1131
Изобретение относится к обработке металлов давлением и может быть использовано для правки пружинной проволоки..
Целью изобретения является расши- рение технологических возможностей путем обеспечения правки пучка проволок .
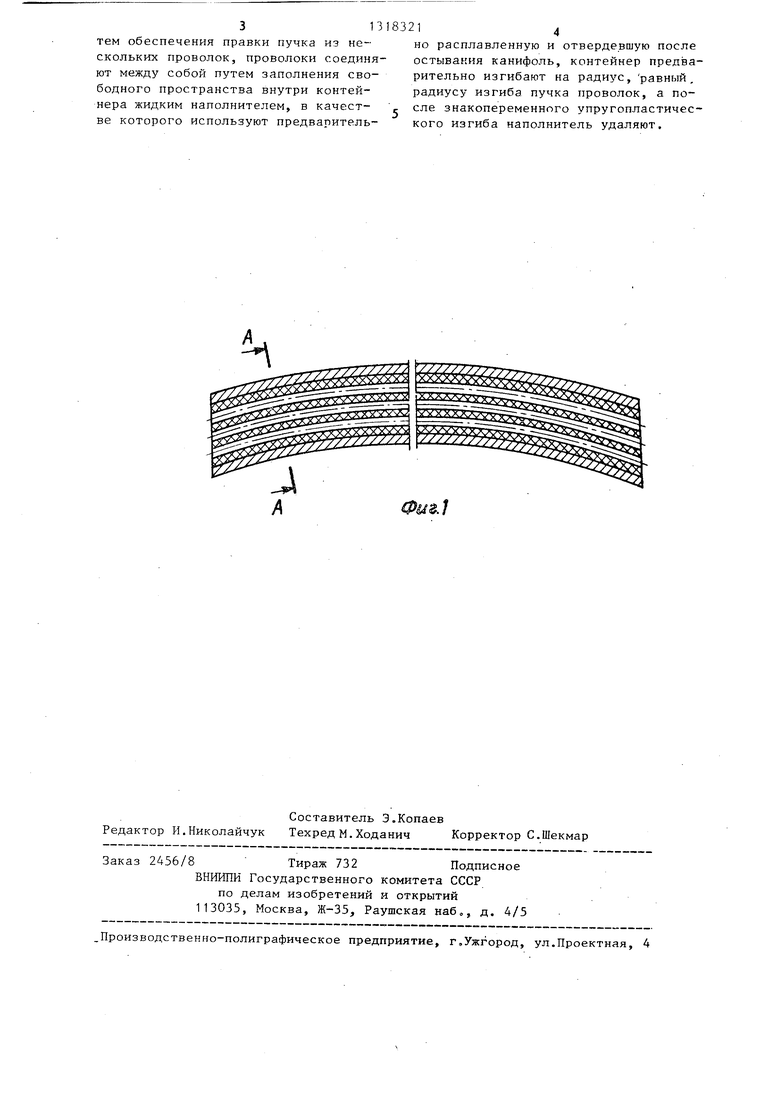
На фиг. 1 показана комбинированная заготовка, продольный разрез; на фиг, 2 - сечение А-А на фиг. 1.
В отверстие трубки 1 из пластичного материала, н апример стали 20, изогнутой с образованием стрелы прогиба, равной стреле прогиба заготовок из пружинной проволоки,.устанавливается свободно пучок заготовок 2 из пружинной проволоки, требующей выпрямления. Незаполненное пространство в отверстии трубки заполняют разох ретой до жидкого состояния канифолью 3. После застывания и отвердения канифоли полученная комбинированная заготовка подвергается правке. Для этого последнюю пропускают через устройство, содержащее правильные элементы, и принудительно перемещают ее по всей длине на выход из зоны правки в указанных элементах. В процессе правки пучок проволоки подвергается многократному пере- гибу совместно с охватывающей трубкой
В связи с тем, что заготовки из. пружинной проволоки образуют при затвердевании канифоли монолитный блок и размещены в трубке-рубашке, прово- рота от воздействия упругих сил отдельной пружинной заготовки нет. Блок заготовок подвергается многократному перегибу и, в связи с этим, выпрямлению.
Надежность правки изделий из пружинной проволоки обеспечивается исключением провор ота отдельной заготовки и пучка в целом в технологической трубке под воздействием упругих сил прз жинного материала, а также исключением проворота комбинированной заготовки (пучка трубок и технологической рубашки) в правильном элементе Это обеспечивается наличием наполни- теля в полости технологической трубки, незаполненной заготовками. Прово- роту комбинированной заготовки в правильном элементе препятствует увеличенная поверхность контакта и, соот- ветственно, увеличенное трение между поверхностью технологической трубки и правильного элемента. Увеличенная поверхность контакта технологической
трубки и правильного элемента,- а также увеличенные силы, вызывающие перегиб комбинированной заготовки, создают увеличение силы трения при осевом перемещении заготовки в правильньс: элементах при правке.
Для преодоления указанной силы трения как от увеличенного контакта комбинированной заготовки, так и от увеличенного объема материала при перегибах при осевом перемещении комбинированной заготовки требуется приложить принудительную силу извне, превышающую величину силы трения.
Пример. Выполняют правку заготовок из пружинной проволоки марки 51ХФА диаметром 1,2 мм. Для этого пучок из семи заготовок устанавливают в технологическую трубку-рубашку из стали 20 06,0x0,5 мм. Длина заготово и технологической трубки 1 м, стрела прогиба заготовки, полученной из мотка, - 50 мм. Полость технологической трубки заполняют расплавленной до 1 канифолью. ЛТосле затвердения, канифоли производят правку комбинированной заготовки в правильном устройстве .
