Изобретение относится к сварочному производству и может быть использовано на предприятиях, изготавливающих конструкции путем применения автоматической и полуавтоматической сварки в защитных газах.
Цель изобретения - повышение качества сварных швов путем исключения попадания в зону горения дуги продуктов испарения охлаждающей среды.
На чертеже изображена горелка, общий вид.
Горелка для дуговой сварки в защитных газах содержит полый корпус 1,
10
верхности нижн.ей рабочей част и кольца, что исключает налип поверхности сопла и кольца бр плавленного металла.
Для отвода 1 ВДж тепла с м ла сопла и кольца необходимо тить О,.4 л охлаждающей жидкос
В зазор между корпусом 1 и 5 всасывается вьщеляющийся с ности сопла пар и газообразны дукты, образующиеся в результ рения сварочной дуги. Кольцо пятствует подсосу защитного.г зоны горения сварочной дуги в
установленный в нем мундштук 2, к ко-15 между корпусом 1 и соплом 5.
торому крепятся изолирующая втулка 3 и цанга 4 Горелка снабжена соплом 5, выполненным из пористого материала и верхней своей частью связанным fi цангой 4, На сопле 5 установлено кольцо 6, также выполненное из пористого материала, например пористой керамики,, со. штуцером 7 для подачи охлаждающей среды. Между корпусом 1 и
При сварке конструкций сред 20 больших на повьшденных с тях полностью исключается нали брызг на нижнюю рабочую часть и кольцо. В конструкции сопла ствует камера охлаждения, что
соплом 5 образован кольцеобразньш за- 25 ляет снизить материалоемкость
зор, соединенный с отсасывающим шлангом. Кольцо 6 установлено на сопле так, что нижняя его кромка расположена на расстоянии не более толщины
Благодаря тому, что кольцо и сопло вьшолнены из пористого материала.
стенки сопла от среза сопла. Увеличе- 30 продукты испарения охлаждающей срение расстояния от нижней кромки кольца до торца сопла вызьгоает подгорание сопла.
В процессе сварки охлаждение сопла происходит за счет испарения охлажда- ходящего по полости сопла, и разреже- ющей жидкости с поверхности сопла. Интенсивность охлаждения сопла горелки находится в прямой зависимости от его нагрева.
Одновременно с процессом сварки - д осуществляется охлаждение согша горелки. По штуцеру 7 подается охлаждающая жидкость, которая заполняет капилляры 6 кольца и сопла 5. Отвод тепла с поверхности рабочей части сопла и установленного на нем кольца 6 происходит путем испарения охлаждающей жидкости, заполнякщей поры материала сопла и кольца.Причем, чем интенсивнее нагрев отдельных участков еп нижней рабочей части сопла и кольца, что имеет место при сварке на повышенных скоростях, тем большее развитие на этих участках получает процесс притока и испарения охлаждающей жид- релки позволяет максимально снизить кости,забрызгивание согша горелки и тем
Таким образом, система охлаждения самым повысить срок службы горелки позволяет обеспечить одинаковую тем- и производительность труда при свар- пературу и влажное состояние всей поды не вьщеляются с внутренней поверхности пористого сопла. Этому способствует совместное действие двух факторов: давление защитного газа, проние, создаваемое отсосом продуктов испарения с наружной поверхности сопла Наибольший зффект защиты нижней части сопла, толщина стенки которого составляет f 3 мм, и кольца от налипания на них брызг расплавленного металла достигается в том случае, когда нижняя кромка кольца расположена на расстоянии не более 3 мм от среза сопла.
Увеличение расстояния от нижней кромки кольца до среза сопла свьш1е 3 мм снижает эффективность охлаждения нижней части сопла. Наиболее эффективным является подвод охлаждающей жидкости на расстоянии от среза сопла, не превьш1ающем толщину стенки сопла. Предложенная конструкция гоке на повьш1енных скоростях.
верхности нижн.ей рабочей части сопла и кольца, что исключает налипание на поверхности сопла и кольца брызг расплавленного металла.
Для отвода 1 ВДж тепла с материала сопла и кольца необходимо затратить О,.4 л охлаждающей жидкости.
В зазор между корпусом 1 и соплом 5 всасывается вьщеляющийся с поверхности сопла пар и газообразные продукты, образующиеся в результате горения сварочной дуги. Кольцо в препятствует подсосу защитного.газа из зоны горения сварочной дуги в зазор
Предложенная конструкция горелки не требует наличия канала для отвода охлаждающей жидкости.
При сварке конструкций средних и больших на повьшденных скоростях полностью исключается налипание брызг на нижнюю рабочую часть сопла и кольцо. В конструкции сопла отсутствует камера охлаждения, что
ляет снизить материалоемкость
позвоохлаждаемого сопла.
Благодаря тому, что кольцо и сопло вьшолнены из пористого материала.
продукты испарения охлаждающей среходящего по полости сопла, и разреже-
ды не вьщеляются с внутренней поверхности пористого сопла. Этому способствует совместное действие двух факторов: давление защитного газа, проходящего по полости сопла, и разреже-
релки позволяет максимально снизить забрызгивание согша горелки и тем
ние, создаваемое отсосом продуктов испарения с наружной поверхности сопла Наибольший зффект защиты нижней части сопла, толщина стенки которого составляет f 3 мм, и кольца от налипания на них брызг расплавленного металла достигается в том случае, когда нижняя кромка кольца расположена на расстоянии не более 3 мм от среза сопла.
