Изобретение относится к сварке, преимущественно к составам электродных покрытий для сварки чугуна без подогрева.
Цель изобретения - улучшение качества сварного шва за счет повышения пластичности зоны сплавления, снижения степени отбела, а также повышение сварочно-технологических свойств при снижении стоимости электродов.
Введение окислов ванадия в виде ванадийсодержащих зол в покрытие способствует окислению углерода, крепния и марганца на стадии ванны,
в результате диссоциации и выделе- ния свободного кислорода. Выгорание из расплавленного металла сварочной ванны избыточных содержаний кремния, марганца и особенно углерода обеспечивает получение металла шва повышенной пластичности. При этом появляется возможность непрерывного ведения процесса сварки соединяемых деталей из чугуна, исключая предварительный подогрев деталей и последующее охлаждение наплавляемых валиков,
Введение окислов ванадия (в виде ванадийсодержащих зол) снижает вероятность образования по границам
Ј 00 4 СЛ
со ел
сппавления зон повышенной твердости (зон отбела) вследствие выгорания углерода, что снижает вероятность образования трещин.
К тому же замена части ванадия (20-40%) окислами ванадия (в виде ванадийсодержащих зол) перспективна с экономической точки зрения, что позволяет снизить стоимость электродов и эффективно использовать вторичное сырье (ванадийсодержащие золы) в качестве компонента покрытия.
Введение в покрытие ванадийсодержащих зол способствует снижению температуры плавления шихты, обеспечению мелкокапельного переноса металла, уменьшению времени образования капли на торце электрода, увеличению
из которых из отавливают шлифы для металлографического изучения зоны сплавления (наличие трещин в наплав- ленном металле и зоне сплавления).
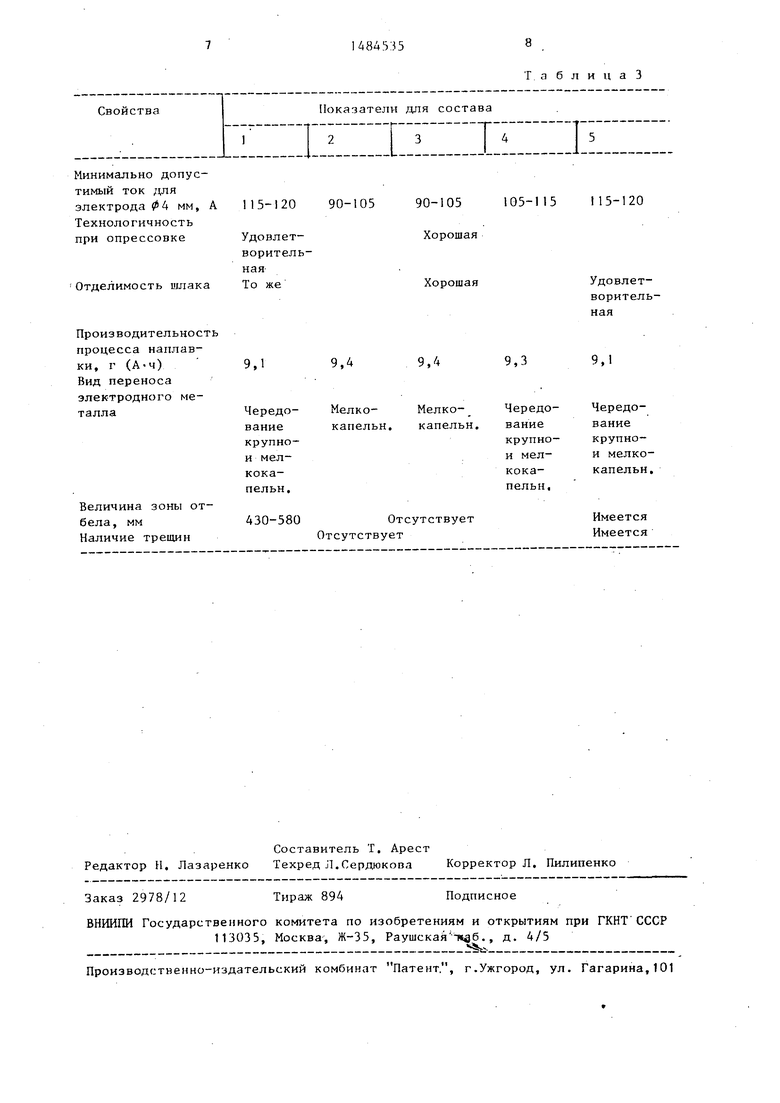
Сварочно-технологические свойства электродов представлены в табл.З,
Как видно из табл.З, электроды с покрытием составов 2 и 3 имеют высо- кие сварочно-технологические свойства, что позволяет избежать образования трещин и уменьшить зону отбела, в результате чего возрастают показатели прочностных характеристик на- плавленного металла.
