дачи болтов и шайб. Механизм сборки выполнен с трубой 3 для болта и подпружиненным плунжером 4. На конце трубы размещен разводной держатель 5, а в верхней части расположен толкатель 6 с силовым цилиндром 8.Узел подачи шайб состоит из корпуса 9, в котором выполнен лоток для шайб. Для подачи шайб на рабочую позицию узел
1
Изобретение относится к автоматизации сборочных процессов в машино- строении и предназначено для сборки болтов с шайбами различньпс типоразмеров в крупносерийном и массовом производстве.
Цель изобретения - повьшен-ие надежности сборки посредством взаимной ориентации болта с шайбой предварительно соориентированной и поджатой и-образным рычагом в направлении болта.
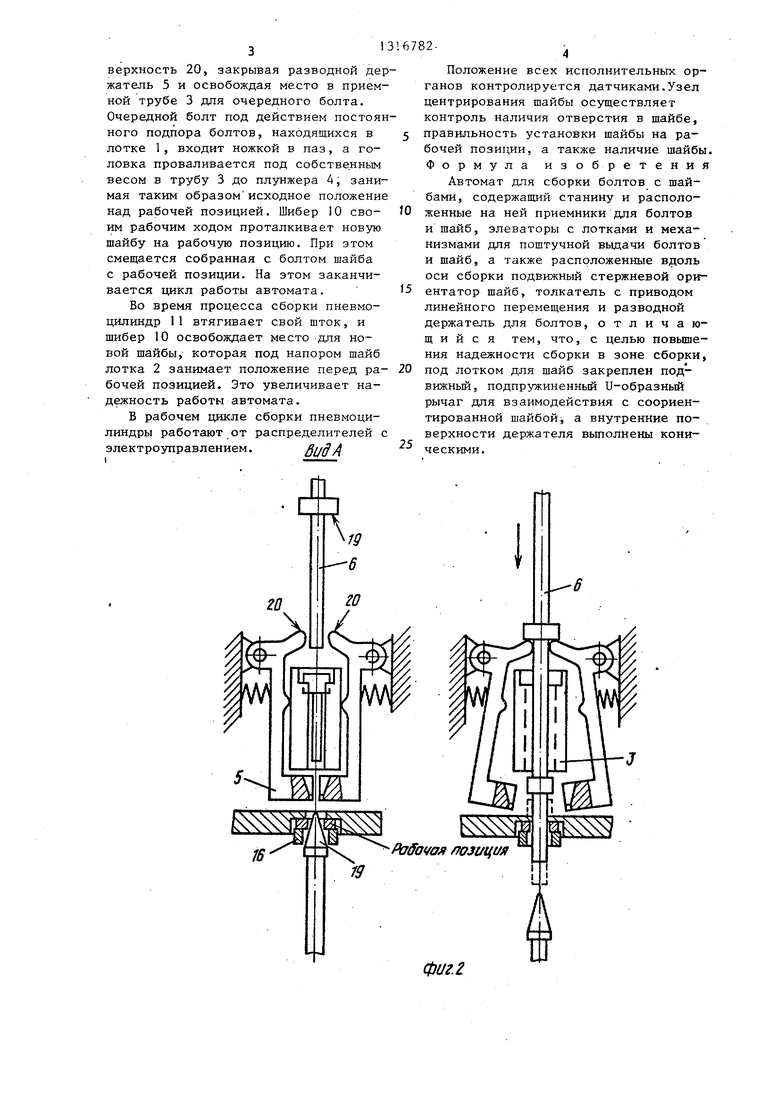
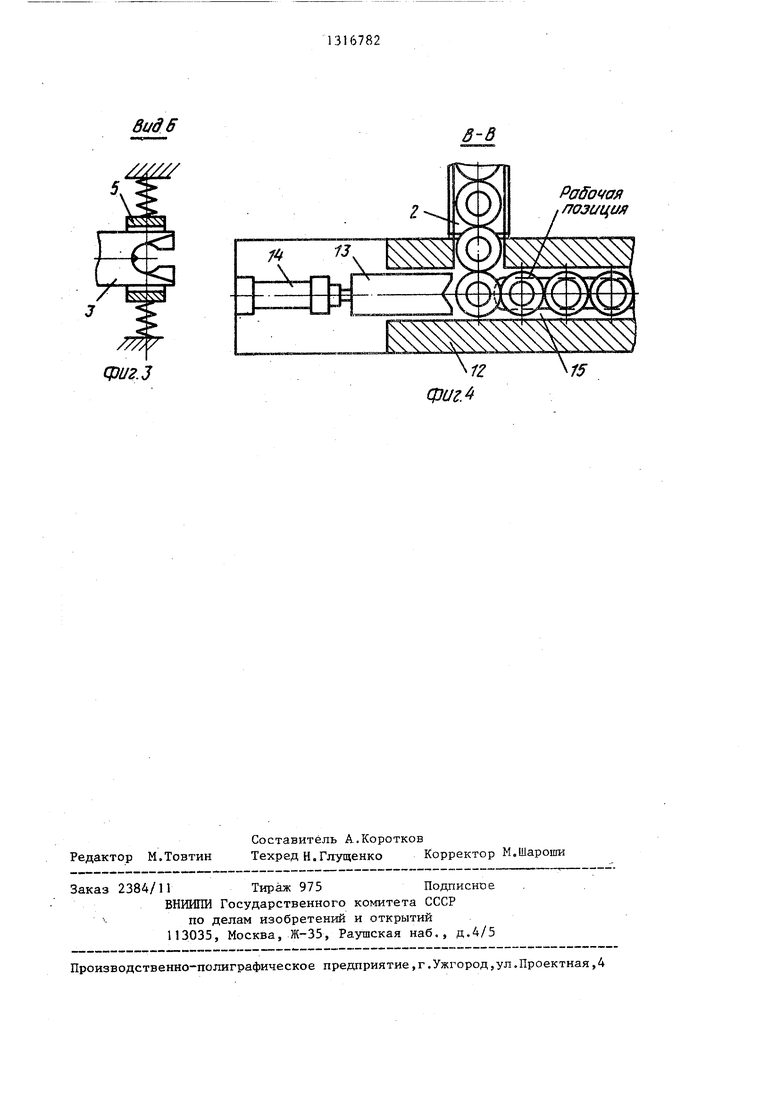
На фиг.1 изображен автомат, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 вид Б на фиг.1; на фиг.4 - сечение В-В на фиг.1.
Автомат для сборки болтов с шайбами состоит из двух сборочных позиций. Каждая позиция содержит лотки 1 и 2 для подвода болтов от элеваторов и шайб от вибробункера.
Механизм сборки вкхоочает приемную трубу З.для болта, которая снабжена подпружиненным плунжером 4. По всей длине трубы вьшолнен паз, обеспечивающий вход ножки болта в трубу. Полость трубы обеспечивает свободный проход-головки болта по всей трубе. Конец трубы оснащен центрирующим разводным держателем 5. Кроме того, механизм содержит толкатель 6 для поштучной подачи болта в ориентированном положении в зону сборку, жестко связанный