Изобретение относится к устройствам для абразивно-струйной обработки деталей и может быть использовано в машиностроительной и других отраслях промышленности, например, для очистки наружных и внутренних поверхностей цилиндрических полых деталей, преимущественно труб переменного сечения.
Целью изобретения является повышение качества обработки за счет обеспечения непрерывной подачи абразива с заданной интенсивностью ко всем зонам обрабатываемых поверхностей.
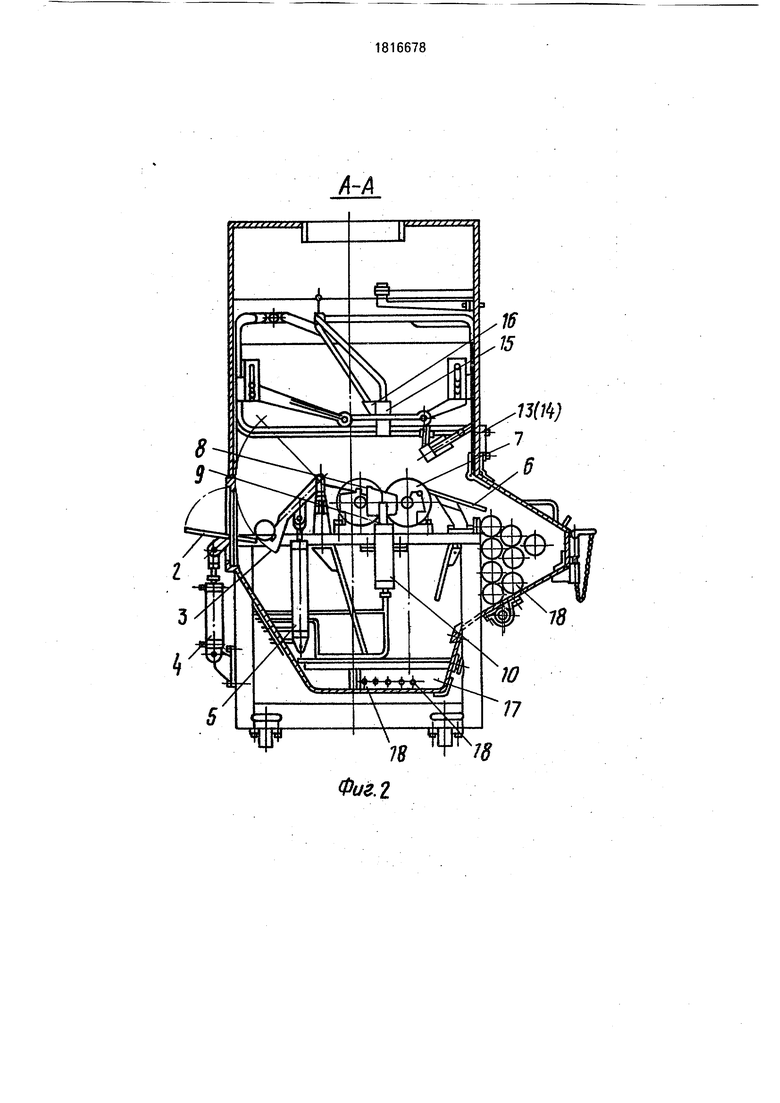
На фиг.1 представлен общий вид предлагаемого устройства; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел трубопровода на фиг. 1,
Установка для абразивно-струйной обработки цилиндрических поверхностей содержит камеру 1, внутри которой находится механизм перемещения детали, состоящий из стола 2, траверсы 3, пневмоцилиндров 4, 5 и наклонной плоскости 6, между которыми размещен механизм вращения детали в процессе обработки, состоящий из опорных роликов 7 и В, установленных с возможностью регулирования для обеспечения возможности обработки деталей различных типоразмеров, и толкателя 9 с пневмоци- линдром 10.
Сопловый аппарат состоит из 5 эжекторных головок, закрепленных на стенках камеры 1 и сварной раме 11; эжекторная головка 12, предназначенная для обработки внутренней поверхности и головки 13, 14, предназначенные для обработки наружной поверхности, установлены с возможностью переналадочного перемещения: эжектор00
сь о
4 00
ныаголозки 15,16 установлены с возможностью возвратно-поступательного перемещения также предназначены для обработки внешней поверхности. Бункер 17 с абразивной средой соединен с эжекторными головками соплового аппарата трубопроводами 18, причем на входной части каждого трубопровода диаметром D выполнен поперечный паз 19 в виде равнобедренного прямоугольного треугольника, вершина которого расположена на оси трубопровода, внутри которого посредством втулки 21 с дренажными отверстиями установлен коак- сиально трубопровод 20 меньшего диаметра d с возможностью осевого перемещения Н относительно среднего сечения выреза длиной L, служащего для подачи и регулирования дополнительного сжатого воздуха.
