Изобретение относится к машиностроению, в частности к производству линий для сборки и сварки арматурных каркасов, и может найти применение в строительной индустрии.
Цель изобретения - повышение производительности.
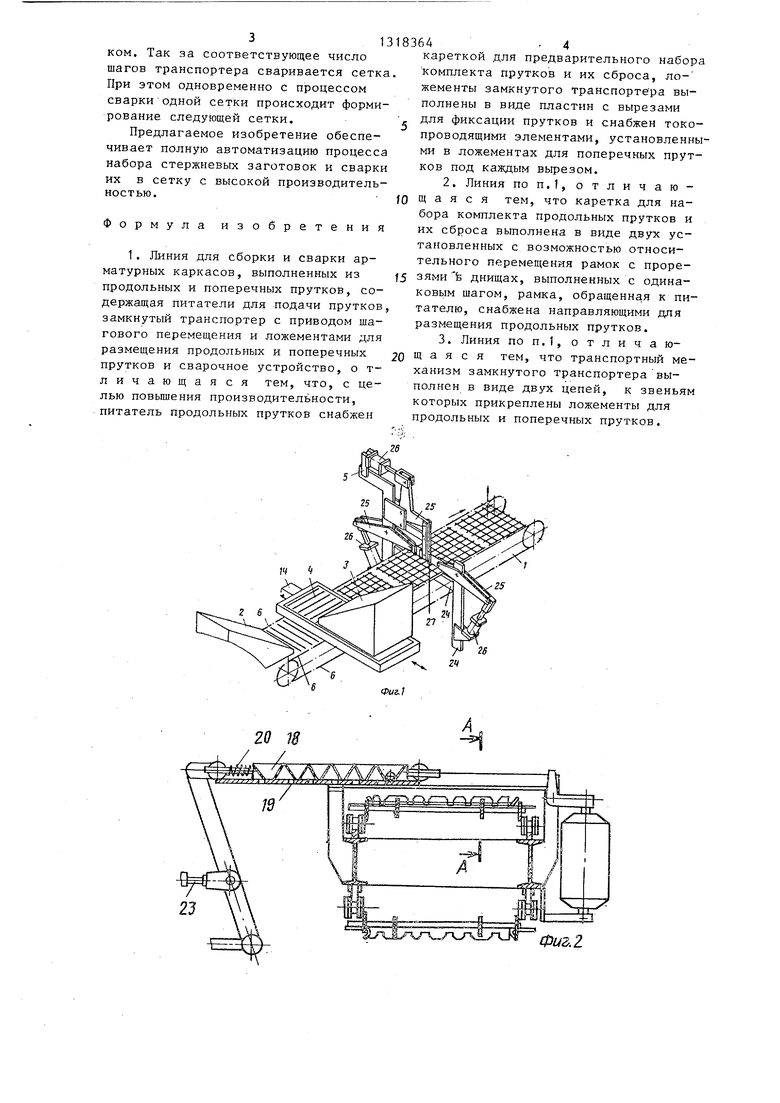
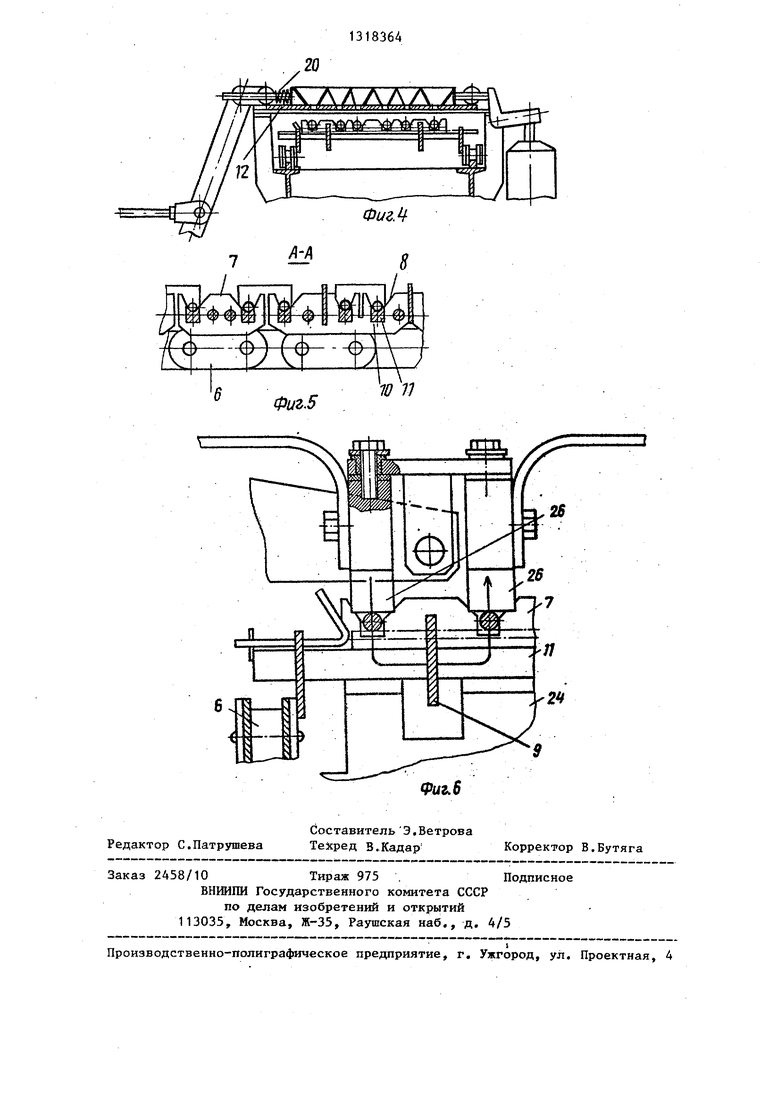
На фиг.1 показана схема линии; на фиг.2 - транспортный механизм в
начальный момент предварительного на- fO беспрепятственно выпадать вниз. Перебора продольных прутков в каретку, разрез; на фиг.З - то же, в конечный момент набора продольных прутков в каретку; на фиг.4 - то же, в момент сброса продольных прутков в ложементы транспортного механизма; на фиг.5- разрез А-А на фиг.2; на фиг.6 - схема сварки. . .
Линия сварки арматурных сеток состоит из транспортного механизма для набора и перемещения поперечных и продольных стержней 1, питателя поперечных прутков 2, питателя продольных прутков 3, оснащенного камещение каретки 4 осуществляется приводом 23.
Механизм 5 сварки состоит из станины 24, рычажных механизмов 25 с 15 пневмоприводами 26 и парами электродов 27.
Линия работает следующим образом.
Питатель поперечных прутков 2 сбрасывает пруток в ложементы 7 кон- 20 тейнера, одновременно питатель продольных прутков 3 сбрасывает пруток в каретку 4, -которая в этот момент находится под питателем 3 в крайнем левом положении. При этом Пруток при
реткой 4, и механизма 5 сварки.Тран- помощи направляющих 17 падает в перспортный механизм 1 состоит из двух цепей 6, к каждой из которых вдоль на всем периметре прикреплены ложементы 7 для поперечных прутков, выполненные в виде пластин с прорезями 8, расположенными в соответствии с шагом прутков в свариваемой сетке, К ложементам 7 прикреплены аналогичные по выполнению ложементы 9, служащие для фиксации продольных прутков. Ложементы 7 под прорезями 8 имеют отверстия 10, в которые закладываются токопроводящие элементы 11 с возможностью регулировочного перемещения по мере износа вдоль своей оси
вую прорезь внутренней рамки 13 и ложится на днище наружной рамки 12. Затем транспортер перемещается на шаг, равный шагу поперечных прутков свари30 ваемой сетки так, что под питатель 2 подходит следующий ложемент 7, а каретка 4 также совершает перемещение на шаг, равный шагу продольных прутков, при помощи привода 23. Описанный
