1
изобретение относится к абразивной обработке деталей.
Целью изобретения является повышение качества обработки путем реверсивной подачи рабочей среды к обрабатываемым деталям.
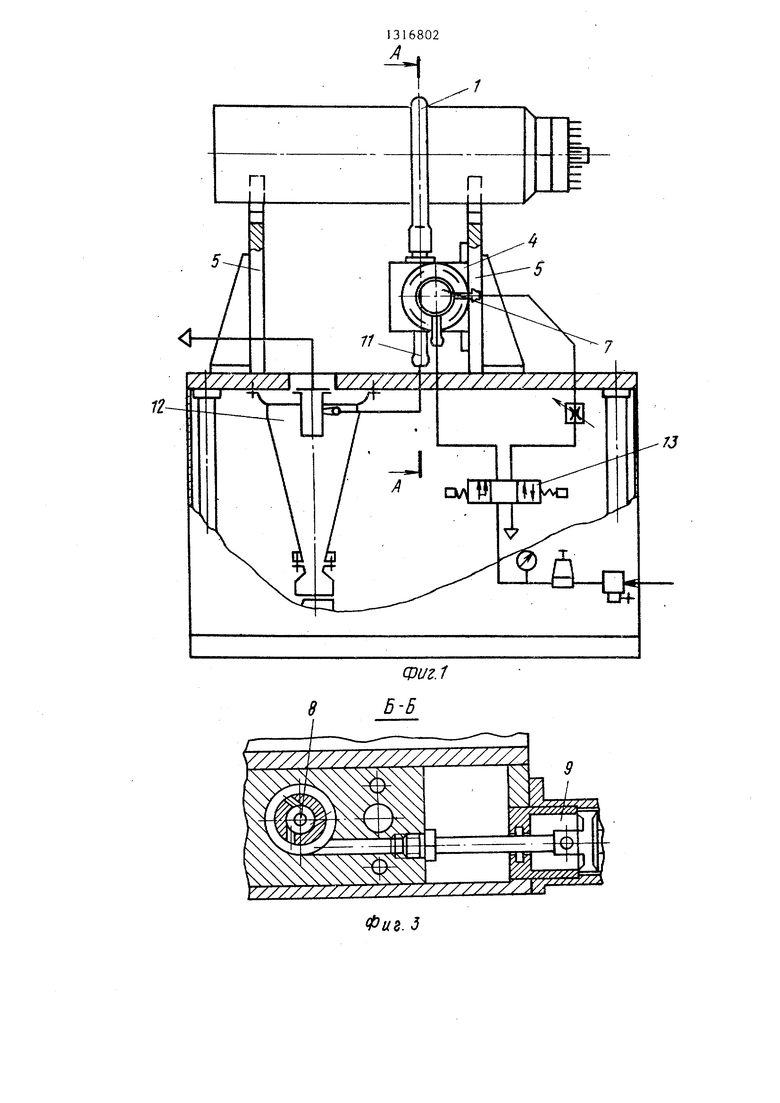
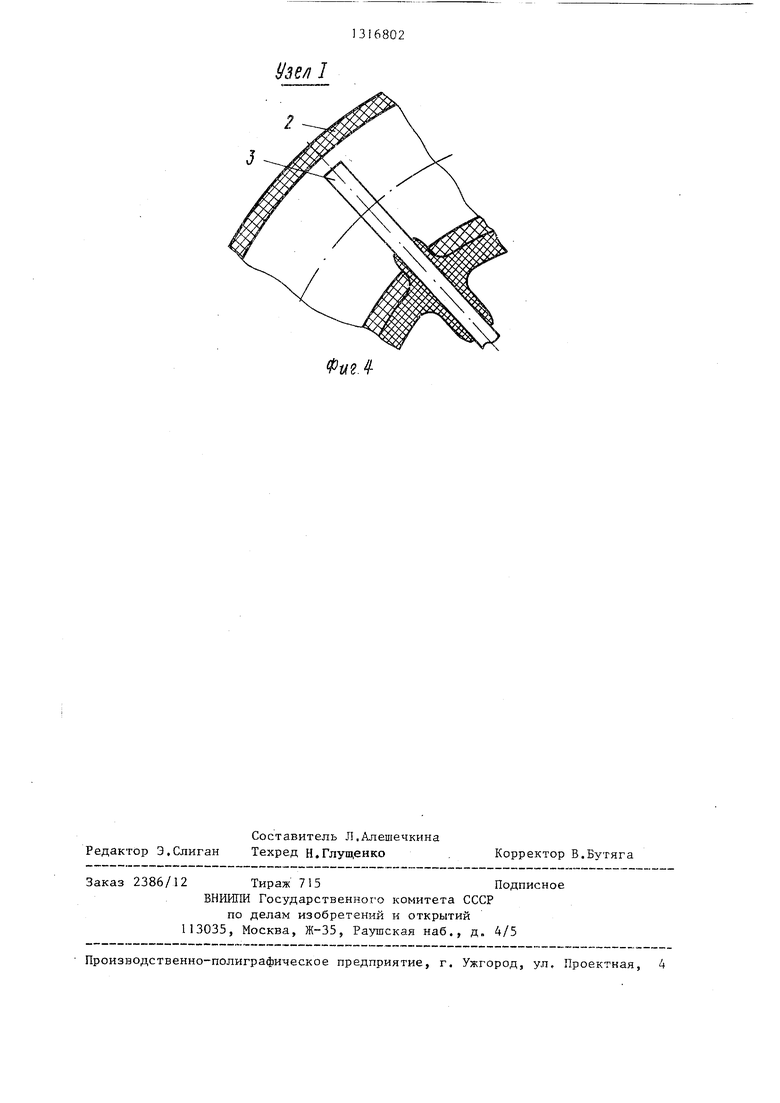
На фиг. 1 схематически изобразке- но предлагаемое устройство обпгий ВИД5 на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 -- узел I на фиг.2.
Устройство для обработки деталей проволочных выводов электровакуумные приборов содержит рабочую камеру 1 из эластичного материала, охватывающую колбу 2 в месте распололсе- ния выводов 3, которые помещаются внутри камеры через вьшолненные отверстия. Рабочая камера соединена-с выходньми патрубками корпуса 4 двух- позиционного распределит еля рабочего агента, установленного на стойках 5. Золотник 6 двухпозиционного распределителя механически связан со штоком пневмоцилиндра 7, установленного на корпусе 4 .распределителя. В золотнике 6 установлено струйное сопло 8 с рядом тангенциально расположенных каналов, соединенньгх через полый шток с полостью 9 пневмоцилиндра 7, и два выходных канала 10 и П соединенных с циклоном 12. Пневмо- цилиндр связан с распределителем 13 а сопло 8 - с патрубком 14 подачи абразивной среды.
Устройство работает следующим образом.