планкой 7 со штоком пневмоцйлиндра 8. Узел подачи шайб представляет собой корпус 9, в котором вьтолнен лоток для щайб. Дня по- дйчи шайб на рабочую позицию узел подачи шайб снабжен шибером 10, приводимым в движение пневмоцилиндром 11. На рабочей позиции шайба поджата к лотку и-образным рычагом 12 с пружи16782
подачи снабжен шибером 10 с цилиндром П. К лотку для шайб шайба, на- .ходящаяся на рабочей позиции; поджимается посредством U-образного рычага 1 2 с пружиной 13 и винтом 14. Со- осно толкателю 6 на рабочей позиции установлен конический ориентатор 15 на штанге 16 с возможностью перемещения от цилиндра. 18, 4 ил.
O
5
0
5
0
5
0
ной 13, удерживающим поданную шайбу в предварительном положении перед сборкой. Усилие прижима шайбы U-об- .разным рычагом 12 регулируется винтом 14 через пружину 13.
Узел центрирования шайбы включает в себя конический ориентатор 15, ук- репленньш на штанге 16 с возможностью перемещения в корпусе 17 от пневмоцйлиндра .18.
Автомат для сборки болтов с шайбами работает с(едующим образом.
Болты самотоком под действием собственного веса по лотку 1 поступают в приемную трубу 3 механизма сборки.
По лотку 2 поступают в узел подачи шайбы. Шибер 10, совершая рабочий ход от пневмоцйлиндра 11, устанавливает шайбу на рабочую позицию. При этом шайба, находясь на рабочей позиции, приподнята и-образным рычагом 2. За рабочий ход пневмоцйлиндра 18 с помощью ориентатора 15 шайба выставляется по внутреннему диаметру соосно центрирующему болт разводному держателю 5.
