Изобретение относится к машиностроению, в частности, к конструкции оборудования для резки прокатываемого металла.
Цель изобретения - повьшение точкости реза проката в условиях изменения диаметра валков прокатного стана путем согласования линейной скорости подачи прока та и скорости вращения ножей летучих ножниц за счет нормирования частоты следования и с1ульсов датчика перемещения проката, а также улучшение условий обслуживания путемавтоматизации, операций регулировки взамен ручных операций настройки параметров устройства.
Для достижения этой цели в устройстве осуществляется автоматическая коррекция после каждой операции реза проката без вмешательства оператора.
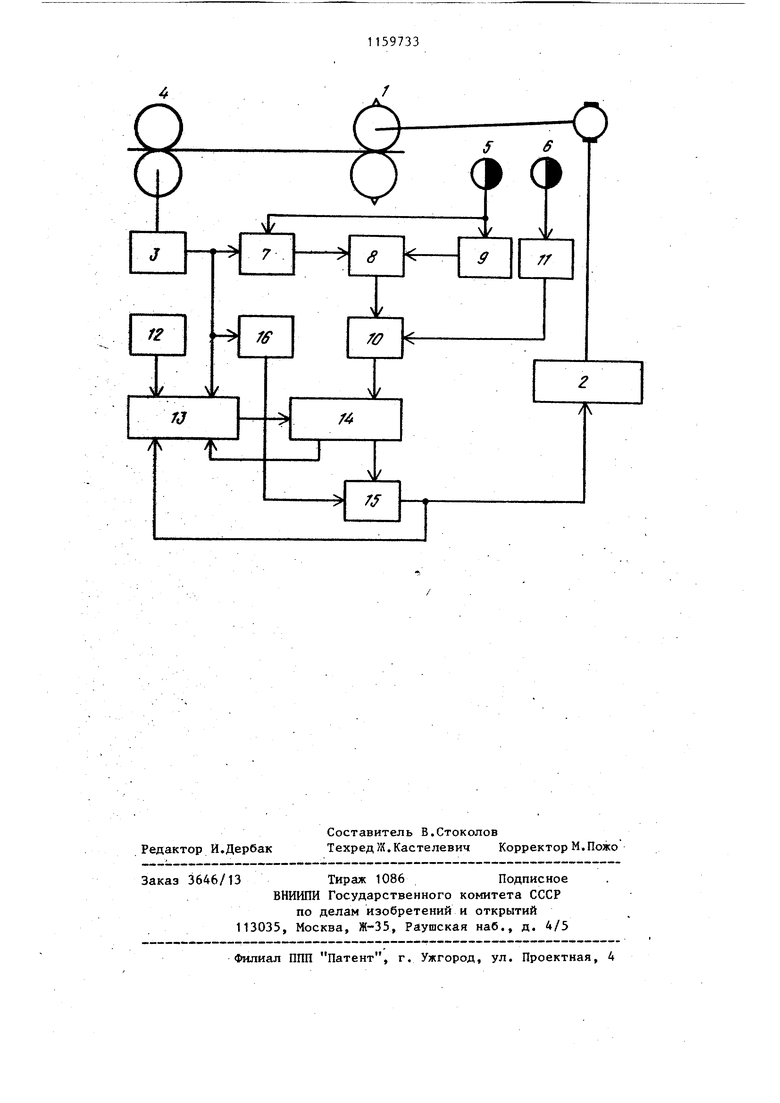
На чертеже приведена структурная схема устройства управления летучими ножницами. I
Устройство управления летучими
ножницами 1 содержит следящую .систему 2 электропривода, датчик 3 импульсов, соединенный с валками 4 последней клети стана, два фотодатчика 5 и 6, установленных за летучими ножницами по направлению движения проката на базовом расстоянии друг от друга, ключ 7, соединенный с фотодатчиком 5 и датчиком 3 импульсов, счетчик 8 числа импульсов на базовом участке, счетный вход которого соединен с выходом ключа 7, а вход установки в нулевое состояние через формирователь 9 - с фотодатчиком 5, регистр 10 числа импульсов на базовом участке, информацион 1ьй вход которого соединен с выходом счетчика 8, а вход записи через формирующий элемент 11 с фотодатчиком 6, задатчик 12 числа нормированных импульсов на базовом участке, присоединенный к входу слагаемого накапливающего сумматора 13, тактовый вход сумматора 13 соединен с выходом датчика 8 импульсов, блок сравнения, являющийся вычислителем разности накапливаемой и содержимого регистра (числа импульсов на базовом участке), выход разности которого подключен к информационному входу исходной установки накапливающего сумматора 13j а знаковый выход - к дополнительному ключу 15, второй вход ключа соединен с выходом элемента задержки 16, вход которого подключен к выходу датчика 3 импульсов, выход ключа 15 соединен с входом следящей системы 2 и входом записи исходной установки накапливающего сумматора 13.
Устройство управления лeтyчи в ножницами работает следующим образом.
При проходе передним концом проката фотодатчика 5 формирователем 9 по переднему фронту сигнала фотодатчика 3 вырабатывается импульс, устанавливающий счетчик 8 в нулевое состояние. Импульсы с датчика 3 через открытьй сигналом фотодатчика 5 ключ 7 поступают на счетчик 8, В момент прохождения передним концом проката фотодатчика 6 формирователь 11 по переднему фронту сигнала фотодатчика 6 вырабатывает импудьс. Этот импульс переписьюает сосчитайное счетчиком 8 число импульсов от. датчика 3 за время прохождения передним концом проката базового участка Z в регистр 10 (до этого в нем хранится число, сосчитанное в предыдущем цикле раскроя). Таким образом, произведена настройка системы на фактическую величину катающего диаметра Df4 (вадков последней клети стана). С этого момента в следящую сис.тему поступает вновь откорректированная частота иьшульсов f.
