Изобретение относится к сварке, в частности к составам электродных покрытий, применяемых для холодной сварки чугуна.
Целью изобретения является снижение твердости наплавленного металла и зоны сплавления и улучшение сварочно-технологических свойств электродов.
Шунгитосодержащая порода представляет собой минеральное вещество, состоящее из следующиз} компонентов, мас.%:
SiO 46-50,83
ALOj13,61-15,26
,15,3-19,36
,82-2,28
CaO
Mp.O
Na20
минерал
щунгит
2,34-4,7 4,1-5,3.1 0,3-1,24 2,5-3,7
0,12-0,45
1,5-4
СП
00
to N:)
СП
4
Известно использование шунгито- содержащей породы и шунгита в строительстве для отделки зданий, как на- пoлнитeJть бетона, отсыпки дорог и др.
Шунгитосодержащая порода добывается в карьерах и перерабатывается на шунгитовом заводе.
Использование ип- нгитосодержащей породы в составе электродною покрытия для холодной сварки чугуна позволяет повысить стабильность горения дуги, увеличить вязкость шлака и улучшить отделимость шлака.
Действие шунгитосодержащей породы при холодной сварке чугуна сводится к следующему.
В процессе диссоциации породы в зоне сварочной дуги выделяются ще- лочно-земельные металлы К и Na, обладающие низким потенциалом ионизации и обеспечивающие повышение стабильности горения дуги.
Комплексное соединение , повышает вязкость ошака, что обеспечивает хорошее формирование шва.
Наличие окислов FegO,, СаО, MgO и шунгита обеспечивает при остывании шлака его расширение, что приводит к растрескиванию и легкому удалению шлака с поверхности шва.
Кроме того, при диссоциации окислов, входящих в состав шунгитосодер- жащей породы выделяется дополнительный кислород, идущий на интенсификацию процесса окисления углерода чугуна в сварочной ванне, что снижает твердость наплавленного металла.
Введение шунгитосодержащей породы в количестве менее 0,5% повышает твердость наплавленного металла, ухудшает сварочно-технологические свойства электродов (снижается стабильность горения дуги,, .ухудшается отделимость шлака). При содержании шунгитосодержащей породы в количестве более 3% повьш1ается тугоплавкость пшака, увеличивается склонность сварных швов к образованию пор.
Плавиковый шпат вводится в количестве 18-25% с целью обеспечения связывания водорода в нерастворимые соединения HF, что обеспечивает получение плотного наплавленного металла бей пор. При содержании плавикового шпата меНее 18% не обеспечивается надежная защита наплавленного металла и появляется склонность к образованию пор.
При содержании плавикового шпатй более 25% значительно ухудшается стабильность горения сварочной дуги, особенно на переменном токе за счет
дестабилизирующего действия фтора. I
Ферромарганец вводится в состав
покрытия как низкотемпературный рас- кислитель, действующий на стадии
д
j
0
5 „
5
5
0
кристаллизации жидкой ванны. Тем самым он не препятствует проявлению раскислительных свойств углерода чугуна, что и приводит к выгоранию углерода при высоких температурах сварочной дуги и жидкой ванны за счет кислорода, образующегося при диссоциации кислородосодержащих компонентов покрытия (мрамора, шунгитосодержащей породы, соды, калия хромово-кислого).
Содержание ферромарганца в покрытии менее 6% не обеспечивает достаточного раскисления металла шва при его кристаллизации и приводит к образованию пор и трещин. При введении ферромарганца в количестве более 12% ухудшаются гигиенические характеристики электродов за счет по- вьш1енного содержания окислов марганца в сварочном аэрозоле.
Никель вводится в состав электрод- кого покрытия в количестве 42-50%. Основной особенностью никеля является то, что он препятствует образованию структурно-свободньт карбидов. Никель расширяет область у-фаз, увеличивает устойчивость аустенита тем сильнее, чем в большем количестве он находится в шве. При содержании более 14% никеля основная масса имеет чистоаустенитную структуру, обладающую низкой твердостью наплавленного металла 180-197 НВ и зоны сплавления 280-320 НВ. При содержании никеля в составе электродного покрытия менее 42% не обеспечивается получение в шве аустенитной структуры, увеличивается твердость наплавленного металла и зоны сплавления, повьш1ается склонность к образованию трещин. Введение никеля в количестве более 50% экономически не целесообразно, так как повьш1ается стоимость электродов без заметного улучшения сварочно-технологических свойств.
