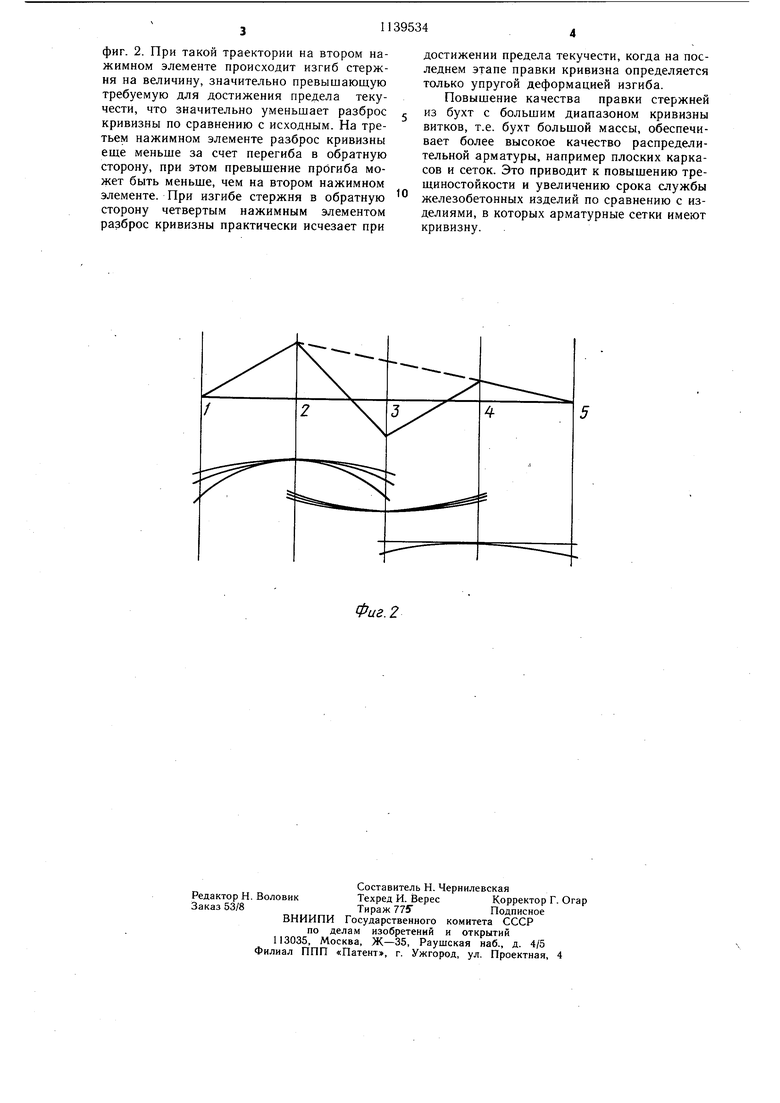
Изобретение относится к обработке металла давлением, предназначено для правки металлических стержней, проволоки, арматурной стали, как гладкого, так и периодического профиля, позволяет осуществлять правку труб и стержней шестигранного сечения и может быть использовано в виде отдельного устройства, в составе правильно-отрезного станка, а также отдельных узлов линий, например, в линиях сварки арматурных сеток и каркасов, а также может найти применение в металлургической промышленности, на пpoмыШv eнныx предприятиях, в стройиндустрии и на строительных плош,адках. Наиболее близким к предлагаемому является устройство для правки металлических стержней, в котором, нечетные секции являются неподвижными и закреплены на станине, а четные подвижные секции объединены единой рамкой, которая может приводиться в движение не менее, чем двумя дебалансными синхронными и синфазными вибровозбудителями. В случае дебалансных вибровозбудителей рамка подвижных секций устанавливается на опорах, упругих в плоскости, перпендикулярной оси устройства 1. Недостатком данного устройства является снижение качества правки стержней с большой разницей кривизны по длине выправляемого стержня как по величине, так и по направлению, что имеет место при правке стержней из мотков большой массы, так как в механизме создаются одинаковые амплитуды колебаний всех подвижных секций. Цель изобретения - повышение качества правки путем обеспечения возможности обработки металлических стержней со значительным разбросом кривизны по длине. Поставленная цель достигается тем, что в устройстве для правки пруткового материала, содержащем смонтированные на станине неподвижные правильные секции и установленные с возможностью перемещения от двух синхронных и синфазных вибровозбудителей подвижные правильные секции, вибровозбудители расположены на одной из подвижных правильных секций, устройство снабжено не менее, че.м двумя многозвенными шарнирными тягами, связывающими посредством шарнирных опор подвижные правильные секции между собой и со станиной, щарнирные опоры, связывающие одни концы тяг со станиной, закреплены жестко, а шарнирные опоры, связывающие тяги с подвижными правильными секциями и другие концы тяг со станиной, установлены с возможностью перемещения в направлении, параллельном оси правки, при этом последние -Подпружинены в осевом направлении. Устройство снабжено, смонтированными на станине направляющими для подвижных правильных секций. На фиг. 1 изображена схема устройства с пятью правильными секциями; на фиг. 2 эпюра прогибов на механизме правки с пятью нажимными элементами и участки стержня различной кривизны для