J5 цикл -повторяется до тех пор, пока не наберется нужное число поперечных прутков на транспортере 1 и продольных прутков в каретке 4, которая к этому моменту займет крайнее положеЭле- 40 ние, а полный набор поперечных прут- менты 11 представляют собой, напри- ков на одну сетку, набранный на тран- мер, бронзовые прутки квадратного спортере, подойдет под каретку. Затем сечения. Каретка 4 состоит из наруж- срабатывает толкатель 21, который ной 12 и внутренней 13 рамок, вложен- через рычаг 22 воздействует на штырь ных одна в другую так, что внутренняя 45 14 рамки 13, перемещая ее в обратном рамка 13 имеет возможность скользить
направлении до совпадения щелей и прорезей обеих рамок. При этом весь набор продольных прутков выпадает в ложементы 9, занимая положение на поотносительно наружной 12 на стержнях 14 и 15, входящих в отверстия в трубках 16, образующих контур рамки
направлении до совпадения щелей и прорезей обеих рамок. При этом весь набор продольных прутков выпадает в ложементы 9, занимая положение на по12. При этом внутренняя рамка 13 ос- 50 перечных прутках. Так формируется нащена Л-образными направляющими 17 полный набор прутков для сетки. При для прутков.дальнейшем перемещении транспортера
Щели 18 между этими направляющими каждый поперечный пруток попадает под расположены в соответствии с шагом электроды 27 сварочного устройства, продольных прутков в свариваемой сет- 55 Включаются пневмоприводы сварочных ке. В днище рамки 12 имеются прорези рычагов 26, подается ток, который в 19, расположенные с тем же шагом. В каждой паре электродов замыкается че- исходном положении рамка 13 под дейс- рез токопроводящий элемент 11, рас- твием пружины 20 прижата к правому положенный под данным поперечным прутторцу рамки 12, при этрм щели в рамке 13 не совпадают с прорезями 19 в днище рамки 12, поэтому прутки не могут выпасть из щелей. Толкатель 21 через рычаг 22 может нажать на штырь 14 и, сжав пружину,.сдвинуть рамку 13 относительно рамки 12 до такого положения, когда щели и прорези в рамках совпадают, и пруток сможет
мещение каретки 4 осуществляется приводом 23.
Механизм 5 сварки состоит из станины 24, рычажных механизмов 25 с пневмоприводами 26 и парами электродов 27.