Под действием пневмоцйлиндра 8 совершает рабочий ход толкатель 6, направляя болт по приемной трубе 3. При этом подпружиненньм плунжер 4 отходит, позволяя ножке болта пройти через центрирующий болт разводной держатель 5. В это время болт входит в отверстие шайбы, при дальнейшем ходе толкателя 6 упорная поверхность 19jвоздействуя на упорные поверхности 20, разводит держатель 5. В этот момент головка болта проходит через разведенный держатель 5. Сборка болта с шайбой закончена.
Возвращаясь в исходное положение, толкатель 6 освоболсдает упорную поверхность 20, закрывая разводной держатель 5 и освобождая место в приемной трубе 3 для очередного болта. Очередной болт под действием постоянного подпора болтов, находящихся в лотке 1, входит ножкой в паз, а головка проваливается под собственным весом в трубу 3 до плунжера 4, занимая таким образом исходное положение над рабочей позицией. Шибер 10 своим рабочим ходом проталкивает новую шайбу на рабочую позицию. При этом смещается собранная с болтом шайба с рабочей позиции. На этом заканчивается цикл работы автомата.
Во время процесса сборки пневмо- ЦШ1ИНДР 11 втягивает свой шток, и шибер 10 освобождает место для новой шайбы, которая под напором шайб лотка 2 занимает положение перед рабочей позицией. Это увеличивает надежность работы автомата.
В рабочем цикле сборки пневмоци- линдры работают от распределителей с электроуправлением. Bud А
Положение всех исполнительных органов контролируется датчиками.Узел центрирования шайбы осуществляет контроль наличия отверстия в шайбе, правильность установки шайбы на рабочей позиции, а также наличие шайбы. Формула изобретения
