10
15
Изобретение относится к обработке металлов пластической деформацией и может быть использовано для упрочнения деталей машиностроения.
Цель изобретения - повышение циклической долговечности деталей,
На чертеже изображено устройство реализуюш;ее предлагаемый способ.
Устройство содержит деталь 1, которая консольно крепится в цанговом зажиме 2, к другому концу детали через подшипник и тягу прикладывается изгибающий момент, создаваемый грузом Р., ролик-3 для поверхностного пластического деформирования с нагрузкой Р, 196 Н, что обеспечивает конкретные напряжения, превышающие предел текучести материала С (Т г 900 МПа).
Сущность изобретения заключается в том, что предварительно проводят упругое циклическое деформирование детали машин за счет внешнего нагру- жения, после чего проводят наклеп в фазе упругого растяжения материала. После наклепа внешние нагрузки снимаются, внутренние слои сжимаются и дополнительно к остаточным напряже- ниям от наклепа G .c добавляются напряжения от упругого сжатия материа- па из-за предварительного растяжения материала до напряжений &„, Остаточные сжимающие напряжения в поверхности (F „ складываются из напряжеOCTi
НИИ от пластической деформации и уп- i ругих напряжений, равных по абсолют20
25
30
ной величине G,
Р
.с н.сж
(Ср),
где G
н. с
G 1 ост, с
сжимающие напряжения наклепа ;
растягивающие напряжения при упругой деформации; коэффициент остаточности напряжений ( 1); остаточные сжимающие, пряжения.
Остаточные сжимающие напряжения ост. с могут достигать болыяих значений за счет значительного предварительного упругого растяжения даже при относительно малом наклепе и соответственно малых .сж
Пример, Испытания проводят на цилиндрических образцах из стали. Размер и форма образцов соответ- стуют ГОСТу. Перед началом экспери
5
с
i
0
5
0
0
5
мента образцы подвергают термообработке на Gg 1200 МПа.
Усталостные испытания проводят на машинах при скорости вращения шпинделя 3000 об/мин. Наклеп (накатка) поверхн ости образца в зоне концентратора напряжений создают роликом из стали диаметром 22 мм при удельном давлении в зоне контакта 2900 МПа.
Режим испытания: изгибающая нагрузка Р 196 МН, что соответствует напряжениям растяжения в образце в зоне наклепа . 455,58 МПа. Давление на ролик задается нагрузкой Р, 196 МН, что соответствует контактным напряжениям на поверхности образца G 900 МПа.