Слюда вводится в состав покрытия в количестве 2-4% как пластификатор при прессовом изготовлении электродов, а также как шлакообразующий компонент. При содержании слюды менее 2% ухудшается технологичность нанесения покрытия, образуются задиры и трещины на покрытии электродов. При введении более 4% ухудшаются сварочно-технологические свойства электродов за счет увеличения количества
шлака, что затрудняет многослойную заварку глубоких дефектов.
Калий хромово-кислый вводится в количестве 0,5-3% с целью повьпиения стабильности горения дуги за счет выделения в зону дуги щелочно-зе- мельного элемента калия, обладающего низким потенциалом ионизации. Выделяющийся при диссоциации калия хромово-кислого кислород используется на окисление углерода, переходящего в сварочную ванну из чугуна. Уменьшение содержания углерода соответственно снижает твердость наплавленного металла и зоны сплавления.
При введении калия хромово-кислого менее 0,5% ухудшается стабильность горения дуги, недостаточно окисляется углерод сварочной ванны и как следствие повышается твердость наплавленного металла и зоны сплавления. При введении калия хромовокислого более 3% ухудшается технологичность изготовления электродов за счет быстрого затвердевания обмазочной массы.
Технология изготовления электродов с данным составом покрытия не отличается от известной. В качестве электродных стержней используется сварочная проволока марки Св08А или Св08. Было изготовлено 3 вариантов электродов, составы покрытий которых представлены в табл.1.
Результаты технологической проверки электродов приведены в табл.2.
Для определения твердости наплавленного металла и линии сплавления производили многослойную заварку разделки дефекта глубиной 10 мм с углом раскрытия 90° на пластине толщиной 20 мм из серого чугуна марки СЧ21. f Сварку производили электродами 0 4 мм на постоянном токе обратной полярности. Сила тока составляла 180 200 А.
Из заваренных мест вырезали тем- плеты для изготовления шлифов.
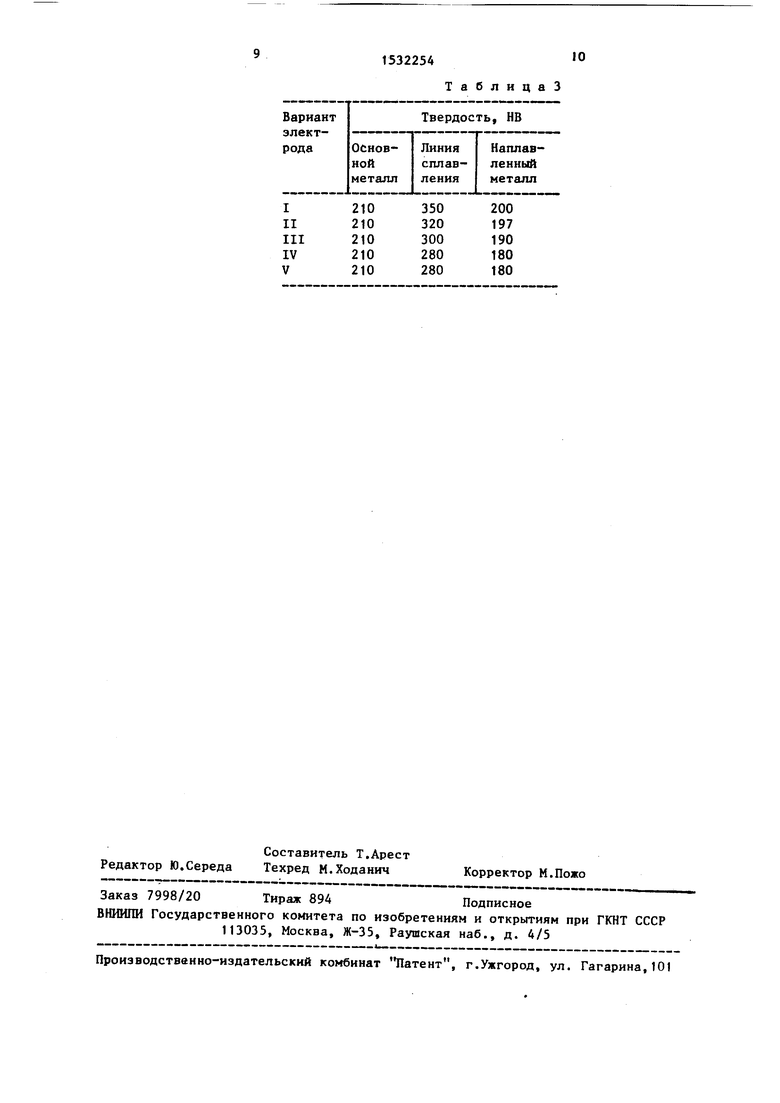
Результаты замера твердости основного и наплавленного металла, а также линии сплавления приведены в табл,3.
