переменное поперечное магнитное поле, воздействующее на дугу 3, второго электромагнита (Э) 4, передающего колебания мундштуку 5, установленному с возможностью перемещения поперек шва.Мундштук 5 соединен шарниром с сердечником 6 Э 4. Параллельно через усилитель мощности 7 Э4 подключен к электромагниту 2, а сердечник 6 яв
Изобретение относится к дуговой сварке в среде защитных газов, в частности к устройствам для сварки в поперечном магнитном поле, и может быть использовано в различных областях машиностроения.
Цель изобретения - повьш1ение качества сварных соединений путем обеспечения синхронного перемещения присадочной проволоки с дугой.
На чертеже показана схема устройства для сварки в поперечном переменном магнитном поле.
Устройство состоит из горелки с неплавящимся электродом 1, электромагнита 2, создающего переменное поперечное магнитное поле, воздействующее на дугу 3, второго электромагнита 4, передающего колебания мундштуку 5, установленному с возможностью перемещения поперек шва. Мундштук 5 соединен шарниром с сердечником 6 электромагнита 4. Электромагни 4 подключен параллельно через усилитель 7 мощности к электромагниту 2, а сердечник 6 является одновременно постоянным магнитом. Перемещения мундштука 5, через который подают присадочную проволоку подающим механизмом
8,ограничивают и регулируют упорами
9,а управление электромагнитами 2 и 4 осуществляют генератором 10, выра- батывающимуправляющие сигналы. Уравновешивающий механизм 11, соединенный с мундштуком 5, постоянно стремится вернуть его в среднее положение.
Параллельное соединение электромагнитов через усилитель мощности необходимо для независимой регулировки их мощности при использовании одного управляющего сигнала, так как напря
18355
ляется одновременно постоянным магнитом. При совпадении направления силовых магнитных линий Э 4 и постоянного магнита 6 последний выдвигается вперед, а при смене полярности магнитного поля на Э 4 постоянный магнит 6 втягивается внутрь, тем самым отклоняя мундштук влево или вправо. 1 з.п, ф-лы, 1 ил.
0
5
40
0
5
30
35
женность магнитного поля, необходимая для управления мундштуком, на порядок вьш1е, чем напряженность поля, необходимая для управления сварочной дугой. Выполнение подвижного сердечника электромагнита, шарнирно связанного с мундштуком, из постоянного магнита необходимо для плавного и синхронного (в соответствии с управляющим сигналом) перемещения подающего мундштука с дугой. Наличие в устройстве упоров, ограничивающих и регулирующих перемещения мундштука, позволяет регулировать амплитуду его колебания в соответствии с амплитудой колебания дуги.
Устройство для сварки в поперечном магнитном поле работает следующим образом.
Управляющий сигнал с генератора 10 одновременно подают на электромагнит
2,управляющий перемещениями дуги
3,и через усилитель 7 мощности (усиленный в 10-20 раз) - на электромагнит 4, управляюший перемещениями мундштука 5 через шарнирно закрепленный с ним постоянный магнит 6. При совпадении направления силовых магнитных линий электромагнита 4 и постоянного магнита 6, последний выдвигается вперед, а при смене полярности магнитного поля на электромагните 4 постоянный магнит 6 втягивается внутрь, тем самым отклоняя мундштук влево или вправо. Катушки электромагнитов 2 и 4 соединены так, что при отклонении дуги влево или вправо подающий мундштук также поворачивается влево или вправо, тем самым обеспе/чивая подачу присадочной проволоки в зону горения дуги. Упоры 9, ограничивающие и регулирующие перемещения
мундштука 5, настраивают в соответствии с заданной шириной шва.
Предлагаемое устройство позволяет значительно расширить возможности применения сварки в поперечном маг- нитном поле, повысив при этом качество сварки за счет синхронизации перемещения сварочной проволоки с дугой в процессе сварки, а также расширить возможности использования предлагае- мого устройства в полностью автоматизированных сварочных процессах.
Форму jf а изобретени
1. Устройство для сварки в поперечном переменном магнитном поле, содержащее электромагнит для создания управляющего магнитного поля, механизм подачи присадочной проволоки,
Редактор С. Патрушева
«--.«.ш..