Автомат для сборки болтов с шайбами, содержашяй станину и расположенные на ней приемники для болтов и шайб, элеваторы с лотками и механизмами для поштучной выдачи болтов и шайб, а также расположенные вдоль оси сборки подвижный стержневой ори- ентатор шайб, толкатель с приводом линейного перемещения и разводной держатель для болтов, отличающийся тем, что, с целью повьш1е ния надежности сборки в зоне сборки, под лотком для шайб закреплен под- вижньй, подпружиненный U-образный рычаг для взаимодействия с соориен- тированной шайбойi а внутренние поверхности держателя вьтолнены коническими.
ffaSdvaM юзщм
фиг. г
видб
3-8
фиг.З
Poffova лозс/цм
15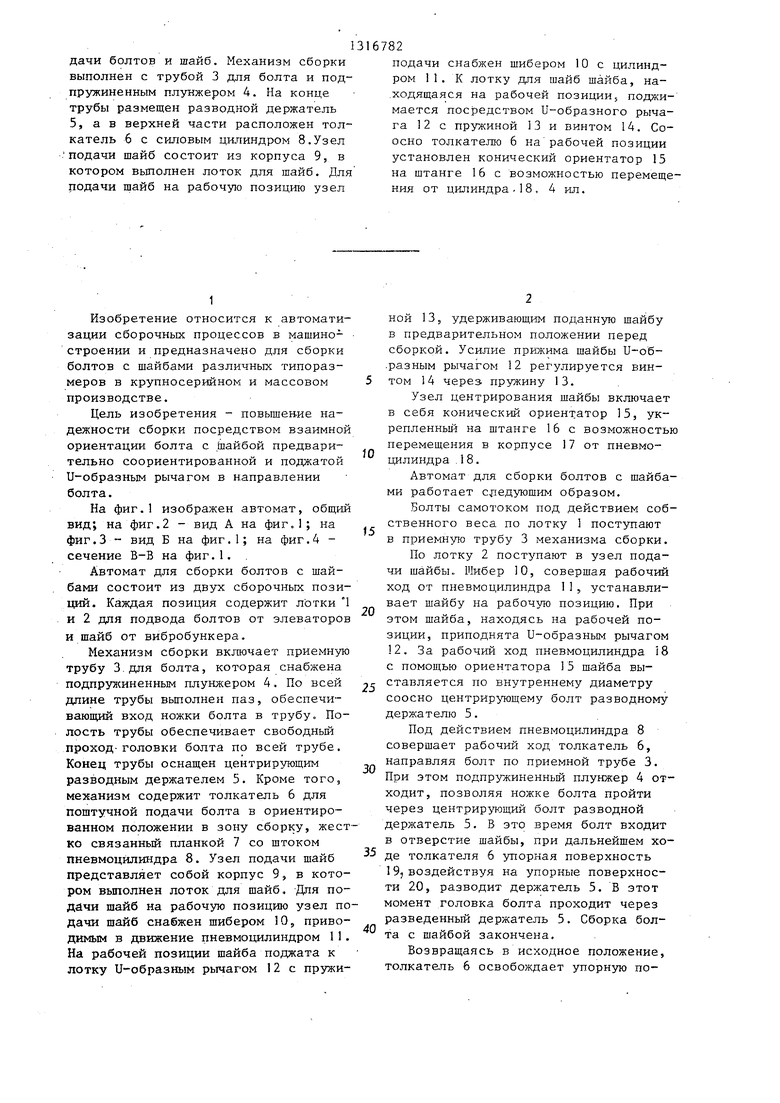
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ВСЕСОЮЗНАЯ iпдтгутяп.о"у.;." ' и... г'БИБЛ.'1О НА | 1972 |
|
SU340512A1 |
| Автомат для сборки крестовин карданного вала автомобиля | 1980 |
|
SU904966A2 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
Изобретение относится к автойа- тизации сборочных процессов в машиностроении и предназначено для сборки болтов с шайбами различных типоразмеров в крупносерийном и массовом производстве. При этом обеспечивается повьшзение надежности сборки. Автомат для сборки болтов с шайбами состоит из двух сборочных позиций. Каждая позиция содержит лотки для по(/} Ц}иг.1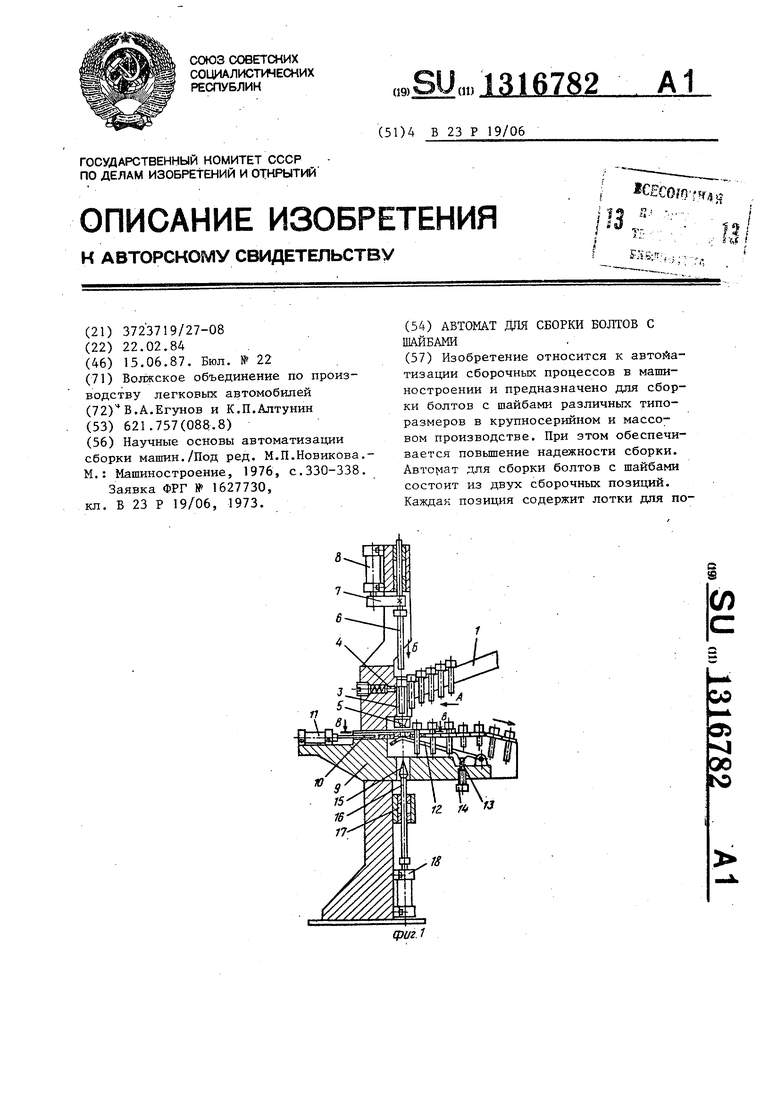
Составитель А.Коротков Редактор М.Товтин Техред Н.Гл-ущенко Корректор М.Шароши
Заказ 2384/П Тираж 975Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раутаская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Научные основы автоматизации сборки машин./Под ред | |||
| М.П.Новикова.- М.: Машиностроение, 1976, с.330-338 | |||
| Способ определения давления газа в угольных пластах | 1989 |
|
SU1627730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