Колбу устанавливают на стойки 5 так, чтобы выводы располагались над корпусом 4. Отдоединив один конец рабочей камеры от выходного кангша, устанавливают выводы в отверстия рабочей камеры. Сжатый воздух из пнев- мосети поступает на вход распределителя 13, При включении распределителя воздух из пневмосетн поступает в его каналы одновременно, в результате чего давление в полостях пневмоцилиндра оказывается одинаковым и его поршень за счет усилия пружины остается в исходном левом положении. Из полости 9 пневмоцилиндра воздух по полому штоку проходит к струйному соплу 8 и, выходя через тангенциальные отверстия, создает вихревой по22
ток. Вихревой поток сжатого воздуха, смешиваясь в полости сопла с абра. -нв- ным порошком, поступающим по патрубку 14, проходит через рабочую камеру, осуществляя зачистку установленных в ней выводов, и через выходной канал 11 поступает в циклон 12, где происходит разделение воздуха и абразива. При этом выводы получаются
обработанными с одной стороны. Для осуществления качественной зачистки необходимо изменить направление движения рабочего агента. Реверс рабочего агента осуществляется переключением распределителя 13 в правое положение, При этом сжатьй воздух поступает только в полость 9 пнев- мбцилиндра. Давление в полости 9 пневмоцилиндра повышается, и поршень,
преодолевая сопротивление пружины, переходит в правое положение, увлекая за собой золотник переключателя. При этом струйное сопло соединяется с правым концом рабочей камеры, а к
ее левому концу подключается выходной канал 10. Далее происходит процесс зачистки выводов с другой стороны.