Для достижения высокой точности раскроя и согласования скоростей проката и ножей летучих ножниц необходимо обеспечить приведение цены импульсов датчика к нормальной при измнениях катакщего диаметра валков стана. Нормальная цена импульсов соответствует некоторому расчетному значению диаметра валков клети D, которое выбирается всегда большим максимального возможного значения катакщего диаметра D. Базовое расстояние меящу фотодатчиками соответствует огфеделенному числу импульсов нормальной цены Z. При прокатке любого сорта катающий диаметр валков вьщающей клети всегда меньре расчетного значения (Вц DH)« На базовом участке при прохождении его передШ1м концом проката может быть за ксировано определенное количество импульсов датчика Z, соответствую .щее фактическому значению катающего диаметра. Так как i/ J, lu i. . и частота следования импульсов нор мальной цены (частота норютрованных импульсов) f.. связана с частотой им f , соотношением пульсов датчика Поскольку величина Z постоянная и установлено, что Z Z, то устройство, нормирующее частоту следов иия импульсов, является делителем частоты с переменным коэффициентом деления (умножителем при коэффйциен те умножения меньшем единицы). Указанное преобразование может быть выполнено на накапливаклцем сумматор На вход слагаемого сумматора подают величину Z, на тактовый вход частоту f, а емкость сумматора ограничивают величиной Z, Импульс нормированной частоты f формируют при каждом переполнении сумматора. Реализацию этого метода осуществляют в предлагаемом устройстве следующим образом. Каждый приходящий от датчика 3 импульс поступает на тактовый вход сумматора 13. Заданное число норми:рованных импульсов на базовом участ ке Zj,, поступающее от задатчика 12 на вход слагаемого накапливающего сумматора 13, складьюается с предыдущим значением суммы. Накопленная сумма сравниваете в вычислителе разности блока 14 сравнения с числом импульсов от датчика на базовом Z, подаваемым на вход вычи участке с регистра 10. Если накоптаемоголенная сумма меньше величины Z, то знак результата в блоке |4 сравнения - минус Дополнительный ключ 15 при этом закрыт и не пропускает задержанный элемеитом 16 импульс от датчика 3. Если накопленная сумма больше или равна величине Z, то ;знак результата в блоке 14 сравне33ния - плюс. Ключ 15 при этом открыт и пропускает задержанный элементом 16 импульс от датчика 3 в следящую систему 2. Одновременно импульс с выхода ключа 15 поступает на вход записи исходной установки накапливающего сумматора 13. На информационный вход исходной установки сумматора 13 подают вычисленную в блоке 14 сравнения разность накопленной суммы и величины Zpj. С приходом каждого следующего импульса цикл нормирования повторяется. Таким образом, достигается корректирование частоты следования импульсов от датчика в соответствии с указанным соотношением: г - г .LL ... t,-1, . Эта коррекция.осуществляется после каждого лщкла резки проката с вновь определенным значением Z что позволяет обеспечивать высокую точность раскроя и согласования скоростей проката и Ножей летучих ножниц при любом (практически возможном) изменении катающего диаметpa валков стана, а также текучести материала без Изменения параметров настройки управляющего устройства оператором, что повышает точность резки и улучшает условия обслузглвания ножниц. Кроме этого, исключение необходимости ручной перенастройки параметров устройства управления летучими ножницами оператором при изменении катающего диаметра валков (смена сорта на стане, переточка валков и т.п.) повьппает также надежность работы ножниц, так как при вероятном ошибочном вводе параметра настройки неизбежен аварийный останов летучих ножниц, приводящий к простою стана. Этим обуславливается эффективность использования устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1980 |
|
SU912410A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для подачи команды на пуск летучих ножниц | 1976 |
|
SU664767A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
УСТРОЙСТВО УПРАВЛЕНИЯ ЛЕТУЧИМИ НОЖНИЦАМИ, содержащее следящий электропривод летучих ножниц, импульсный датчик скоростиj связанный с валками последней клети, два фотодатчика прохождения проката, расположенные за летучими ножницами, задатчик числа импульсов, а также соединенные со счетчиком импульсов ключ и регистр числа импульсов, причем выход импульсного датчика соединен с входом ключа, другой вход которого связан с первым фотодатчиком прохождения проката, отличающееся тем, что, с целью повышения точности реза путем согласования скоростей подачи проката и вращения ножниц при изменениях диаметра валков прокатного стана, а также улучшения условий обслуживания за счет автоматизации операций настройки параметров устройства, оно снабжено накапливающим сумматором, элементом задержки, двумя формирователями сигналов фотодатчиков, а также блоком сравнения и соединенным с ним ключом, другой вход которого подключен к выходу элемента задержки, а выход соединен с входами следящего электропривода и накапливающего сумматора, другие входы которого подключены к выходам задатчика числа импульсов, импульсного датчика и блока сравнения, входы которого (Л подключены один к выходам регистра импульсов и накапливающего сумматора, при этом входы формирователей сигналов фотодатчиков подключены к соответствукнцим фотодатчикам, выходы первого формирователя соединены с входом счетчика импульсов, а второсд го - с входом регистра импульсов, с;о причем выход импульсного датчика подключен также к входу элемента оо со задержки.
| Устройство управления летучими ножницами | 1980 |
|
SU912410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