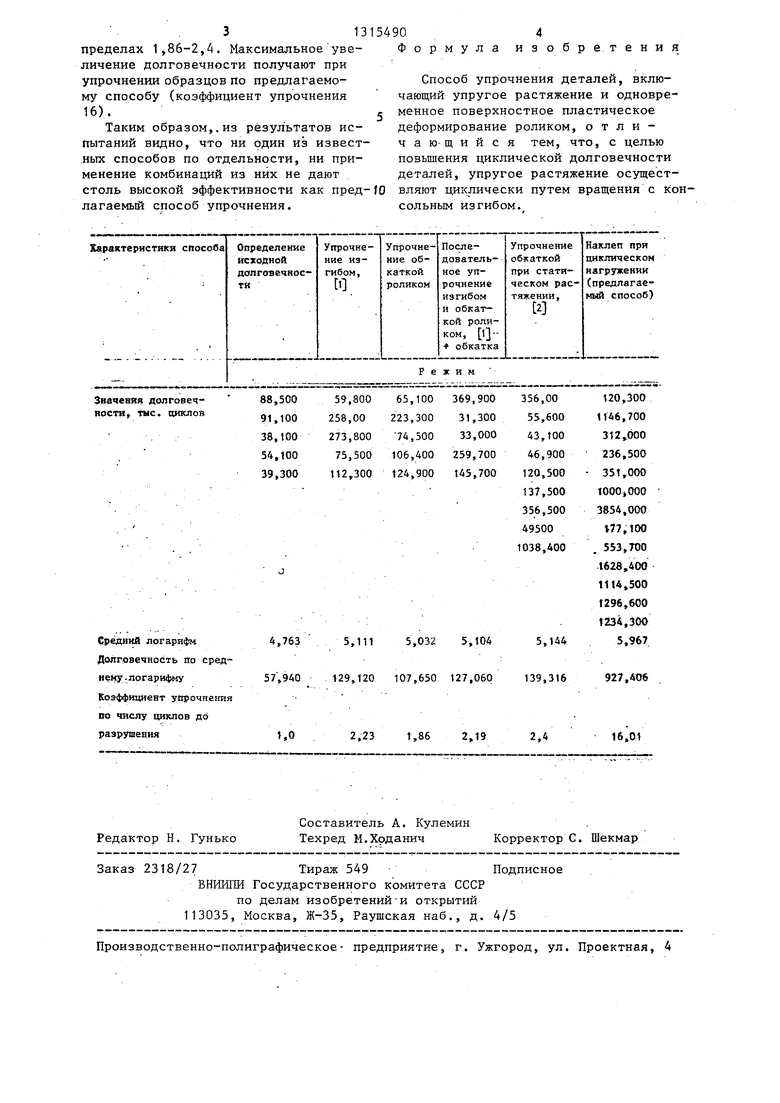
Для сравнения известных способов упрочнения и предлагаемого. выбирают шесть режимов испытаний.
Режим. 1. Определение исходной долговечности. Образец испытывают до разрушения. Нагрузка на образец Р 127,4 Н.
Режим 2. Упрочнение изгибом. Вращающийся образец нагружается под нагрузкой (3500 оборотов), плавно разгружается без остановки машины, з атем испытывается до разрушения. Упрочняющая нагрузка Р 156,8 Н, нагрузка при испытаниях P.J 127,4 Н, по l .
Режим 3. Упрочнение обкаткой роликом ненагруженн.ого образца. Нагрузка на ролик Р| 196 Н, После этог о испытания до разрушения Р 127,4 Н.
Режим 4. Последовательное упрочнение изгибом и обкаткой роликом ненагруженного образца(режимы 2 и 3 последовательно) . После этого испытания до разрушения. Р 127,4 Н (по lj + наклеп) .
Режим 5. Наклеп обкаткой роликам при статическом растяжении Р 196 Н, 19,6 кН. Затем испытания до разрушения 7 127,4 Н, по 2.
Режим 6, Наклеп обкаткой роликом при циклически изменяющемся растягивающем напряжении, Р, 196 Н,
0 Р.
127,4 Н, после этого испытания
55
до разрушения, Р2 127,4 Н.
Результаты испытаний даны в таб- лице. Полученные результаты показывают, что на режимах, соответствующих известным способам упрочнения, значения коэффициента упрочнения лежат в
.313
пределах 1,86-2,4. Максимальное увеличение долговечности получают при упрочнении образцов по предлагаемому способу (коэффициент упрочнения 16).
Таким образом,.из результатов испытаний видно, что ни один из извест- .ньпс способов по отдельности, ни применение комбинаций из них не дают столь высокой эффективности как пред лагаемый способ упрочнения.
t,0
129,120 107,650 127,060
2,23
1,86
2,19
Редактор Н. Гунько
Составитель А. Кулемин Техред М.Ходанич
Заказ 2318/27Тираж 549Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений-и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое- предприятие, г. Ужгород, ул. Проектная, 4
15490
Формула
изобретения
10
Способ упрочнения деталей, включающий упругое растяжение и одновременное поверхностное пластическое деформирование роликом, о т л и - чаю-щийся тем, что, с целью повьшения циклической долговечности деталей, упругое растяжение осуществляют циклически путем вращения с консольным изгибом.