обоснования эпюры. На станине 1 жестко закреплены неподвижные правильные секции 2. Правильные подвижные секции 3 расположены в направляющих 4 и подвешены на гибких абсолютно неупругих нерастяжимых тягах 5, выполненных, например, в виде сварных калиброванных цепей или в виде стержней с шаровыми опорами. Тяги укрепляются на стойках 6, посредством шарнирных опор 7, которые жестко связаны со станиной 1 и на секциях. Натяжение в тягах создается при помощи пружин 8. Первая подвижная секция снабжена синхронизированными вибровозбудителями 9 колебаний, работающими синфазно. На всех правильных секциях установлены, например, роликовые нажимные элементы 10, через которые протягивается металлический стержень 11. Нажимные элементы 10, гибкие тяги 5 и вибровозбудители 9 устанавливаются симметрично относительно проведенных через центр тяжести правильных секций 3 трех координатных осей, одна из которых совпадает с направлением протягивания заготовок. Синхронизация возбудителей колебаний 9 выполнена, например, в виде цепной или зубчатой передач (не показано). Требуехгая фазировка и амплитуды колебаний подвижных секций создаются регулировкой усилий поджатия пружин 8. Устройство работает следующим образом. Заготовка 1 Г заправляется в нажимные элементы 10 неподвижных правильных секций 2 и подвижных секций 3. Заранее, в зависимости от диаметра обрабатываемого стержня 11, уточняются амплитуды колебаний подвижных правильных секций 3 регулировкой статического момента вибровозбудителей 9. После запуска установки вибровозбудители 9 сообицают первой подвижной секции, а она посредством упругих связей и остальным подвижным секциям плоскопараллельное движение по круговой траектории. Одновременно тянущим устройством (не показано) заготовка протягивается через нажимные элементы 10 неподвижных 2 и подвижных 3 правильных секций. В зависимости от массы подвижных секций 3, статического момента дебалансов вибровозбудителей 9 и усилий в пружинах 8 создается требуемая траектория движения выправляемого стержня, например, показанная на
фиг. 2. При такой траектории на втором нажимном элементе происходит изгиб стержня на величину, значительно превышающую требуемую для достижения предела текучести, что значительно уменьшает разброс кривизны по сравнению с исходным. На третьем нажимном элементе разброс кривизны еще меньше за счет перегиба в обратную сторону, при этом превышение прогиба может быть меньше, чем на втором нажимном элементе. При изгибе стержня в обратную сторону четвертым нажимным элементом разброс кривизны практически исчезает при
достижении предела текучести, когда на последнем этапе правки кривизна определяется только упругой деформацией изгиба.
