В настоящее время обработка резиновых каблуков, включающая: операции: щершевание ляписа каблука, смахивание пыли, намазку ляписа клеем и сушку клея, производится вручную или с применением простейших средств механизации, что сдерживает рост производительности труда на этих операциях.
Применение в обувной промышленности предлагаемого агрегата для обработки резинового каблука позволит увеличить производительность труда.
Сущность изобретения заключается в том, что подлежащие обработке резиновые каблуки захватываются из бункера и транспортируются раздвижными кассетами, закрепленными на каретках вертикально замкнутого конвейера, мимо последовательно расположенных и закрепленных на станине конвейера рабочих органов, выполняющих операции по обработке каблука: шершевание ляписа каблука, смахивание пыли, намазку ляписа клеем и сушку клея. Агрегат содержит также узел мальтийского креста для сообщения прерывистого движения конвейеру, механизм для раздвигания и сдвигания кассет и механизм для поворота на 180° кареток с кассетами.
Для возможности захвата из бункера каблука любого размера и зажима его в кассете, последняя может быть выполнена в виде двух подпружиненных полукассет, раздвигаемых на каретке при помощи клина, неподвижно монтированного в нижней части бункера.
Механизм для поворота каретки с кассетой может быть выполнен в виде монтированного на каретке зубчатого сектора, взаимодействующего со вторым зубчатым сектором.
Для предотвращения самопроизвольного поворота каретки, она может быть снабжена монтированным в ней подпружиненным пальцем.
Ло 131634- 2 один конец которого взаимодействует с выключающим клином, неподвижно укрепленным на втором зубчатом секторе.
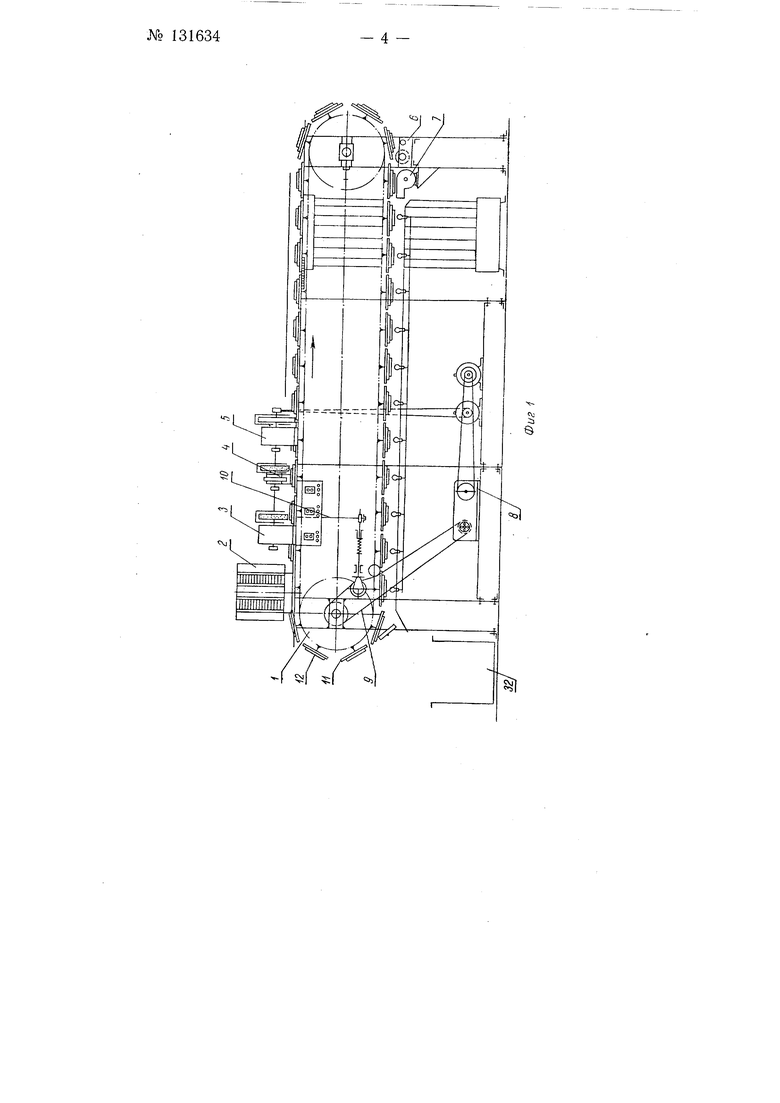
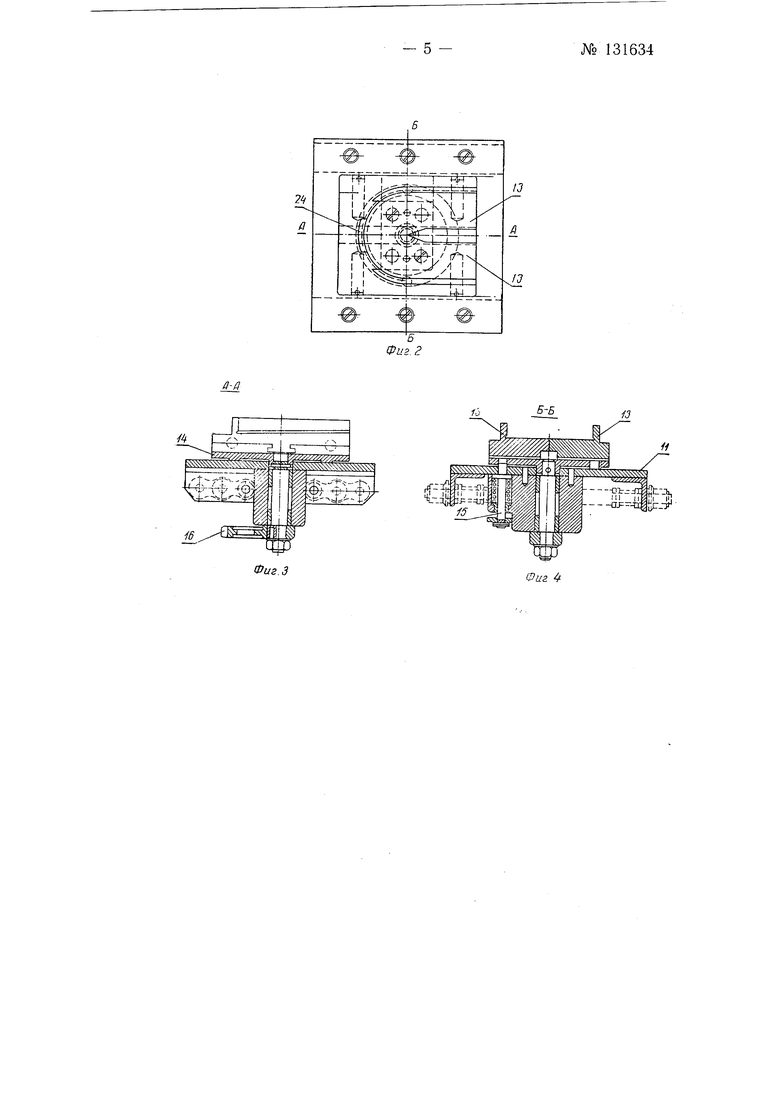
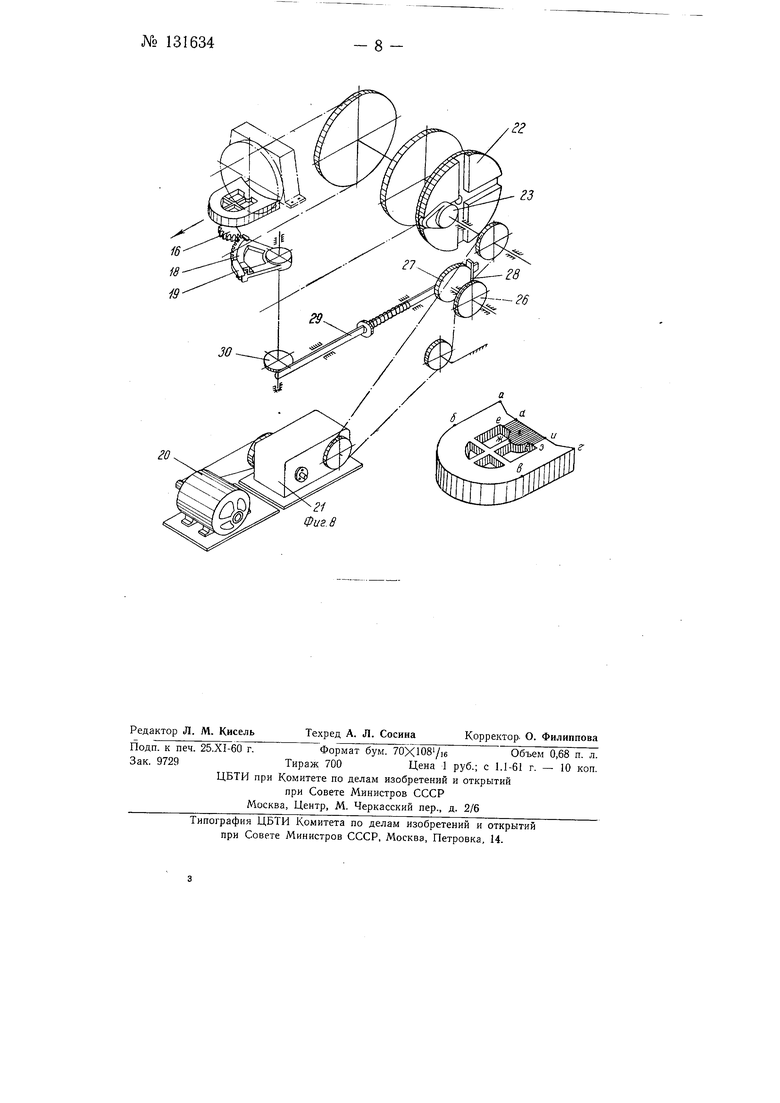
