10
пример. Из ленты толщиной 0,6 мм изготовили деталь типа экран Материал - сталь 80ХНС. С помощью комбинированного штампа выполнили два паза размерами 2-30 мм с образованием между ними проушины шириной 4 мм, чеканку углублений на проушине глубиной 0,25 мм и предварительную формовку проушины путем изгиба с об разованием прогиба высотой 1,5 мм. Затем изгибали деталь с образованием проушины прямоугольной формы.
Использование изобретения позвот- ляет улучшить качество деталей за счет повышения их точности.
1U02390
Изобретение относится к обработке ;металлов давлением, в частности к лис- Ютовой штамповке деталей с отогнутыми Iэлементами, например проушинами. : Целью изобретения является улуч- шение качества деталей за счет повы- шения точности.
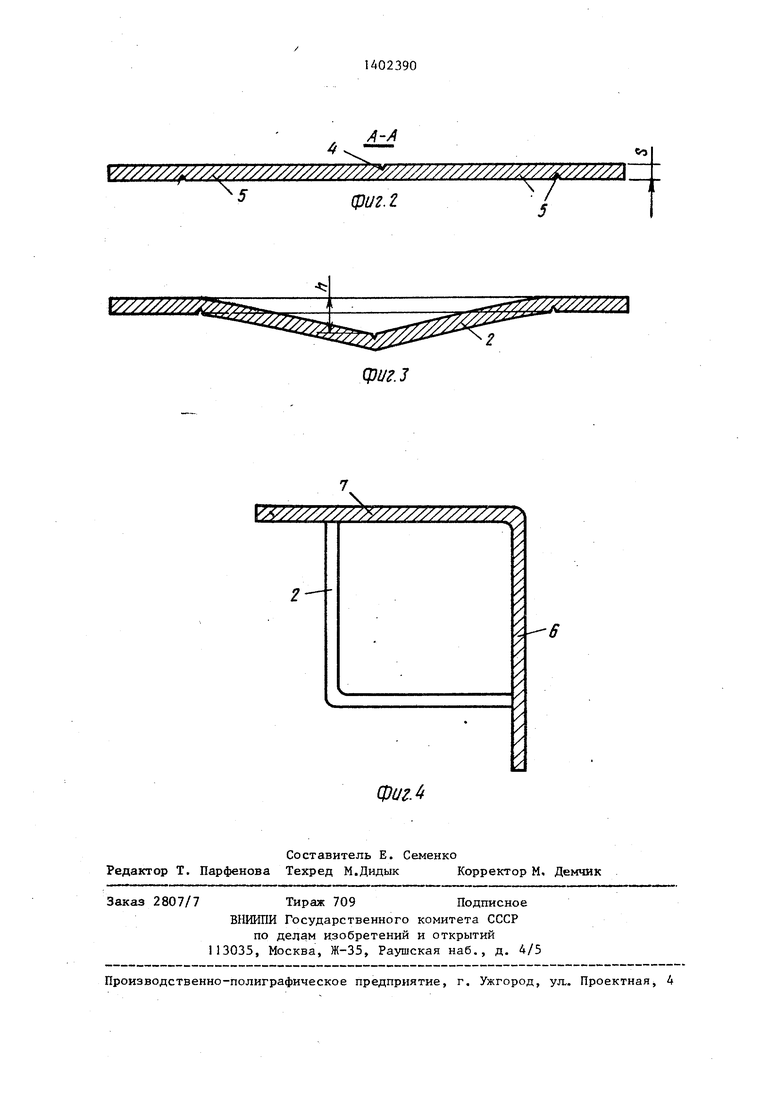
: На фиг. 1 показана схема надрезки проушины и чека-нки углублений; на фиг. 2 - сечение А-А на фиг. Ij на 1ФИГ, 3 - схема предварительной формов- |ки проушины путем изгиба; на фиг. 4 - ;готовая деталь.
: Способ осуп(ествляют следующим обра-5 |зом.
I На листовой заготовке 1 выпол- 1НЯЮТ надрезку проушины 2 с образова- нием пазов 3. Одновременно с надрез|кой проушины 2 иа ней перпендикуляр- 20 Формула изобретения ;но линиям надрезки (пазам 3) чеканят углубления 4 и 5. Углубление 4 выпол- няют по оси гибки проушины 2 со сто- ,j)OHbJ ее предполагаемой вогнутости, а углубления 5 - по краям проушины с ее противоположной стороны. Одновре енно с чеканкой выполняют предвари- ельную формовку проушины 2 путем tee изгиба в местах углублений 4 и 5 сторону последующей отгибки. Мини- 0 чальную величину прогиба h выполняют равной толщине S заготовки 1, что обеспечивает в дальнейшем изгиб проу- ишны 2 при гибке детали в направлении, совпадающем с направлением предварит гельной формовки. Максимальная величи на прогиба h получена экспериментально и определяется из условия удлинения проушины при ее формовке на р,5%. Затем производят окончательную .,. прогиба выполняют равной толщине за- :гибку детали с образованием стенокготовки, а максимальную величину вы -
б и 7 и отгибкой проушины 2, произ-полняют из условия удлинения проуширрдимой без приложения к последнейны при ее предварительной формовке
;усияия изгиба.на 0,5%.
