Устройство относится к шиберным для автоматизации подачи деталей типа винтов на рабочую ПОЗ.ИЦИЮ сборочного автомата.
В известных устройствах шибер подает детали от лотка в гнездо рабочей позиции, расположенное на пути его движения. При этом траектория шибера пересекается с траекторией рабочего инструмента, например сборочного оборудования.
Предложенное устройство отличается тем, что оно снабжено неподвижными сталкивателями, между которыми размещен шибер, выполненный в виде трехгранной призмы. Причем срсошенные кромки сгалкивателей направ.ляют детали непосредственно в гнездо рабочей позиции, расположенное напротив зоны пересечения траектории движения детали с кромками сталкивателей.
Это упрощает конструкцию и повышает надежность ее работы.
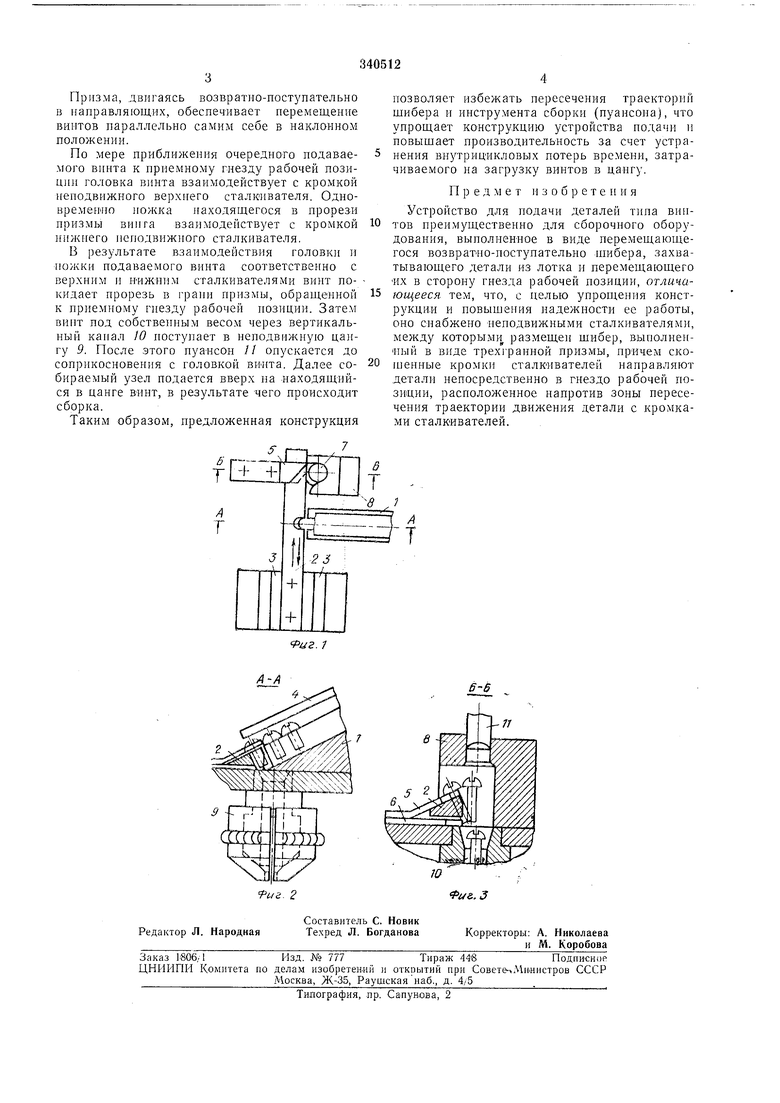
На фиг. 1 изображено предлагаемое устройство, план; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Предлагаемое устройство имеет наклонный лоток У, несущий поступающие из бункера (на чертеже не показан) детали. Лоток расположен перпендикулярно к наклонной грани шибера, выполненного в виде трехгранной горизонтальной призмы 2 и установленного с
возможностью возвратно-поступательного перемещения в направляющих 3.
Наклонный лоток снабжен мостиком 4, ограждающим подаваемые детали от выпадения из лотка 3, и расположен перпендикулярно к призме 2. Причем одна из наклонных граней призмы выполнена в виде продолл ения наклонной несущей плоскости лотка 1 и вместе с основанием призмы охватывается неподвижным верхним 5 ,и нижним 6 сталкивателями. Кромки сталкивателей пересекаются гранью призмы, обращенной к выходу из лотка и к приемному гнезду 7 рабочей позиции. Рабочая позиция выполнена в виде полого корпуса 8, к которому жестко крепится цаига 9, соединенная с гнездом рабочей позиции вертикальным каналом 10, в котором установлен с возможностью возвратно-поступательного перемещения пуансон 11.
Предлагаемое устройство работает следующим образом. Подаваемые винты из бункера поступают по несущей плоскости наклонного лотка к выходу последнего « попадают в прорезь в грани призмы, обращенной к выходу из лотка. При этом каждый очередной винт западает в прорезь призмы, перемещаясь параллельно своей оси. Это обеспечивается тем, что одиа из граней призмы выполнена в виде продолжения наклонной несущей нлоскости лотка.
Призма, двигаясь возвратно-поступательно в направляюпдих, обеспечивает перемещение винтов параллельно самим себе в наклонном положении.
По мере приближения очередного подаваемого винта к приемному гнезду рабочей позиции головка взаимодействует с кромкой неподвижного верхнего сталкивателя. Одновременио ножка находящегося в прорези призмы вин га взаимодействует с кромкой гижнего пеподвижного сталкивателя.
В результате взаимодействия головки и ножки нодаваемого винта соответственно с верхннм и нижним сталкивателя ми виит покидает прорезь в граии призмы, обращенной к приемному гнезду рабочей позиции. Затем випт под собственным весом через вертикальный канал W поступает в неподвижную цангу 9. После этого пуансон // опускается до соприкосновения с головкой винта. Далее собираемый узел подается ввер.х па находящийся в цанге Винт, в результате чего происходит сборка.
Таким образом, предложенная конструкция
позволяет избежать пересечения траекторий щибера н инструмента сборки (пуансона), что упрощает конструкцию устройства нодачи и повыщает производительность за счет устранения внутрицикловых потерь времени, затрачиваемого на загрузку винтов в цангу.
Предмет изобретен и я
Устройство для подачи деталей типа винтов преимущественно для сборочного оборудования, вынолненное в виде перемещающегося возвратно-поступательно шибера, захватывающего детали из лотка и перемещающего ИХ в сторону гнезда рабочей нозиции, отличающееся тем, что, с целью упрощения конструкции и повышения надежности ее работы, оно сиабжено неподвижными сталкивателями, между которыми размещен шибер, выполнеииый в виде трех1-раппой призмы, причем скоHieHHbie кромки сталкивателей направляют детали непосредственно в гнездо рабочей позиции, расположенное напротив зоны пересечения траектории движения детали с кромками сталкИвателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Устройство для нагрева и поштучной подачи охватывающих деталей типа втулок на позицию сборки | 1986 |
|
SU1349949A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для подачи заготовок и удаления поковок | 1981 |
|
SU984587A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Устройство для пробивки отверстий во вкладыше подшипника | 1986 |
|
SU1333453A1 |