Анализ результатов испытаний сва- рочно-технологических свойств, определения твердости наплавленного металла и зоны сплавления показали.
что составы покрытий вариантов ff 2, 3, 4 обеспечивают высокие сварочно- технологические свойства электродов и низкую твердость наплавленного металла и зоны сплавления, что позволяет производить механическую обработку заваренных дефектов.
Составы электродного покрытия ( 1
и 5, содержащие соответс- венно заниженное и повьш енное количество компонентов покрытия,не обеспечивают достижение указанной цели.
Высокие сварочно-технологические
свойства и низкая твердость наплавленного металла и зоны сплавления при сварке электродами с покрытиями указанного состава позволяют производить многослойную холодную электродуговую сварку чугунных деталей и заварку дефектов чугунного литья без образования дефектов сварных швов. При этом обеспечивается возможность механической обработки заваренных мест обычным металлорежущим инструментом.
Формула изобретения
Состав электродного покрытия для холодной сварки чугуна, содержащий мрамор, плавиковый шпат, соду, слюду, марганец и никель, отличающийся тем, что, с целью снижения твердости наплавленного металла и зоны плавления, а также улучшения сварочно-технологических свойств электродов, состав дополнительно жит калий хромово-кислый, шунгитосо- держашую породу, причем марганец введен в виде ферромарганца, а никель - в виде металлического порошка, при следующем соотношении компонентов, мас.%:
Плавиковый
50
55

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Состав электродного покрытия для холодной сварки чугуна | 1985 |
|
SU1316775A1 |
| Состав электродного покрытия для сварки чугуна без подогрева | 1988 |
|
SU1484535A1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| Электрод для сварки чугуна | 1989 |
|
SU1676776A1 |
| Состав электродного покрытия | 1982 |
|
SU1073052A1 |
| Состав электродного покрытия для сварки никеля | 1989 |
|
SU1676777A1 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| Состав электродного покрытия для сварки тяжелых цветных металлов | 1984 |
|
SU1228998A1 |
Изобретение относится к сварке, в частности к составам электродных покрытий, применяемых для холодной сварки чугуна. Цель изобретения - снижение твердости наплавленного металла и зоны сплавления и улучшение сварочно-технологических свойств электродов. В состав покрытия, содержащего, мас.%: плавиковый шпат 18 - 25, ферромарганец 6-12
никель 42 - 50
слюду 2 - 4
соду 0,5 - 1,5
мрамор - остальное введены шунгитосодержащая порода 0,5 - 3 и калий хромовокислый 0,5 - 3. Это позволяет повысить стабильность горения дуги, увеличить вязкость шлака, улучшить его отделимость. Кроме того, при диссоциации окислов, входящих в состав шунгитосодержащей породы, выделяется дополнительный кислород, идущий на интенсификацию процесса окисления углерода чугуна в сварочной ванне, что снижает твердость направленного металла. 3 табл.
25201817
1286542 45 50 51 4 321 0,5 1 1,5 0,5 0,5 2 3 4
0,5 13 4 15,5 2,0 16,5 17,5
Таблица2 ологические свойства электродов
Сварочно-технологические свойства электродов
I
II
V V
Стабильность горения дуги низкая. Отделимость шлака удовлетворительная. При многослойной наплавке имеют место зашлаковки. Наблюдаются отдельные трещины в кратерах
Стабильность горения дуги высокая. Отлели- мость шлака хорошая. При многослойной наплавке дефектов нет. Формирование шва мелкочешуйчатое с плавньм переходом к основному металлу
Стабильность горения дуги высокая. Отделимость шлака хорошая. При многослойной наплавке дефектов в виде пор, трещин и зашлаковок нет. Формирование шва мелкочешуйчатое с плавным переходом к основному металлу
То же, что и в варианте электрода 111
Стабильность дуги высокая. Отделимость шлака хорошая. При многослойной наплавке имеют место поры и трепщны из-за низкого содержания раскислителя и плавикового шпата. Ухудшилось нанесение покрытия методом опрессовки.
Вариант электрода
I
II
III
IV
V
ТаблицаЗ Твердость, НВ
л
Линия сплавления
350 320 300 280 280
Наплавленныйметалл
200 197 190 180 180
| Состав электродного покрытия для холодной сварки чугуна | 1985 |
|
SU1316775A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