Линия работает следующим образом.
Питатель поперечных прутков 2 сбрасывает пруток в ложементы 7 кон- тейнера, одновременно питатель продольных прутков 3 сбрасывает пруток в каретку 4, -которая в этот момент находится под питателем 3 в крайнем левом положении. При этом Пруток при
помощи направляющих 17 падает в первую прорезь внутренней рамки 13 и ложится на днище наружной рамки 12. Затем транспортер перемещается на шаг, равный шагу поперечных прутков свариваемой сетки так, что под питатель 2 подходит следующий ложемент 7, а каретка 4 также совершает перемещение на шаг, равный шагу продольных прутков, при помощи привода 23. Описанный
цикл -повторяется до тех пор, пока не наберется нужное число поперечных прутков на транспортере 1 и продольных прутков в каретке 4, которая к этому моменту займет крайнее положение, а полный набор поперечных прут- ков на одну сетку, набранный на тран- спортере, подойдет под каретку. Затем срабатывает толкатель 21, который через рычаг 22 воздействует на штырь 14 рамки 13, перемещая ее в обратном
направлении до совпадения щелей и прорезей обеих рамок. При этом весь набор продольных прутков выпадает в ложементы 9, занимая положение на поком. Так за соответствующее число шагов транспортера сваривается сетка При этом одновременно с процессом сварки одной сетки происходит формирование следующей сетки.
Предлагаемое изобретение обеспечивает полную автоматизацию процесса набора стержневых заготовок и сварки их в сетку с высокой производительностью.
Формула изобретения
1. Линия для сборки и сварки арматурных каркасов, выполненных из продольных и поперечных прутков, содержащая питатели для подачи прутков замкнутый транспортер с приводом шагового перемещения и ложементами для размещения продольных и поперечных прутков и сварочное устройство, о т- личающаяся тем, что, с целью повышения производительности, питатель продольных прутков снабжен
кареткой для предварительного набора комплекта прутков и их сброса, ло- жементы замкнутого транспортера выполнены в виде пластин с вырезами для фиксации прутков и снабжен токо- проводящими элементами, установленными в ложементах для поперечных прутков под каждым вьфезом.