Заказ 2458/10
Составитель F. Квартальнова Техред В.Кадар
Тираж. 9 75 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
, О
5
0
направляющий мундштук, второй электромагнит, выполненный с сердечником, связанным с мундштуком, и уравновешивающий механизм, отличающееся тем, что,с целью повьш1е- ния качества сварных соединений путем обеспечения синхронного перемет ния присадочной проволоки с дугой, сердечник второго электромагнита BI.I полнен в виде постоянного магнита и связан с мундштуком шарниром, а катушка второго электромагнита подклн. чена через усилитель мощности парал лельно катушке первого электромагни та.
2. Устройство по п. 1, о т; л и - чающееся тем, что оно снабж но регулируемыми ограничительными упорами, расположенными по равные стороны от мундштука.
Корректор В. Бутяга Подписное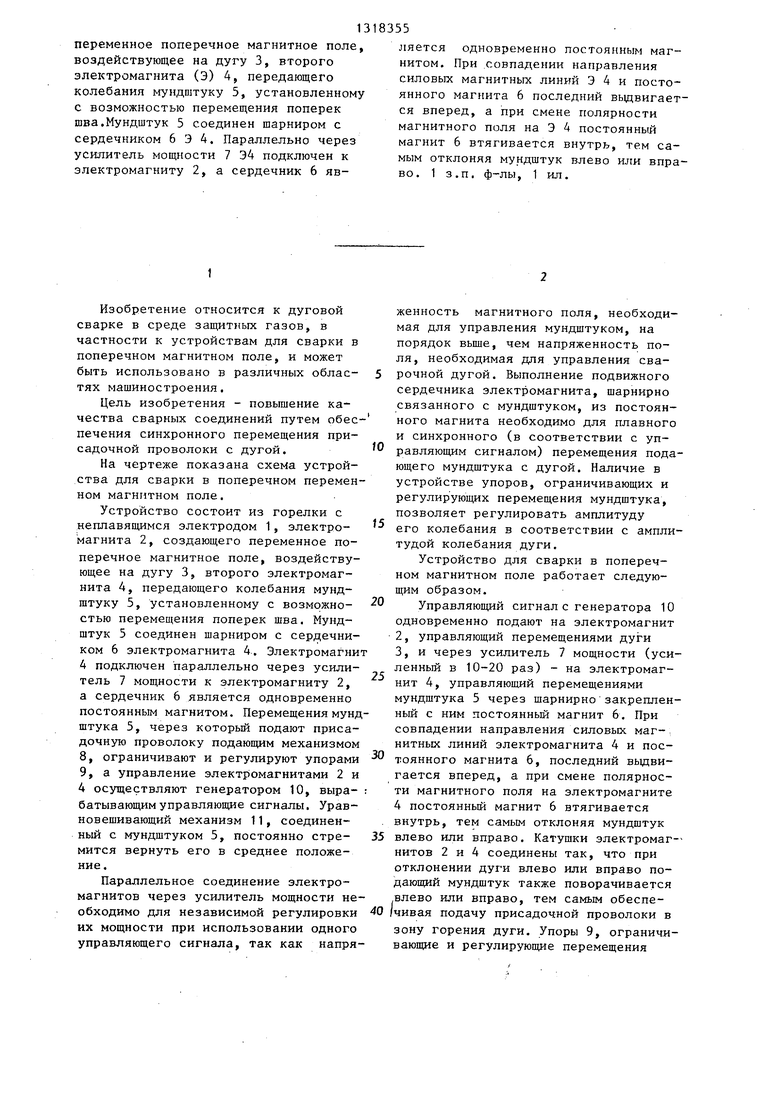
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Способ дуговой сварки и наплавки металлов в вакууме | 1989 |
|
SU1698001A1 |
Изобретение относится к дуговой сварке в среде защитных газов, в частности к устройствам для сварки н поперечном магнитном поле, и может быть использовано в различных областях машиностроения. Целью изобретения является повышение качества сварных соединений путем обеспечения синхронного перемещения присадочной проволоки с дугой. Устройство состоит из горелки с неплавящимся электродом 1, электромагнита 2, создающего (Л &0 эо &д сл СД
| Сварка МашиноГаген Ю.Г., Таран В.О | |||
| магнитоуправляемой дугой | |||
| М | |||
| строение, 1970, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Метлин Ю.К., Новиков И.В | |||
| ные и наплавочные работы при ремонте деталей строительных машин | |||
| М | |||
| : Строй- издат, 1981, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