На фиг. 1 изображена принципиальная схема агрегата; па фиг. 2 - каретка с кассетой, вид в плане; на фиг. 3 - разрез по А-А па фиг. 2: на фиг. 4 - разрез по Б-Б па фиг. 2; па фиг. 5 - бункер, вид в плане; на фиг. 6 - узел шершевапия, горизонтальный разрез; на фиг 7 - устройство для нанесения клея, поперечный разрез; на фиг. 8 - кипематическая схема узла мальтийского креста и механизма поворота каретки на 180.
Агрегат для обработки резинового каблука включает в себя: вертикально замкнутый конвейер /, бункер 2, рабочие органы 3, 4, 5, 6 я 7, механизм привода 8, узел 9 мальтийского креста для сообщения конвейеру прерывистого движепия и механизм 10 для поворота кареток с кассетами на 180° (см. фиг. 1).
Вертикально замкнутый конвейер / несет каретки // с закрепленными па них раздвижными кассетами J2. Калсдая кассета (фиг. 2) составлена из двух подпружиненных полукассет 13, перемещаемых в направляющей 14 (фиг. 3). Подпружиненный палец 15 (фиг. 4) служит для предотвращения самопроизвольного поворота каретки, а сектор /6 (фиг. 3 и 8) - для поворота каретки с кассетой.