Увеличение расстояния от нижней кромки кольца до среза сопла свьш1е 3 мм снижает эффективность охлаждения нижней части сопла. Наиболее эффективным является подвод охлаждающей жидкости на расстоянии от среза сопла, не превьш1ающем толщину стенки сопла. Предложенная конструкция госамым повысить срок службы и производительность труда
ке на повьш1енных скоростях.
313183604
Формула изобретенияи соединенным с каналом для подачи
1, Горелка для дуговой сварки в за-охлаждающей жидкости, и отсасывающим щитных газах, содержащая корпус, соп-шлангом, а пористая стенка сопла уело с пористой стенкой и канал для по-тановлена относительно внутренней подачи охлаждающей жидкости, о т л и- верхности корпуса с кольцевым зазо- чающаяся тем, что, с цельюром, соединенным с отсасывающим шлан- повьппения качества сварных швов пу-гом,
тем исключения попадания в зону горе- 2, Горелка по п. 1, отличаюния дуги продуктов испарения охлаж-щ а я с я тем, что пористое кольцо
дающей среды, она снабжена пористым 10расположено от среза сопла на расстокольцом, установленным на пористойянии, не превышакяцем толщину стенки
стенке сопла и у его рабочего торцасопла.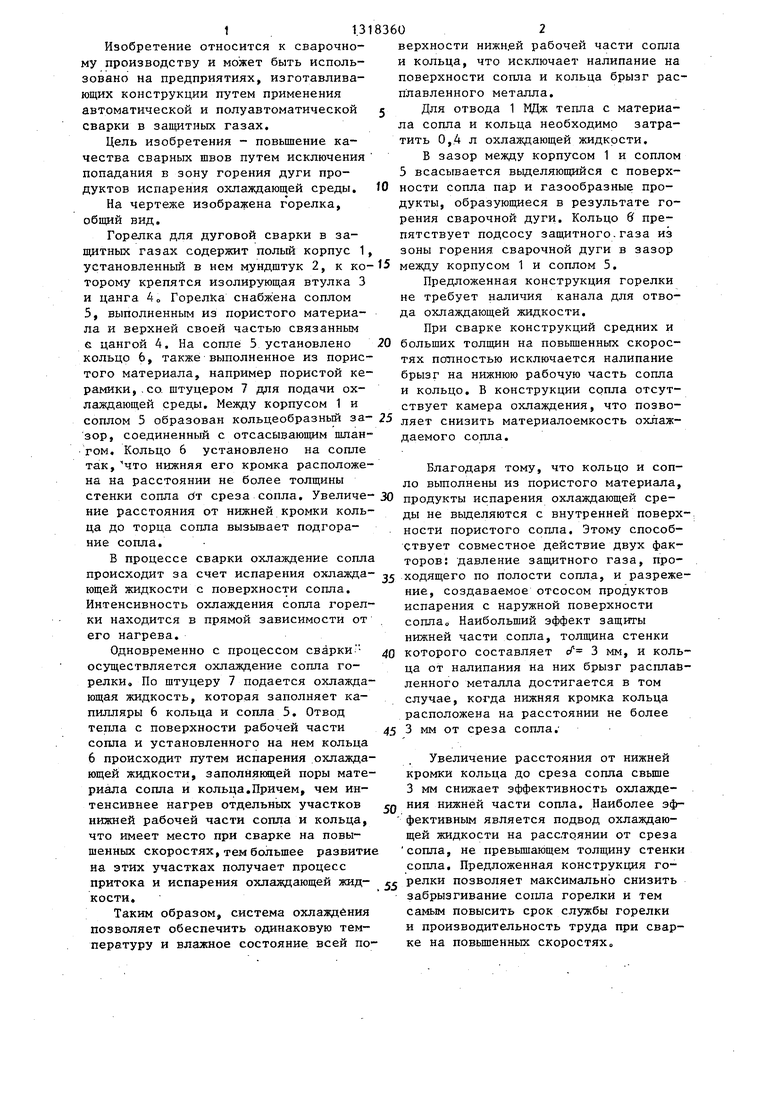
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки | 1987 |
|
SU1444110A1 |
| Горелка для сварки в узкую глубокую разделку | 1978 |
|
SU1061954A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1986 |
|
SU1357173A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| Сопло к горелкам для электродуговой сварки в защитных газах | 1986 |
|
SU1444109A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
Изобретение относится к сварочному производству и может быть использовано при автоматической и полуавтоматической сварке в защитных газах. Цель изобретения - повьшение качества сварных швов путем исключения попадания в зону горения дуги продуктов испарения охлаждающей воды. По штуцеру 7 подается охлаждающая жидкость, которая заполняет капилляры кольца 6 и сопла (С) 5. Отвод тепла с поверхности рабочей части С 5 и кольца 6 происходит путем испарения охлаждающей жидкости, заполняющей поры С 5 и кольца 6. В кольцевой зазор между корпусом 1 и С 3 всасывается выделяющийся пар и газообразные продукты, образующиеся при горении дуги, тем самым устраняется попадание этих продуктов в зону дуги, а следовательно, повышается качество сварных швов. 1 з.п. ф-лы, 1 ил. сл СА9 сх со Од 
| Сопло к горелки для сварки в защитных газах | 1975 |
|
SU566432A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Насос | 1917 |
|
SU13A1 |