Возможность проведения сварки на малых, токах позволяет снизить погонную энергию при сварке и устранить перегрев, уменьшить величину зоны от


| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| Состав электродного покрытия | 1990 |
|
SU1731552A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ДУПЛЕКСНЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2428290C1 |
| Состав электродного покрытия | 1982 |
|
SU1074691A1 |
| Состав электродного покрытия | 1990 |
|
SU1731550A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
Изобретение относится к сварке, преимущественно к составам электродных покрытий для сварки чугуна без подогрева. Целью изобретения является улучшение качества сварного шва за счет повышения пластичности зоны сплавления, снижения степени отбела, а также повышение сварочно-технологических свойств при снижении стоимости электродов. В состав покрытия, содержащего, мас.%
мрамор 3-5, плавиковый шпат 11-16, ферросилиций 2-5, феррованадий 15-40, поташ 2-4, дополнительно введены ванадийсодержащие золы 35-45, рутил, доломит и магнезит поровну в суммарном количестве 2-4 мас.%. Введение окислов ванадия в виде ванадийсодержащих зол, являющихся вторичным сырьем, позволило получить металл шва повышенной пластичности, исключив предварительный подогрев и последующее охлаждение наплавляемых валиков, снизить вероятность образования по границам сплавления зон повышенной твердости, а также снизить стоимость электродов в результате эффективного использования вторичного сырья. 3 табл.
концентрации кислорода у капли элект- 20 бела и тем самым снизить вероятность
родного металла.
Введение рутила в электродное покрытие в количестве 3-5% способствует стабилизации горения дуги и изменению характера переноса (с крупнокапельного на мелкокапельный) электродного металла.
Введение доломита и магнезита позволяет изменить кинетику газообразования, предотвращая его взрывной (крупнокапельный) характер, обеспечивает равномерное стадийное и полное разложение газообразующих (табл.1), т.е. раннее образование шлакового расплава обеспечивает более полную защиту металла сварочной ванны от атмосферы воздуха.
Наличие в шихте покрытия диоксида титана приводит к смещению температурного интервала диссоциации карбонатов в область более низких температур, что связано с улучшением теплопроводности смеси покрытия и развитием экзотермических реакций окисления.
Применение комплекса газообразующих компонентов обеспечивает низкое содержание азота в наплавленном ме- талле, что также способствует повышению механических свойств металла шва
Составы электродных покрытий представлены в табл.2.
Технология изготовления электродов с предлагаемым составом покрытия аналогична известной, В качестве электродного стержня используется сварочная проволока марки Св-08, Св-08А. Изготовленными электродами производят сварку чугунных образцов.
0
появления трещин в сварном соединении. Возрастает производительность процесса наплавки в результате изменения характера переноса электродно5 го металла. Электроды с покрытием составов 2,3 и 4 имеют высокую технологичность при изготовлении методом опрессовки.
Результаты испытаний показывают, что электроды с предлагаемым оптимальным составом покрытия, состав покрытия (2-4) имеют высокие сварочно-технологические свойства: возможность проведения сварки на минимальс но допустимых режимах, что обеспечивает наибольшие значения тепловложе- ний, снижая тем самым сварочные напряжения, которые способствуют образованию трещин; повышение производительности процесса наплавки в результате изменения характера переноса металла; улучшение отделимости шлака, что способствует повышению качества металла при многослойной сварке
Предлагаемое покрытие позволяет уменьшить величину зоны отбела и значительно снизить вероятность появления трещин в сварном соединении.
Из полученных данных, представленных в табл. 2 и 3 видно, что при введении в покрытие ванадийсодержа- щей золы более 45% рутила более 6%, доломита-магнезита более 5% изменяется кинетика плавления электрода, что i
5 приводит к снижению сварочно-техноло- гических свойств. Снижение при этом содержания.феррованадия менее 15% 1 не обеспечивает в наплавленном металле требуемого количества ванадия,
0
5
0
необходимого для связывания углерода в зоне сплавления, что способствует образованию зоны отбела и трещин..
Снижение содержания газошлакооб- разующих (мрамор 3%, поташ 2%, доломит, + магнезит 2) не обеспечивает газовой защиты наплавляемого металла и требуемой кинетики плавления электрода.
Формула изобрет ения
Состав электродного покрытия для сварки чугуна без подогрева, содер- жащий мрамор, доломит, плавиковый шпат, феррованадий, ферросилиций, поташ, отличающийся тем, что, с целью улучшения качества сварного шва за счет повышения пластич- ности зоны сплавления, снижения степени отбела, а также повышения рочно-технологических свойств снижении стоимости электродов, дополнительно содержит магнезитил, ванадийсодержащие-эолы прдующем соотношении компонентов мас.%:
Мрамор3-5
Плавиковый
шпат
Ферросилиций
Феррованадий
Доломит Ванадий содер- жащие золы Поташ Магнезит Рутил
I1-16 3-5
15-40 1-2
35-45
2-4
1-2 Остальное
причем магнезит и доломит взяты в соотношении 1:1.
Таблица I
Таблица/
Минимально допустимый ток для электрода 04 мм, А Технологичность при опрессовке
115-120
Удовлетворительная
90-105 90-105 105-115 Хорошая
Составитель Т, Арест Редактор Н. Лазаренко Техред Л.Сердюкова Корректор Л. Пилипенко
Заказ 2978/12
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская т аб., Д. 4/5
«в-. - - -.«.-.- . - - - - . - -. - - - - - --.ti-..„ в.в,иы, „
Производственно-издательский комбинат Патент.11, г.Ужгород, ул. Гагарина, 101
ГаблицаЗ
115-120
Подписное
| Электрод для сварки чугуна-Б4 | 1970 |
|
SU948589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ВЫСОКОПРОЧНОГО И СЕРОГО ЧУГУНА | 0 |
|
SU125853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