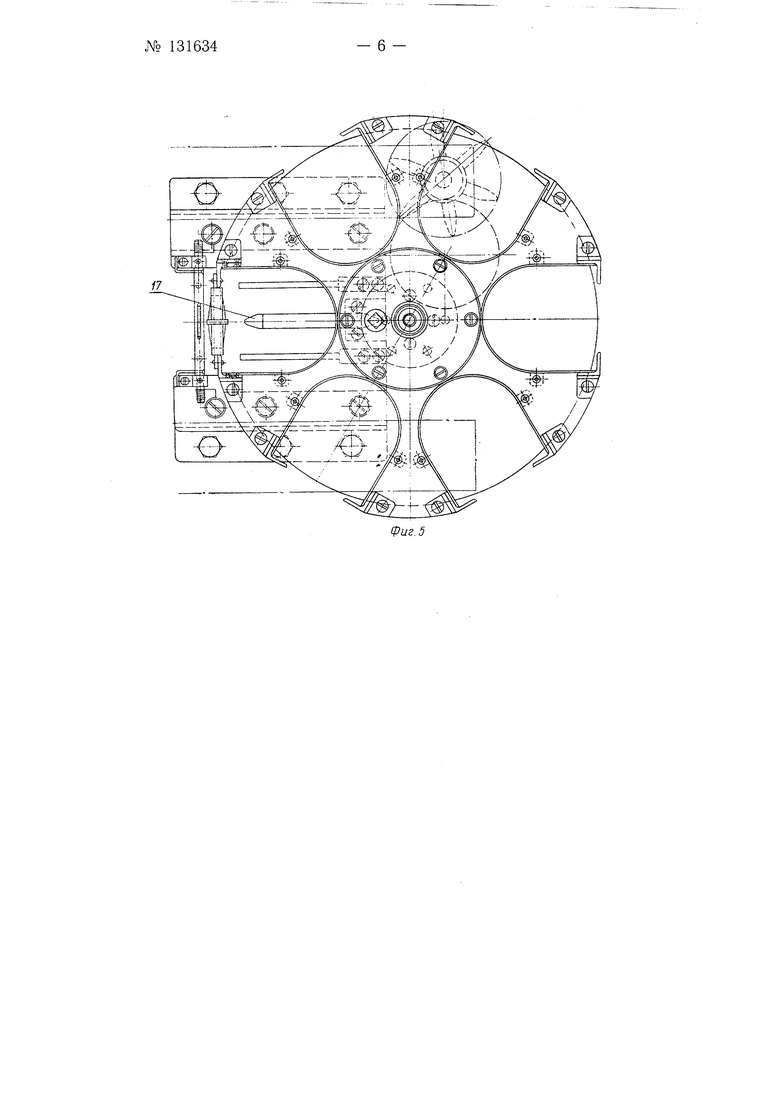
Бункер 2 (фиг. 5) состоит из щести отдельных секций, загружаемых каблуками вручную. В нижней части бункера закреплен клип 17, раздвигающий полукассеты 13 при загрузке каблука в кассету 12.
Рабочие органы агрегата состоят из двух узлов 3 и 4 щерщевания (фиг. 1), узла 5 обмахивания пыли, устройства 6 для нанесения клея ;i вентилятора 7 для сущки клея.
Механизм для поворота каретки с кассетой (фиг 8) выполнен в виде монтированного на каретке зубчатого сектора 16 (так же фиг. 3), взаимодействующего со вторым зубчатым сектором 18, снабженным неподвижно укрепленным выключающим клипом 19.
Механизм привода агрегата состоит из электродвигателя 20 и редуктора 21. Узел 9 мальтийского креста включает в себя мальтийский крест 22 и кривощип 23.
Агрегат работает следующим образом.
Конвейер / от узла мальтийского креста получает прерывистое движение. Когда очередная кассета 12 подойдет под бункер 2, клин 17 войдет в специально сделанный вырез и раздвинет полукассеты 13. При дальнейщем движении конвейера кассета забирает каблук своим задним выступом 24 (фиг. 2), а выходя из-под клипа 17 полукассеты сдвигаются под действием своих пружин, прочно удерживая каблук. Выходя из-под бункера каблук подвергается щерщеванию металлической щеткой 25 узла 3 (фиг. 6). Шерщевание осуществляется в несколько приемов (фиг. 9). Сначала каблук, передвигаясь иод щеткой, обрабатывается на участке а-б, затем, когда точка б дощла до середины щетки, конвейер останавливается, и механизм 10 поворота срабатывает, поворачивая каретку с каблуком на 180°; при этом происходит обработка закругленного участка б-в. Далее конвейер снова приводится в движение, и щетка обрабатывает участок в-г.