Формула изобретения
Устройство для обработки деталей, содержащее корпус, рабочую камеру, струйное сопло, сообщенное с рабочей камерой и с источником абразива и сжатого воздуха, отличаю- од е е с я тем, что, с целью повышения качества обработки деталей типа проволочных выводов электровакуумных приборов, рабочая камера выполнена в виде эластичной разомкнутой тороидальной оболочки с отверстиями, предназначенными для ввода -элементов обрабатываемой детали, при этом устройство снабжено двухпозиционным распределителем, в корпусе которого выполнены два выходных кднала-., предназначенных для сообщения с концами рабочей камеры и со струйным соплом, расположенным в золотнике распределителя между двумя выполненными в золотнике сливными каналами, причем золотник установлен с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной оси выходных: каналов.
12Фив. J
Узе/11
ФтЛ
ор Э.Слиган 2386/12
Составитель Л.Алешечкина Техред Н.Глущенко
Кор Под
Тираж 715 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д„ 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор В.Бутяга Подписное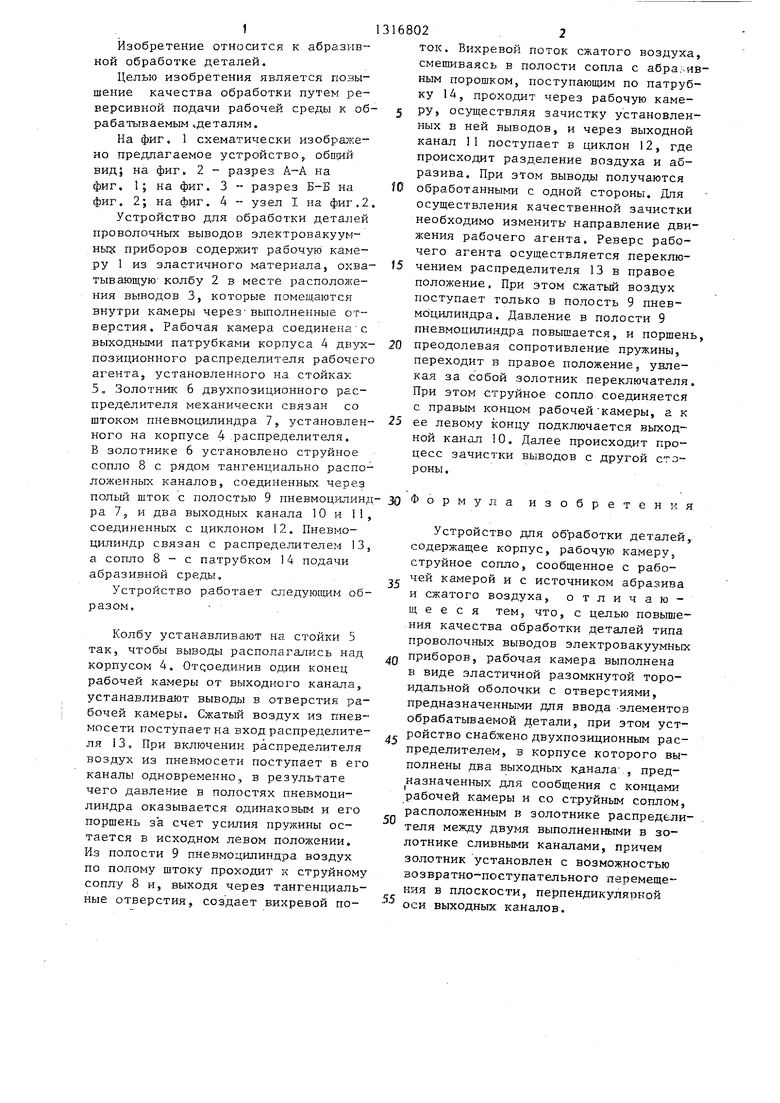
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ ДОЗАТОРОМ | 2007 |
|
