I
Изобретение относится к машиностроению, в частности к производству устройств для сборки и сварки закладных деталей железобетонных конструкций.
Цель изобретения - повышение качества сварки за счет обеспечения стабильного усилия сжатия электродов, и упрощений конструкции при изготовлении изделий,со сварными соединениями, расположенными на различных уровнях. :
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - одно из звеньев подающего замкнутого транспортера при сварке на одном из свариваемых уровней} на фиг. 3 - то же при сварке на другом из свариваемых уровней;на фиг. 4 - вид А на фиг. 3
Устройство для сборки и сварки закладных деталей железобетонных конструкций содержит станину 1 с замкнутой направляющей 2, на которо установлены каретки 3 с опорными роликами 4. Каретки 3 соединены между собой шарнирными тягами 5, образуя подающий замкнутый транспортер. Привод шагового перемещения транспортера выполнен в виде смонтирован ного в нижней части направляющей 2 силового цилиндра 6, шток коюрого , взаимодействует непосредственно с каждой кареткой 3 либо через установленные на каретках упоры..Устройство имеет также бункеры 7 для загс товок закладных деталей: в одном бункере,пластины 8, в другом - продольные стержни 9 и в третьем - поперечные стержни 10. Бункер 11 служит для складьшаиия готовых закладных деталей. Сварочная машина 12 содержит верхние подвижные электроды 13 нижние неподвижные электроды 14.
Каждая каретка 3 имеет ложементы выполненные в виде пружин 15 и 16, причем последняя имеет поперечину 1 На пружину 16 укладывается пластина 8. На нее, поперечину 17 и пружину 15 укладьшают продольные стержни 9, а на последние в их конце - попереч ный стержень 10. Направляющая 2 в районе размещения сварочной машины 12 вьшолнена с четырьмя равновеликими гнездами 18 и 19, расстояние между которыми равно половине расстояния между осями опорных, роликов 4. Таким образом, расстояние между двумя одинаковыми гнездами соответ522
ствует.расстоянию между осями опорных роликов 4. .Глубина гнезд 19 больше глубины гнезд 18 на величину; разности отметок уровней сварки Б и
8или. разность между глубинами гнезд соответствует толщине пластины 8 закладной детали или разнице высот нижних электродов.
Сборку закладных деталей и их сварку осуществляют следующим образом.
Силовой цилиндр 6 осуществляет шаговое перемещение кареток 3, при этом в каждую каретку из бункеров 7 на пружины 15 и 16 и поперечины 17 последовательно укладываются пластины 8, продольные стержни 9 и поперечный стержень 10. Эти элементы из бункеров 7 подают под действием пружин. В момент прохождения каждой каретки 3 через пункт сварки, она своими роликами 4 фиксируется в гнездах 18, при этом опускаются верхние электроды 13, которые преодолевая сопротивление пружины 16, прижимают пластину 8 к нижним электродам 14, замыкая тем самым электрическую цепь и производя .контактную сварку пластины 8 с продольными стержнями
9S уровне сварки Б. Далее силовым цилиндром 6 каретка перемещается на следующую позицию и своими роликами входит в гнезда 19, глубина которых больше глубины гнезд 18 на толпщну пластины 8. Электроды 13 опускаются вниз, преодолевая сопротивление пружины 15, замыкают цепь, контактируя
с нижними электродами 14, и осуществляют сварку продольных стержней 9 с поперечным стержнем 10 в. уровне сварки В. При прохождении каретки 3 криволинейного участка направляющей
2 сваренные закладные детали, вы- падая из кареток, укладываются в бункер 11 для готовых изделий.