Проведенные эксперименты показали, что для работы установки отношение диаметра D основного трубопровода к диаметру d внутреннего трубопровода должно находиться в следующих пределах: ...3, а величина осевого перемещения Н выходного сечения внутренней трубки относительно среднего сечения выреза должна не превышать значения
Н 1/2±Д,
где ,,.3 мм.
Эти размеры являются оптимальными. При меньшем значении входного выреза он может забиваться абразивом, при большем диаметре- - затрудняется или отсутствует поступление абразива к эжектору
Установка работает следующим образом.
Абразив засыпается в бункер 7. Обрабатываемая деталь 19 укладывается на стол 2, имеющий уклон в сторону камеры 1, откуда деталь 19 скатывается на траверсу 3. Пнев- моцилиндром 5 траверса 3 приподнимается на угол, обеспечивающий плавное скатывание детали 19 на роликовые опоры 7 и 8. После чего траверса 3 возвращается в исходное положение и стол 2 пневмоцилинд- ром 4 закрывает люк 10. Для управления
работой эжекторов используются элёктро- пневмоклапаны, встроенные в систему сжатого воздуха. При подаче сигнала с пульта управления (на фиг. не показан)электроклапаном на подачу воздуха по трубопроводам 18 нагнетается абразивная среда, включаются в работу эжекторные головки и начинается процесс обработки поверхностей деталей. При этом одновременно включаются в работу привод 23, управляющий работой роликов 7, 8 и начинается вращение детали относительно своей оси. Одновременно начинается перемещение эжекцион- ных головок 15, 16 вдоль обрабатываемой
детали с помощью привода 22, эжектор 12 производит обработку внутренней поверхности, а эжектора 13, 14 обрабатывают наружную поверхность.
После отключения эжекторов толкателем 8 с помощью пневмоцилиндрз 7 обработанная деталь перемещается на наклонную плоскость 6, откуда она скатывается в накопительную емкость 28. Затем на стол 2 укладывается следующая деталь и
цикл работы повторяется.
Формула изобретения Пескоструйное устройство, содержащее камеру, в донной части которой, предназначенной для размещения абразива, расположен горизонтально трубопровод с каналом забора абразива, связанный с источником сжатого воздуха и сопловым аппаратом, отличающееся тем, что, с целью
повышения качества обработки, устройство снабжено дополнительным трубопроводом, предназначенным для подвода дополнительного потока сжатого воздуха и установленным коаксиально посредством втулки с
дренажными отверстиями в основном трубопроводе с возможностью осевого перемещения, при этом конец дополнительного трубопровода расположён в зоне упомянутого канала, выполненного в виде поперечного паза, сечение которого имеет форму равнобедренного прямоугольного треугольника, вершина которого расположена на оси трубопровода.
Фи г. 2
.
н

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТАНОВКА ДЛЯ СТРУЙНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБНЫХ ЗАГОТОВОК | 2004 |
|
RU2274540C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| Аппарат для абразивоструйной обработки деталей | 1985 |
|
SU1341004A1 |
| Установка для абразивно-струйной обработки деталей | 1986 |
|
SU1357205A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |


Использование: при абразивной обработке для очистки наружных и внутренних поверхностей полых деталей. Цель изобретения - повышение качества обработки. Сущность: устройство содержит камеру, расположенные в ней механизм перемещения и вращения детали в процессе обработки, с остоящйй из опорных роликов, и сопловой аппарат с трубопроводами, состоящий из эжекторных головок, часть из которых установлена с возможностью пе- рёналадочного перемещения, а часть - с возможностью возвратно-поступательного перемещения. Новым является то, что на входной части каждого трубопровода выполнен вырез в виде равнобедренного прямоугольного треугольника, внутри которого посредством втулки коаксиально установлена трубка меньшего диаметра с возможностью осевого перемещения на величину выреза, служащая для дополнительной подачи и регулирования сжатого воздуха. 3 ил.
/згт
V
у. f f f. .f ff. f
7
fffffff
7
5-I
Ј-5
/Ал.3
| Пескоструйный аппарат | 1953 |
|
SU101118A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
