Изобретение относится к оборудованию для формования изделий из комнозицион- ного материала, а именно к формам для изготовления изделий методом нропитки нод давлением.
Целью изобретения является расширение технологических возможностей устройства и упрощение его конструкции.
На чертеже схематически изображена предлагаемая форма, разрез.
Форма содержит пуансон 1, на который устанавливается заготовка. На пуансон 1 с заготовкой одета и закреплена матри- па 2 с цептрирующим выступом А. Между пуансоном 1 п матрицей 2 установлено с возможностью продольного перемещения пропиточное кольцо 3, снабженное но цн- линдрпчески.м контактирующим с матрицей 2 и нуансопом 1 поверхностям уплотнениями 4 и 5. На пропиточном кольце 3 установлен Н1туцер б для подвода связующего. В верхней части матрицы 1 установлен цер 7 для отсоса и удаления газов. Продольное неремещение пропиточного кольца 3 осуществляют с помощью регулируемых упоров 8. Трубопроводы для соединения штуцеров 6 и 7 с системами подачи связующего и вакуумировапия пе показаны. Пропиточное кольцо 3 выполнено переменного сечения с охватывающей центрирующий выступ А .матрицы 2 частью В.
Форма работает следующим образом.
На пуансоне 1 с установленным пропиточным кольцом 3 путем выкладки и намотки стеклоарматуры формируют заготовку, которая затем окончательно опрессо- вывается матрицей 2. Пропиточное кольцо 3 ограничивает перед первой пропиткой замкнутую герметичпую полость 9.
Через штуцер 6 фор.ма присоединяется к трубопроводу подачи связующего, а через штуцер 7 -- к трубопрово.иу вакуумирова- ния для отсоса и удаления газов. Связую- 1цее через ц туцер б и пропиточное кольцо 3 поступает в замкнутую герметичную полость 9 и пропитывает заготовку. Одновременно через HJTynep 7 производится отсос и удаление из рабочей полости формы г азов. Затем форма с пропитанной заготовкой поступает на отверждение. Первая пропитка осуществляется связующим, после отверждения которого заготовка имеет пористую структуру.
После отверждения связующего первой пропитки заготовка пропитывается други.м связуюпшм, для чего пропиточное кольцо 3 с помощью регулируемых упоров 8 пере.ме- П1ается от заготовки по выступу А матрицы 2 в нижнее положение с образованием замкнутой герметичной полости 10 по торцу рапее отвержденной заготовки. Штуцеры 6 и 7 очицд.ают от затвердев- inero связующего первой пропитки. Вторая
пропитка производится аналогично первой и осуществляется связуюн.1,им, придающим изделию дополнительные качества, например герметичность. После отверждения связующего второй пропитки форма разбирается, для чего снимают матрицу 2 и с помощью проииточного кольца 3 осуществляют съем .изделия с пуапсопа 1. После этого цикл работы повторяют. Для образования полостей 9 п 10 возможно изменение положе- 1П1Я матрицы 1 относительно кольца 3.
Таким образом, использование предлагаемой формы обеспечивает проведение пропитки и отверждения несколькими связующими без промежуточной ее разборки и без дополнительной механической обработки для получения замкнутой герметичности полости
по торцу заготовки, необходимой для осуществления последующей пропитки, что рас- пиряет технологические воз.можности формы и ynponiaeT ее конструкцию.
