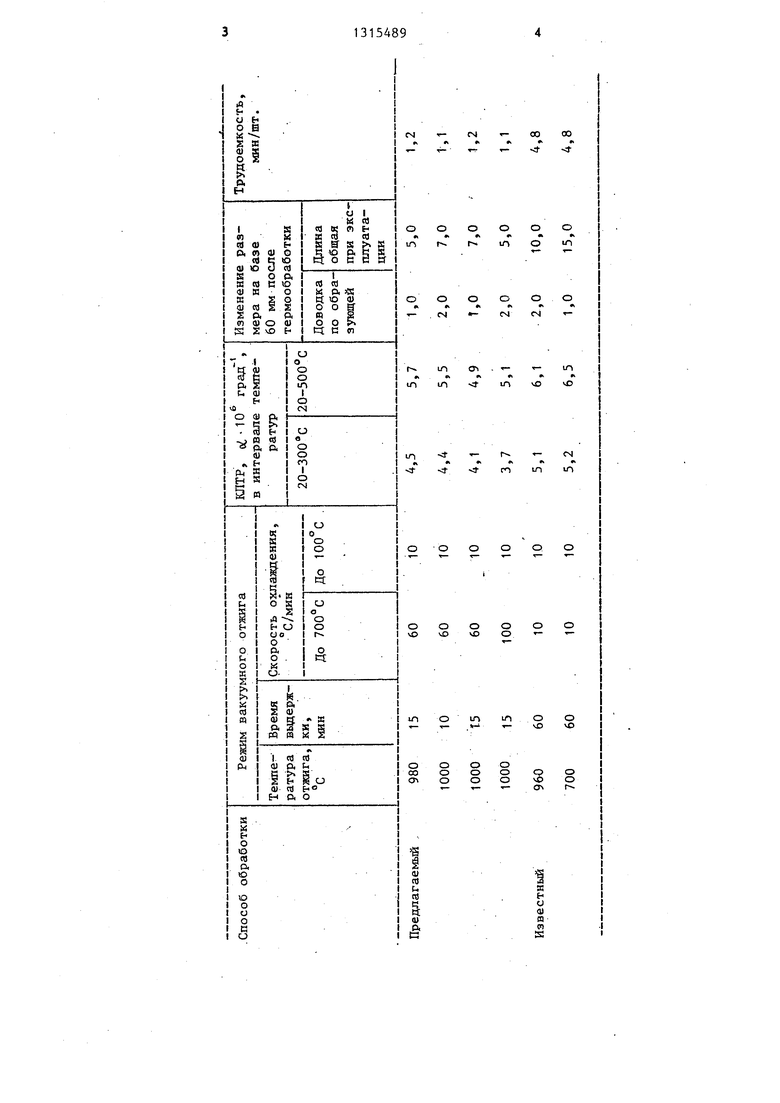
Примеры осуществления способа приведены в таблице.
Способ включает вакуумный отжиг с регламентированной скоростью охлаж- деиия до 100 С и обработку холодом, второй вакуумный отжиг, при котором нагрев осуществляют до 980-1000°С, а охлаждение проводят до 700-720 .С со скоростью 60-ЮО С/мин.
Штоки диаметром 3 мм из сплава 29 НК после проточки в чистовой размер с припуском 0,05 мм подвергают первому вакуумному отжигу при 950 С
в течение 1,5 ч и охлаждению со скоростью 100°С/ч. Затем после охлаждения до комнатной температуры проводят криогенную обработку при-196 С в жидком азоте в течение 30 мин к после снятия припуска проводят второ отжиг по предлагаемому режиму. При этом температура отжига 990°С,; а длительность вьщержки при этой температуре 15 мин. Охлазвдение от температуры отжига проводят вначале со скоростью 80°С/мин до 710 С, а затем с общепринятой скоростью до 30- 50 С. Окончательно изготовленные детали применяют для сборки изделий.
5
Ю
20
25
30
35
Как показали результаты исследований, после отжига по предлагаемому режиму структурные изменения, определяемые количеством образующейся при термоциклировании ci -фазы, значительно снижаются. Это подтверждается снижением изменения КПТР на 5-15% в сравнении с обработкой по режимам известного способа. Так , интервал коэффициентов линейного термического расширения при температурах 300-500 С составляет при обработке по предлагаемому режиму (3,2-5,5) 10 , а при обработке по известному способу (4,7-6,3) 10 . Как следствие, изменение размеров деталей при длительной выдержке и при термоциклировании не превьппает 1-7 мкм против 10-23 мкм при обработке по режиму известного способа. Трудоемкость изготовления вследствие.сокращения операций доводки и старения сокращается в 1,4 раза, а эксплуатационные свойства поБьшаются на 20-30%.
Формула изобретения
Способ термической обработки деталей из сплава 29 НК, включающий вакуумный отжиг с регламентированной скоростью охлаждения до и обработку холодом, повторный вакуумный отжиг, отличающийся тем, что, с целью снижения коэффициента термического линейного расширения в интервале 20-500 С, трудо- емкости и изменения размеров деталей, повторный отжиг осуществляют при 980- 1000 С, а охлаждение проводят до 700-720°С со скоростью 60-100°С/мин.
- tsi - 03 00
,- f 4J
m
in
. Cvl
M
rjr
ffl
Vk
m
vO
vf M«4
r m
CN
«t
in
о
чО
о
чО
о о о о - От in о
v-i 1- чО
о
vO
ооо
ооооо
оооvoо
-т- -ONГ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЖИГНЫХ ЭЛЕКТРОДОВ ИЗ СПЛАВА 29 НК | 1992 |
|
RU2047665C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 2008 |
|
RU2402629C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2018 |
|
RU2694098C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ ДЕФОРМИРОВАННЫХ СПЛАВОВ | 1993 |
|
RU2081201C1 |
| СПОСОБ ОБРАБОТКИ УГЛЕРОДСОДЕРЖАЩЕГО ИНВАРНОГО СПЛАВА | 2014 |
|
RU2581313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛООПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU2018431C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2459885C1 |
| СПОСОБ СИЛИЦИРОВАНИЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ МОЛИБДЕНА И ВОЛЬФРАМА | 1992 |
|
RU2025542C1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 2004 |
|
RU2266972C1 |
Изобретение относится к термической обработке деталей из сплава 29 НК, обладающего стабильным коэффициентом линейного термического рас- шире1Шя (ТКЛР) в широком интервале температур. Цель - снижение ТКЛР в ий- , тервале 20-500 С, трудоемкости и изменение размеров деталей после термообработки. Способ включает двухкратный вакуумный отжиг с нагревом при втором отжиге до 980-1000°С, охлаждение до 700-720 С со скоростью 60-100 С/мин,далее охлаждение до комнатной температуры, обработку холодом. Детали, обработанные по данному способу, имеют следующие свойства: ТКЛР в интервале 20-300 с град 3,7-4,5, в интервале 20- 500°С oi- Ю град- 4,9-5,7; изменение размера на базе 60 мм после термообработки 5,0-7,0 (длина общая при . эксплуатации), трудоемкость 1,1- 1,2 мин/шт. 1 табл./Л ОО СП 4:iii. 00 со
| Прецизионные сплавы | |||
| Справочник, Под ред | |||
| Б.В | |||
| Молотилова | |||
| М., Металлургия, 1983, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
| Гребное устройство для лодок | 1928 |
|
SU14080A1 |