Способ изготовления гнутых деталей с проушинами преимущественно из металлических заготовок, включаю- 25 Щий надрезку проушины и гибку детали с одновременной отгибкой проушины, отличающийся тем, что, с целью улучшения качества деталей за счет повышения точности, одновременно с надрезкой проушины на ней чеканят углубления, перпендикулярные линиям надрезки, и выполняют предварительную формовку проушины путем изгиба в сторону последующей отгибки причем одно из углублений выполняют по оси гибки проушины со стороны ее вогнутости, а другие углубления - по краям проушины с ее противоположной стороны, минимальную величину
J5
0
пример. Из ленты толщиной 0,6 мм изготовили деталь типа экран. Материал - сталь 80ХНС. С помощью комбинированного штампа выполнили два паза размерами 2-30 мм с образованием между ними проушины шириной 4 мм, чеканку углублений на проушине глубиной 0,25 мм и предварительную формовку проушины путем изгиба с об разованием прогиба высотой 1,5 мм. Затем изгибали деталь с образованием проушины прямоугольной формы.
Использование изобретения позвот- ляет улучшить качество деталей за счет повышения их точности.
5
20 Формула изобретения 0 , .,. прогиба выполняют равной толщине за- готовки, а максимальную величину вы -
Способ изготовления гнутых деталей с проушинами преимущественно из металлических заготовок, включаю- 25 Щий надрезку проушины и гибку детали с одновременной отгибкой проушины, отличающийся тем, что, с целью улучшения качества деталей за счет повышения точности, одновременно с надрезкой проушины на ней чеканят углубления, перпендикулярные линиям надрезки, и выполняют предварительную формовку проушины путем изгиба в сторону последующей отгибки, причем одно из углублений выполняют по оси гибки проушины со стороны ее вогнутости, а другие углубления - по краям проушины с ее противоположной стороны, минимальную величину
5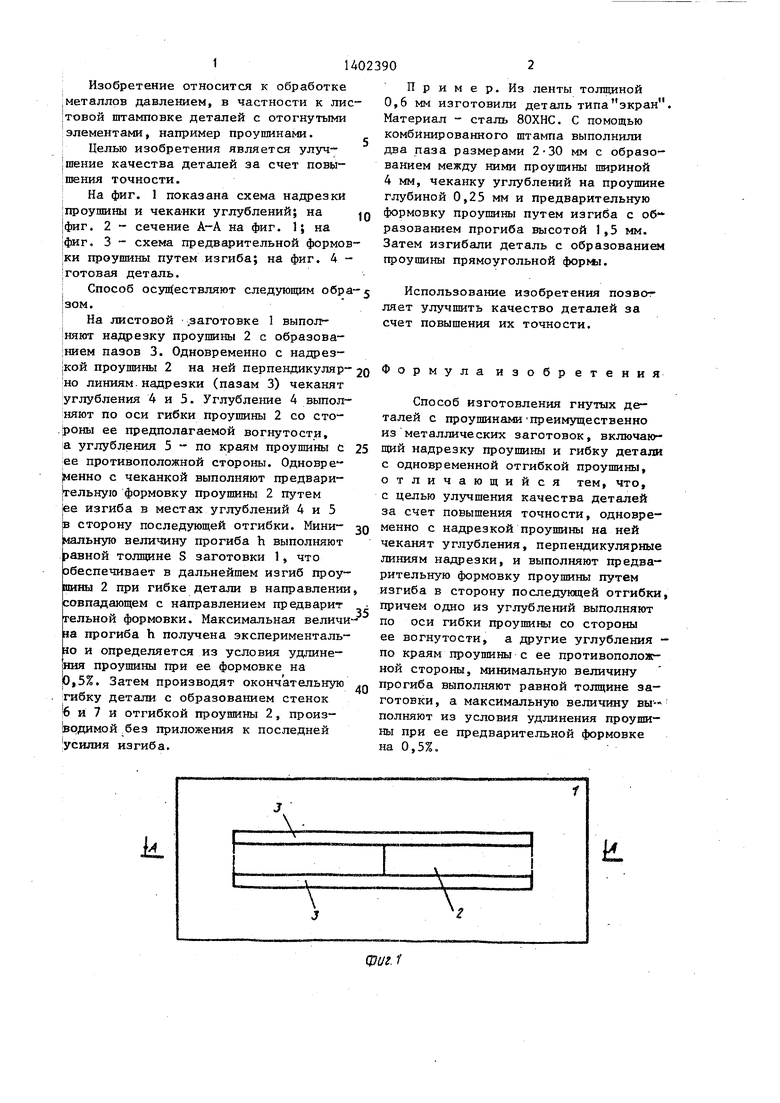
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ГИБКОЙ ИЗ ЗАГОТОВОК, ПОЛУЧЕННЫХ ЧИСТОВОЙ ВЫРУБКОЙ | 2009 |
|
RU2437735C2 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2088355C1 |
Изобретение относится к обработке металлов давлением, в .частности к листовой штамповке деталей с отогнутыми элементами, например проушинами (П). Цель - улучшение качества деталей за счет повышения точности. Выполняют надрезку П с одновременной чеканкой на ней углублений перпендикулярно .линиям надрезки. Осуществляют предварительную формовку П путем ее изгиба в сторону отгибки и окончательную гибку детали с отгибкой П без приложения к последней изгибающих усилий. Полученное изделие не требует калибровки. 4 ил.
J
УУ///////
///////л
сриг.з
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