2.Линия ПОП.1, отличаю- щ а я с я тем, что каретка для набора комплекта продольных прутков и их сброса выполнена в виде двух установленных с возможностью относительного перемещения рамок с прорезями fe днищах, выполненных с одинаковым шагом, рамка, обращенная к питателю, снабжена направляющими для размещения продольных прутков.
3.Линия ПОП.1, отлича ю- Щ а я с я тем, что транспортный механизм замкнутого транспортера выполнен в виде двух цепей, к звеньям которых прикреплены ложементы для продольных и поперечных прутков.
2В
24
Фиг/
20 18
Фиг. 2
Фиг.5
24
Фиг.В
Редактор С.Патрушева
Составитель Э.Ветрова Техред 3.Кадар
Заказ 2А58/10Тираж 975 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга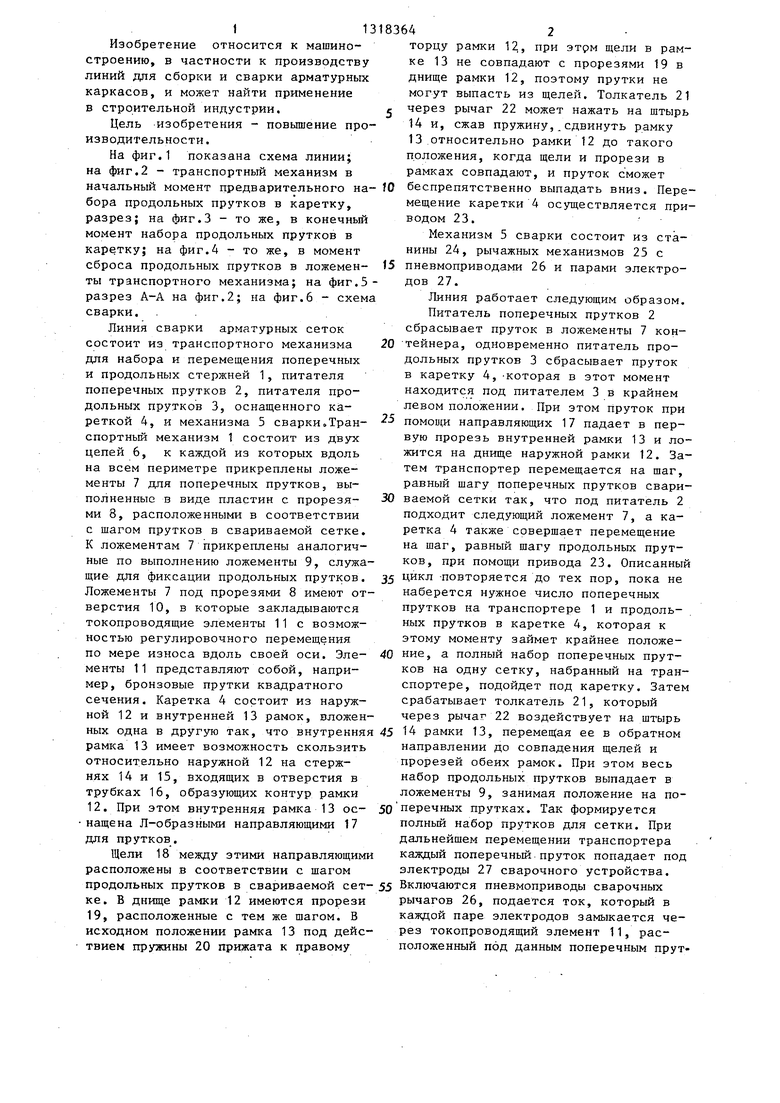
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Линия для сварки арматурных сеток | 1985 |
|
SU1326413A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
Изобретение относится к области машиностроения, в частности к производству линий для сборки и сварки арматурных каркасов и может найти применение в строительной индустрии. Целью изобретения является повышение производительности. Питатель поперечных прутков (П) сбрасывает П в ложементы 7. рдновременно питатель продольных П подает П в