Использование предлагаемого способа обеспечивает надежность правки заготовок из пружинной проволоки, так как при этом полностью устраняется возможность проворота заготовки под воздействием упругих сил за счет наличия наполнителя и проворота ее в правильных элементах, так как поверхность контакта технологической трубки больше, чем отдельной заготовки. Кроме того, повьш1ается производительность процесса, так как выполняют правку нескольких заготовок одновременно и можно выполнять правку заготовок любой длины, так как комбинированная заготовка перемещается в осевом направлении под воздействием принудительной внешней силы.
Способ прост в реализации и может быть осуществлен с помощью правильных устройств различной конструкции.
Формула изобретения
Способ правки заготовок, включающий помещение заготовки в контейнер и правку заготовки вместе с контейнером путем знакопеременного упруго- пластического изгиба, отличающийся тем, что, с целью расширения технологических возможностей пу3131832
тем обеспечения правки пучка из нескольких проволок, проволоки соединяют между собой путем заполнения свободного пространства внутри контейнера жидким наполнителем, в качестве которого используют предварительно расплавленную и отвердевшую после остывания канифоль, контейнер предварительно изгибают на радиус, равный, радиусу изгиба пучка проволок, а после знакопеременного упругопластичес- кого изгиба наполнитель удаляют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанга | 1985 |
|
SU1266672A1 |
| Способ подготовки поверхности прутковых заготовок из нержавеющих и жаропрочных сталей к обработке резанием | 1983 |
|
SU1222418A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2001 |
|
RU2203155C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| Устройство для правки пруткового материала | 1983 |
|
SU1139534A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| Способ правки заготовок плоским изгибом | 1989 |
|
SU1703216A2 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| Способ изготовления гнутых деталей с проушинами | 1986 |
|
SU1402390A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
Изобретение относится к обработке, металлов давлением, точнее к технологии правки. Целью изобретения является расширение технологических возможностей путем обеспечения правки пучка из нескольких проволок. Сущность способа заключается в том, что пучок заготовок 2 из пружинной проволоки помещают в технологическую трубку (Т) 1 из пластичного материала, например стали 20, изогнутой с образованием стрелы прогиба, равной стреле прогиба пучка заготовок. Свободное пространство внутри Т 1 заполняют житким пластичным наполнителем 3, например канифолью, после затвердения которого полученную комбинированную заготовку подвергают правке в правильном устройстве, осуществляя многократный перегиб заготовки и принудительное ее перемещение через правильное устройство. После правки наполнитель 3 вьшлавляют и извлекают. Поскольку проволоки соединены канифолью в монолитный блок и размещены в Т 1 проворота от воздействия упругих сил отдельной пружинной проволоки не будет. 2 ил. « (Л со 00 00 ю Фиг. 2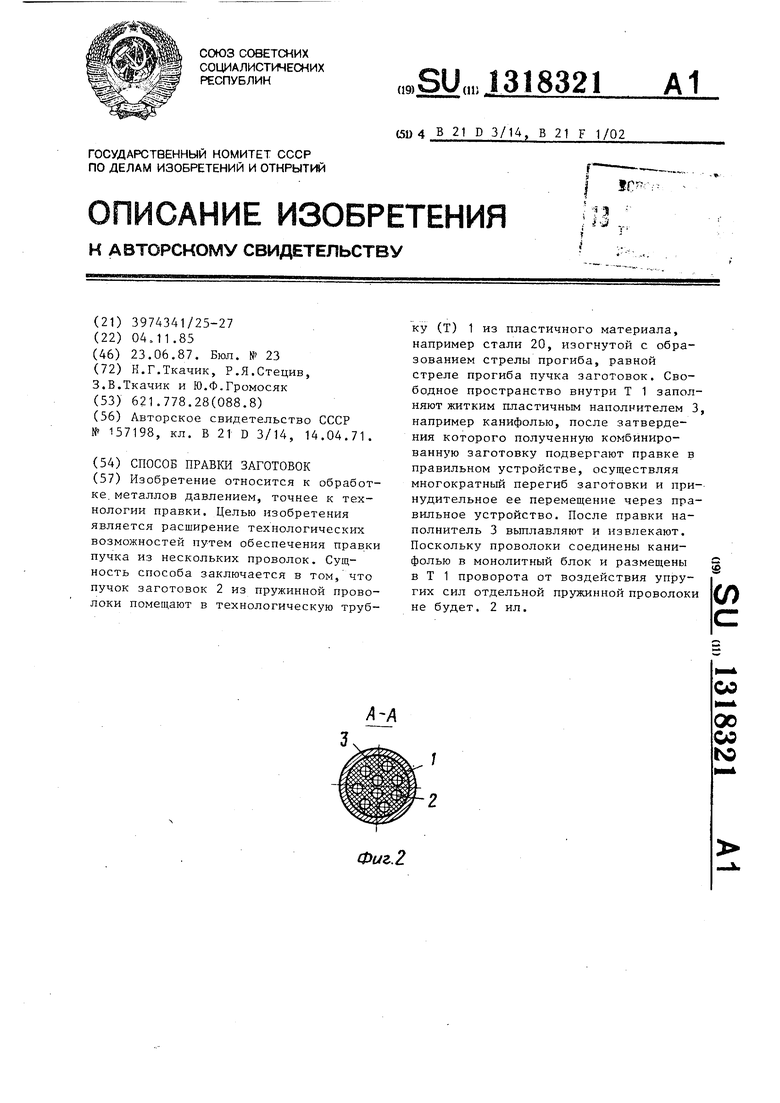
| 0 |
|
SU157198A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