I
Выполнение устройства согласно
изобретению достаточно просто в конструктивном отношении, увеличивает его срок службы, поскольку при износе неподвижных электродов оно обеспечивает надежный контакт между заготовками и электродами. Кроме того, повышается качество сварки за счет выполнения ложементов в виде пружин, обеспечивающих свободный ход свариваемых заготовок в пределах упругих деформаций пружин, что обеспечивает стабильное усилие сжатия.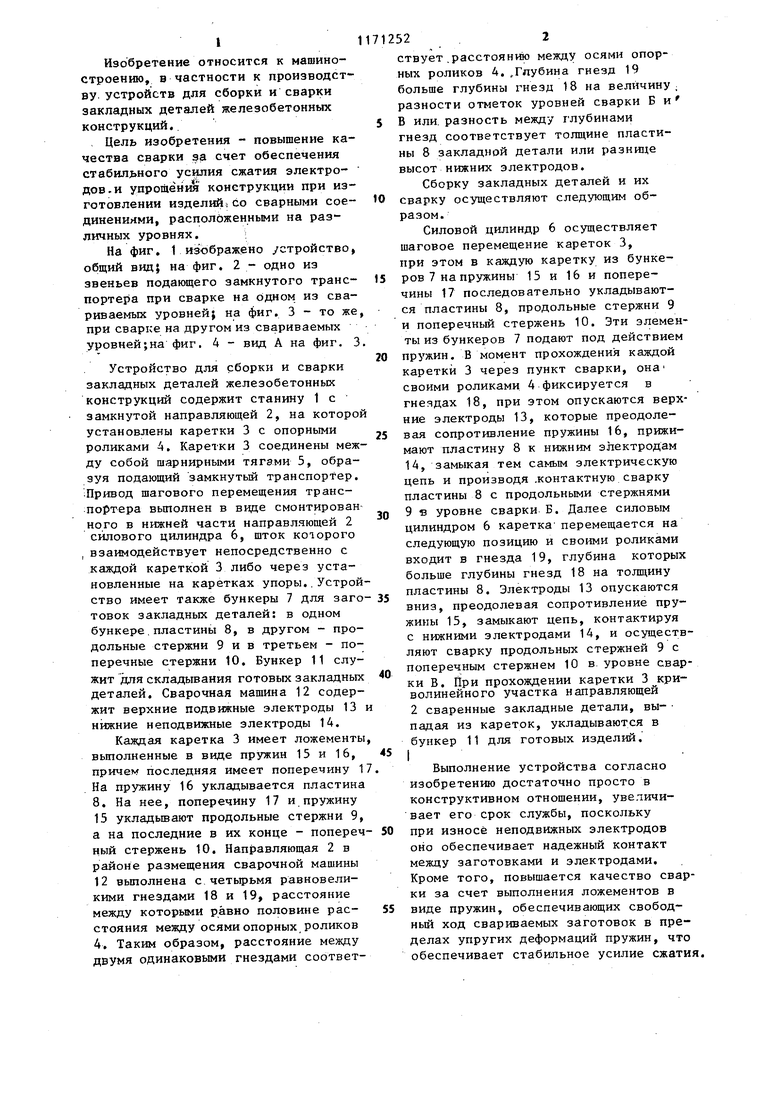
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Установка для сборки и сварки жеребеек | 1981 |
|
SU1027002A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Линия для сборки и сварки арматурных каркасов | 1985 |
|
SU1318364A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ЗАКЛАДНЫХ ДЕТАЛЕЙ железобетонных конструкций, содержащее станияу, установленньй на ней подающий замкнутый транспортер с приводом шагового перемещения и ложементами для размещения заготовки закладных дета,лей, сварочную машину с подвижными верхними и неподвижными нижними электродами и бункера для заготовок и готовых деталей, отличающееся тем, что, с целью повьппения качества сварки за счет обеспечения стабильного усилия сжатия электродов и упрощения конструкции . при изготовлении изделий со сварными соединениями, расположенными на различных уровнях, подающий замкнутый транспортер выполнен из шарнирно . соединенных между собой кареток с роликами, станина снабжена направ3 ляющей с разъемными по глубине гнездами под ролики кареток, чередующимися в направлении перемещения. фиг I
| Установка для сборки и сварки жеребеек | 1981 |
|
SU1027002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