Формула изобретения
Форма для изготовления изделий из композиционного материала методом пропитки под давлением, включающая пуансон, матрицу с центрирующим выступом, расположенное между ними пропиточное кольцо, сопряженное с пуансоном по цилиндрической
поверхности и снабженное уплотнительными элемента.ми на контактирующих с матрицей и пуансоном новерхностях, соединенное с системой подачи связующсг о, и средства для удаления газов и фиксации матрицы и пуансона, отличающаяся тем. что, с целью расщи- репия технологических возможностей устройства п унрощения его конструкции, про- ппточпое кольцо выполнено переменного сечения с охватывающей центрирующий выступ матрицы по цилиндрической поверхпости частью, причем матрица и пропиточное кольцо установлены с возможностью относительного перемещения.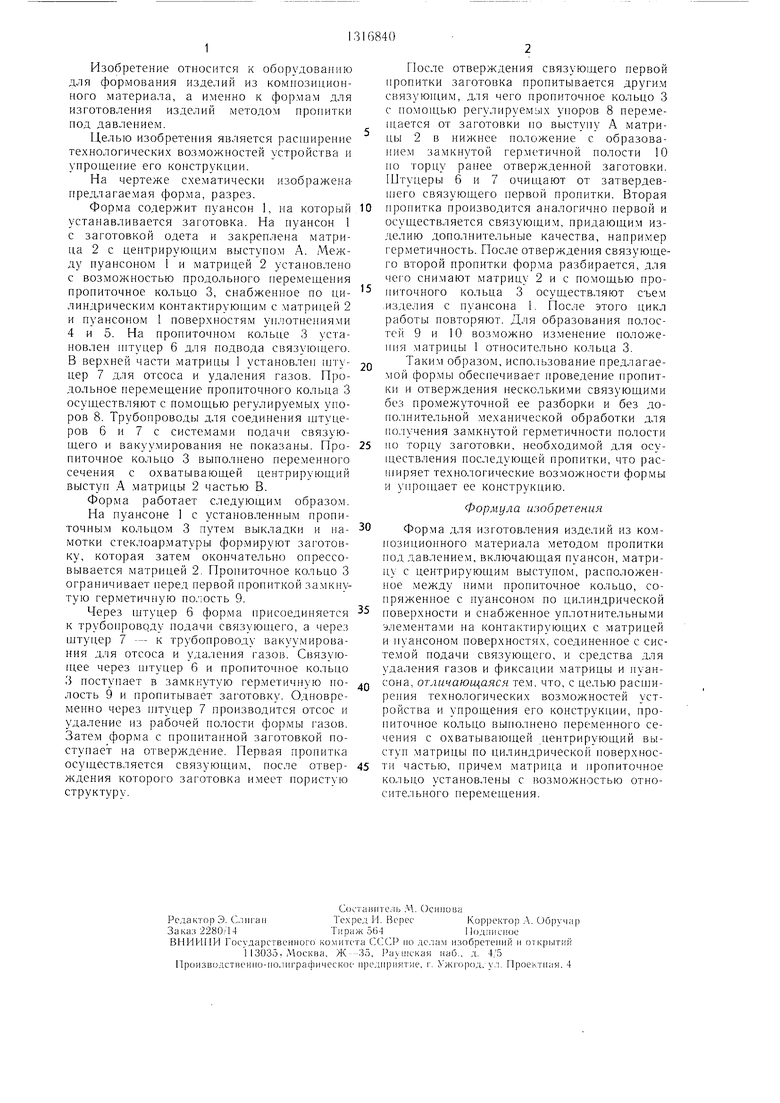
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования изделий из армированного полимерного материала | 1986 |
|
SU1366413A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКОГО ОБТЕКАТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2668041C1 |
| Установка для формования деталей теплозащиты | 1972 |
|
SU505571A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ ВОЗДУШНОГО ФОРМОВАНИЯ С ПРИМЕНЕНИЕМ В КАЧЕСТВЕ ПУАНСОНА НАДУВНОЙ КАМЕРЫ ИЗ ЖИДКОЙ РЕЗИНЫ | 2019 |
|
RU2730335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| Способ формования армированных изделий | 1977 |
|
SU627995A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2445207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345972C2 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
Изобретение относится к оборудованию для формования изделий из композиционных материалов методом пропитки под давлением. Целью изобретения является расширение технологических возможностей устройства и упрощение его конструкции. Форма состоит из пуансона 1, матрицы 2 с центрирующим выступом А. и расположенного между ними пропиточного кольца 3 со штуцером 6 для подачи связующего. Для пропитки несколькими связующими обеспечивают образование полостей 9 и 10 под торцом заготовки. Для этого кольцо 3 выпо.пнено с охватывающей центрируюнхий выступ .4 по цилиндрической поверхности частью В и снабжено уплотнительнымп элементами 4 и 5. При относительном перемещении .матрицы 1 и npo-g питочного кольца 3 после отверждения первого связующего образуют другую полость 10 для подачи второго связующего, что расширяет технологические возможности и не требует разборки формы. 1 ил. 7 (/) СО а ос 4 О
| Методы переработки и свойства армированных пластиков | |||
| - Сборник статей под ред | |||
| В | |||
| В | |||
| Павлова | |||
| ВНИИавиацион- ных .материалов, ОНТИ, 1968, с | |||
| Насос | 1917 |
|
SU13A1 |