каретку. При помощи направляющих 1 7 падает в первую щель 18 рамки 13 и ложится на днище наружной рамки 12, затем транспортер перемещается на шаг, равный шагу поперечных П свариваемой сетки (С) так, что под питатель поперечных П подходит следующий -ложемент 7, а каретка также совершает перемещение на шаг, равный шагу продольных П. Такой цикл повторяется до тех пор, пока не найдется нужное число поперечных П на транспортере и продольных П в каретке и полный набор поперечных П подойдет под каретку. Затем срабатывает толкатель 21, который через рычаг 22 воздействует на штырь 14 рамки 13, перемещая ее до совпадения щели 18 рамки 13 и прорезей 19 рамки 12. При этом весь набор продольных П вып.адает и ложится в ложементы 9, занимая положение на поперечных П. При дальнейшем перемещении транспортера каждый поперечньй П попадает под электродь: и осуществляется .сварка. Так за соответствующее число шагов транспортера, равное количеству поперечных П, сваривается С. Одновременно с процессом сварки одной С происходит формирование следующей С. 2 з.п. ф-лы, 6 ил. § (Л Фиг.Ъ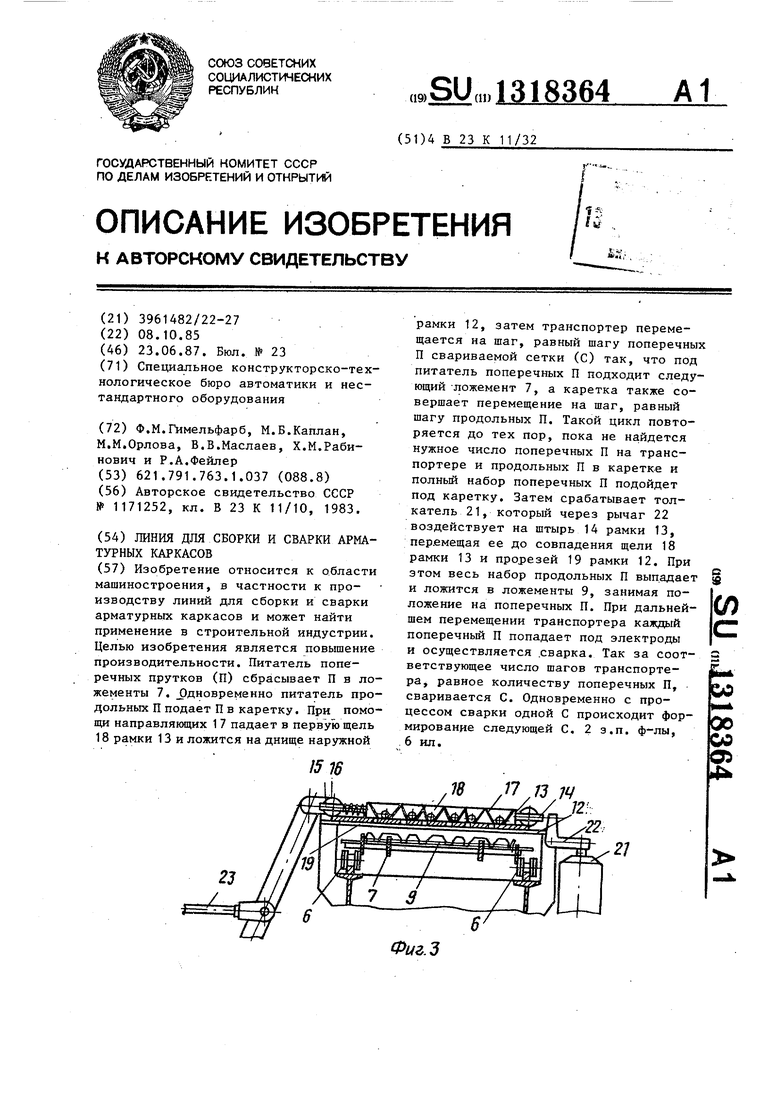
| Устройство для сборки и сварки закладных деталей | 1983 |
|
SU1171252A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