Повышение качества правки стержней из бухт с большим диапазоном кривизны витков, т.е. бухт большой массы, обеспечивает более высокое качество распределительной арматуры, например плоских каркасов и сеток. Это приводит к повышению трещиностойкости и увеличению срока службы железобетонных изделий по сравнению с изделиями, в которых арматурные сетки имеют кривизну.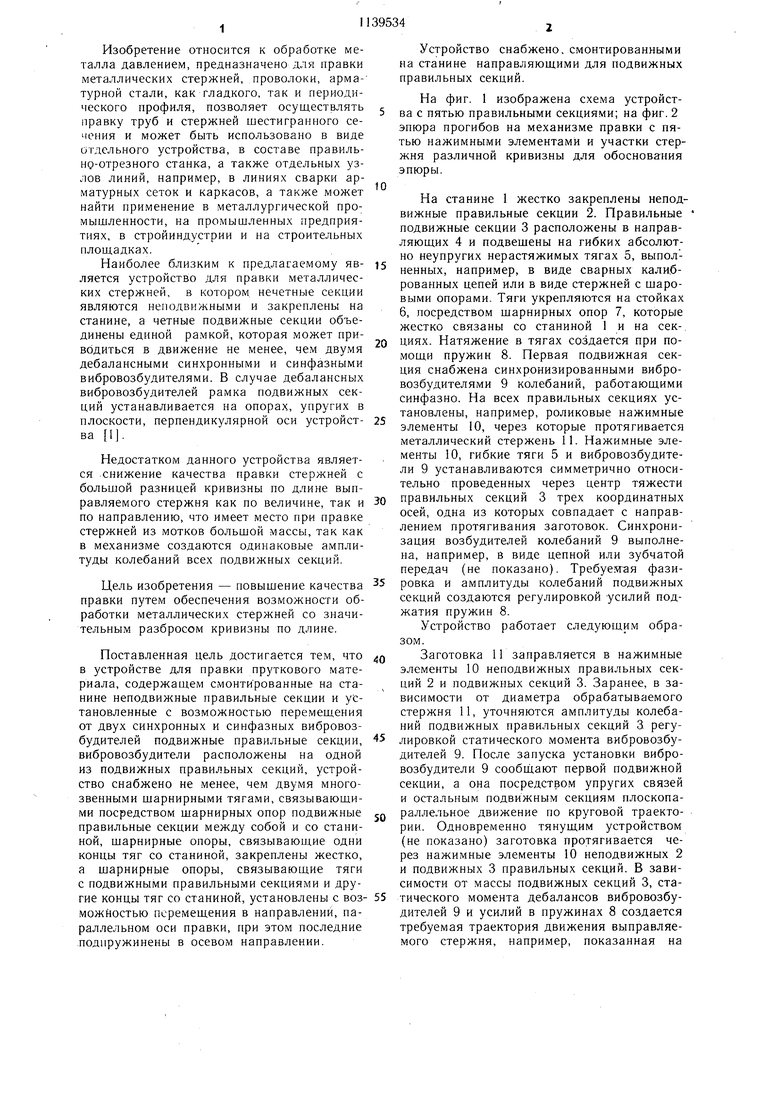
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕЙ | 2010 |
|
RU2453388C2 |
| Устройство для правки металлических стержней | 1972 |
|
SU468665A1 |
| Устройство для правки металлических стержней | 1977 |
|
SU732047A1 |
| Устройство для правки прутковогоМАТЕРиАлА | 1979 |
|
SU829255A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕЙ | 1971 |
|
SU296708A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Автомат для правки и резки пруткового материала | 1987 |
|
SU1600897A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Устройство для правки металлических профилей | 1976 |
|
SU573219A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
1. УСТРОЙСТВО ДЛЯ ПРАВКИ ПРУТКОВОГО МАТЕРИАЛА, содержащее смонтированные на станине неподвижные правильные секции и установленные с возможностью перемещения от двух синхронных и синфазных вибровозбудителей подвижные правильные секции, отличающееся тем, что, с-целью повыщения качества правки, виброБозбудители расположены на одной из подвижных правильных секций, устройство снабжено не менее, чем двумя многозвенными шарнирными тягами, связывающими посредством шарнирных опор подвижные правильные секции между собой и со станиной, ,шарнирные опоры, связывающие одни концы тяг со станиной, закреплены жестко, а шарнирные опоры, связывающие тяги с подвижными правильными секциями и другие концы тяг со станиной, установлены с возможностью перемещения в направлении, параллельном оси правки, при этом последние подпружинены в осевом направлении. 2. Устройство по п. 1, отличающееся тем, что оно снабжено смонтированными на с S станине направляющими для подвижных (Л правильных секций. 8 оо со сд 00 4 уЦо
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения иодатных стекол | 1979 |
|
SU829555A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