Механизм 10 поворота каретки сблокирован с узлом мальтийского креста таким образом, что его включение производится лишь тогда, когда кривощип 23 выщел из паза мальтийского креста, т. е. когда конвейер / неподвиженПеред поворотом клин 19 выжимает подпружиненный палец 15 (фиг. 4) и обеспечивает, таким образом, возможность поворота кассеты 12.
Кинематическая цепь поворота сектора 18 (фиг. 8) включает в себя звездочку 26, кулачок 27, планку 28 и подпружиненную рейку 29 с шестерней 30.
При дальнейшем движении конвейера каблук поступает под вторую металлическую щетку узла 4, шершеванпю подвергается участок каблука д, е, ж, з, и. Для прохода под щеткой задней части каблука, щетка поднимается выще ее плоскости.
Далее каблук очищается от пыли при помощи волосяной щетки узла 5 и при движении ветви конвейера снизу намазывается клеем при помощи профилированного барабана 31 (фиг. 7), свободно вращающегося в баке с клеем устройства 6. Сушка клея на каблуке осуществляется потоком воздуха, создаваемого вентилятором 7. По проходе зоны сушки кассета раскрывается специальным клином и освобождает каблук, падающий в приемный бункер 32.
Предмет изобретения
1.Агрегат для обработки резинового каблука, включающий рабочие органы для шершевания ляписа каблука, смахивания пыли, намазки ляписа клеем и сущки клея, отличающийся тем, что, с целью увеличения производительности, он выполнен в виде монтированного на станине вертикально замкнутого конвейера, несущего ряд кареток с закрепленными на них раздвижными кассетами, служащими для захвата каблуков из бункера и транспортирования их мимо последовательно расположенных и закрепленных на станине конвейера рабочих органов, механизма привода, узла мальтийского креста для придания прерывистого движения конвейеру, механизма для раздвижения и сдвижения кассет и механизма для поворота кареток с кассетами на 180.
2.Агрегат по п. 1, отличающийся тем, что для возможности захвата из бункера каблука любого размера и зажима его в кассете, последняя составлена из двух подпружиненных полукассет, раздвигаемы.х на каретке при помощи клина, неподвижно монтированного в нижней части бункера.
3.Агрегат по п. 1, отличающийся тем, что механизм для поворота каретки с кассетой выполнен в виде монтированного на каретке зубчатого сектора, взаимодействующего со вторым зубчатым сектором.
4-Агрегат по п. 1, отл ич а ю щи и с я тем, что для предохранения каретки от самопроизвольного поворота, она снабжена монтированным в ней подпружиненным пальцем, один конец которого взаимодействует с выключающим клином, неподвижно укрепленным на втором зубчатом секторе.
- 3 -№ 13163
13
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ ПАКЕТА В ОТДЕЛОЧНОМ ПРОИЗВОДСТВЕ ДЛЯ КРАШЕНИЯ ПРЯЖИ В БОБИНАХ | 1967 |
|
SU202864A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| Способ клеевого соединения деталей одежды и устройство для нанесения порошка клея на детали одежды | 1958 |
|
SU121728A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| УСТРОЙСТВО для ВЗБАЛТЫВАНИЯ БУТЫЛОК С ИГРИСТЫМИНАПИТКАМИ | 1970 |
|
SU265837A1 |
| Агрегат для штемпелевки и упаковки стирательных резинок | 1953 |
|
SU119472A2 |

/4
:i
„ч,.-ь
.r
P 5Jg
Л
Фиг.З
ГиЬ-- о7 г гг