RU2349445C2 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| СОПЛО ПЕСКОСТРУЙНОГО АППАРАТА | 2007 |
|
RU2360782C1 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Устройство для абразивно-струйной обработки деталей | 1987 |
|
SU1502283A1 |
| Пескоструйное устройство | 1991 |
|
SU1816678A1 |
| АЭРОАБРАЗИВНЫЙ СМЕСИТЕЛЬ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222421C1 |
| Способ обработки внутренней поверхности и устройство для его осуществления | 1986 |
|
SU1355469A1 |
Изобретение относится к области абразивной обработки деталей. Целью изобретения является повышение качества обработки путем реверсивной подачи рабочей среды к обра- батьшаемым деталям.,Для этого в золотнике 6, который установлен внутри корпуса 4, вьтолнены два канала 10 и 11 для подачи сжатого воздуха и сопло 8 для подачи рабочей среды, расположенное между ними. Рабочая камера 1 выполнена тороидальной формы с выходами, предназначенными для поочередного соединения с каналами 10 и 11 золотника 6. 4 ил. (О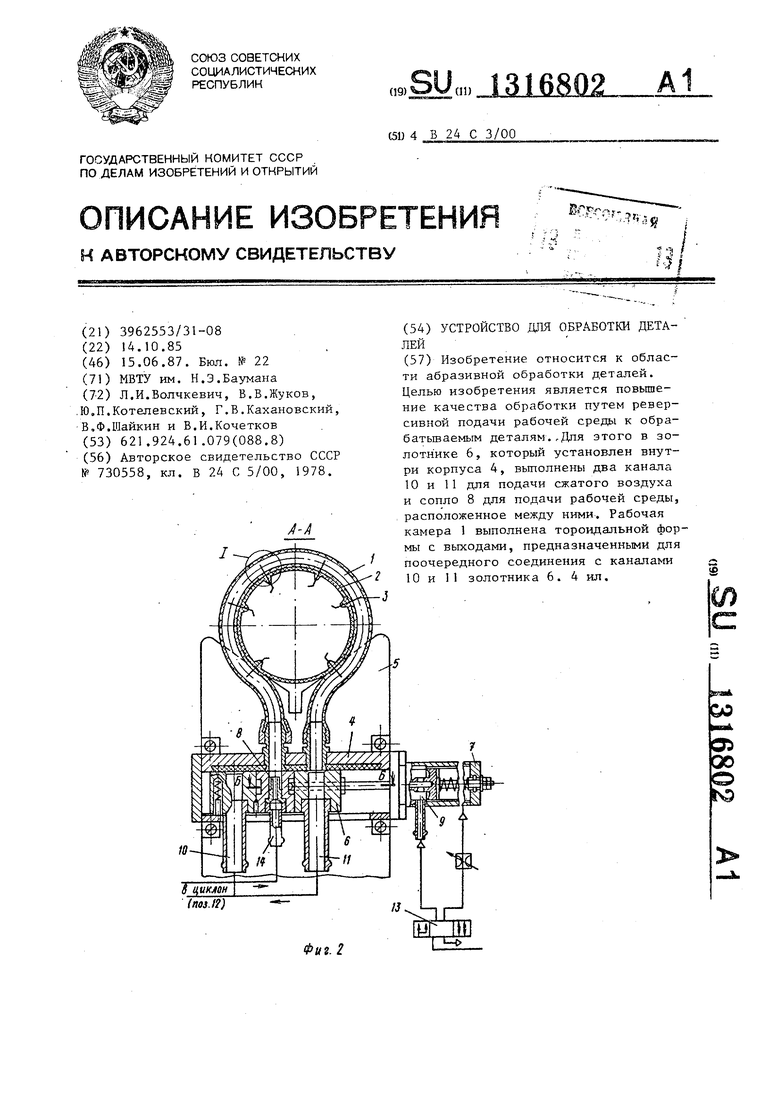
| Гидроабразивный эжекторный пистолет | 1978 |
|
SU730558A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| IMS | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