139,316
927, W6
1,86
2,19
2,4
16.01
Корректоре. Шекмар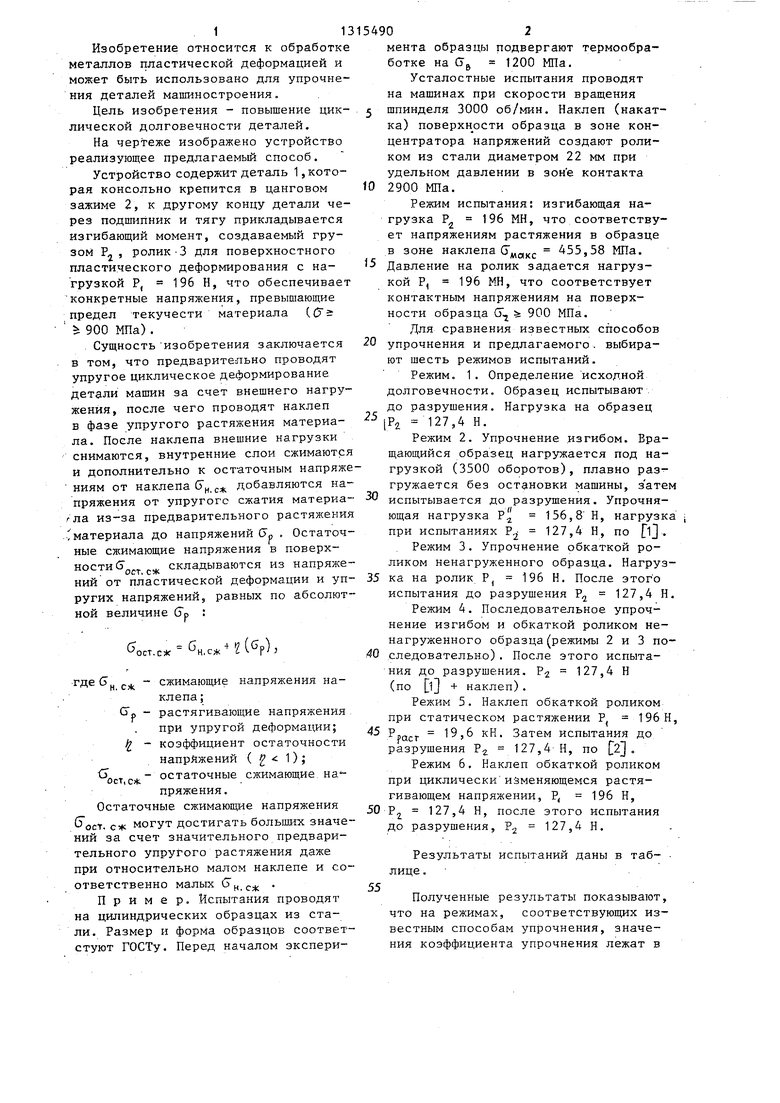
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
| Способ упрощения деталей поверхностным пластическим деформированием | 1985 |
|
SU1400862A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2007 |
|
RU2361058C2 |
| Способ упрочнения стальных изделий | 1985 |
|
SU1275050A1 |
| Способ упрочнения металлических деталей | 1980 |
|
SU922162A1 |
| Способ упрочнения деталей | 1988 |
|
SU1733220A1 |
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДЕТАЛИ ИЗ ПЛИТ | 2020 |
|
RU2749788C1 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
Изобретение относится к области обработки металлов пластической деформацией и может быть использовано для упрочнения деталей в машиностроении. Цель изобретения - повышение циклической долговечности деталей. Сущность изобретения заключается в том, что деталь 1 консольно крепит ся в цанговом зажиме 3. К другому концу детали через подшипник и тягу прикладывается изгибающий момент, создаваемый грузом. При вращении детали на ее поверхности, на которой создаются растягивающие напряжения, проводят поверхностное пластическое деформирование роликом. В результатеi когда после наклепа внешние нагрузки снимаются, внутренние слои сжимаются и дополнительно к остаточным напряжениям от наклепа добавляются напряжения от упругого сжатия материала из- за предварительного растяжения мате риала. 1 ил. 1 табл. € (Л со СП 4 ;о о
| Способ упрочнения деталей, посредством циклической пластической деформации | 1960 |
|
SU133480A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ упрочнения деталей с выступами | 1977 |
|
SU908858A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
