Изобретение относится к области машиностроения, в частности к созданию линий для изготовления арматурных каркасов, и может быть использовано в строительной индустрии.
Целью изобретения является расширение технологических возможностей линии путем обеспечения изготовления каркасов с переменным шагом поперечных прутков.
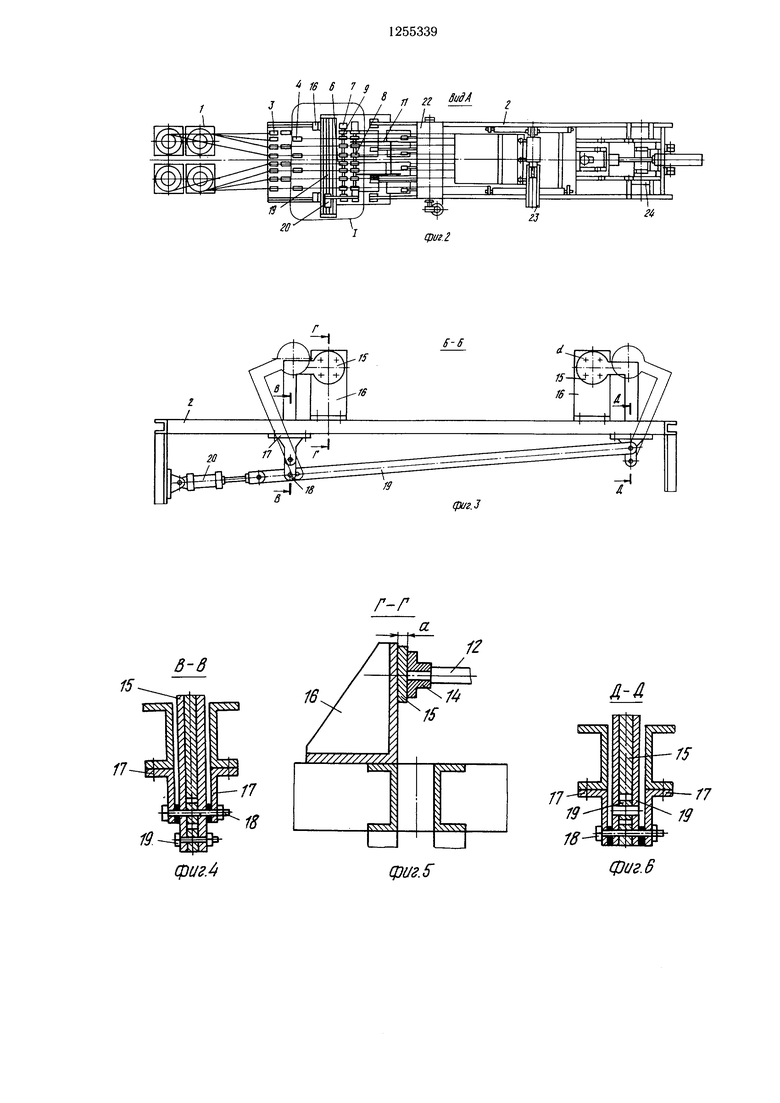
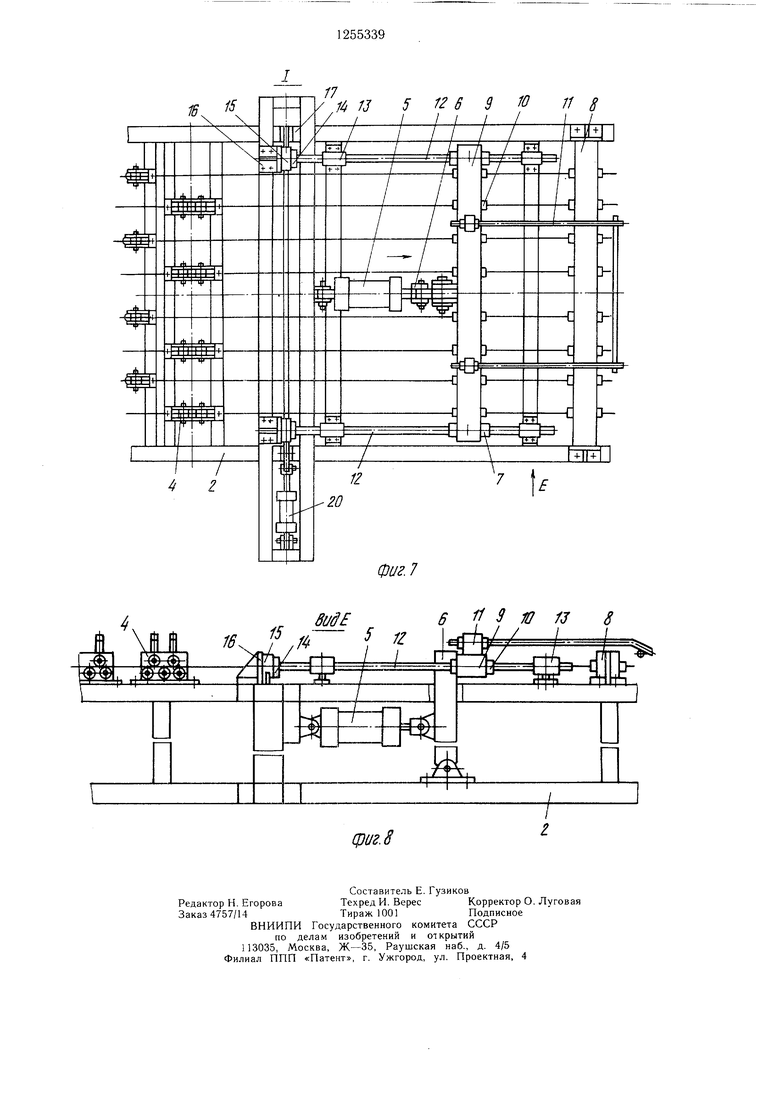
На фиг. 1 схематично изображена линия для изготовления арматурных каркасов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3; на фиг. 7 - узел I на фиг. 2; на фиг. 8 - вид Е на фиг. 7.
Изготовление арматурных каркасов с переменным шагом поперечных прутков осу- ш,ествляется посредством линии, содержащей бухтодержатели 1, с которых продольные прутки протягиваются через установ- ленные на станине 2 направляющие втулки 3, правильные приспособления 4, механизм протягивания продольных прутков, состоящий из силового пневмоцилиндра 5, рычага 6, подвижного 7 и неподвижного 8 цанговых устройств. Подвижное цанговое устройство имеет балку 9, на которой смонтированы цанги 10, досылочное устройство 11 и закреплены направляющие, имеющие штанги 12, скользящие в корпусах 13, закрепленных на станине 2. На конце штанг 12 смонтированы башмаки 14. Башмаки направляющих взаимодействуют с откидными рычагами 15 с дисками, которые в свою очередь взаимодействуют с упорами 16. Откидные рычаги с дисками 15 установлены на станине 2 посредством кронштейнов 17 и соединены с ними посредством осей 18. Откидные рычаги связаны между собой наклонной тягой 19. С одной из них тяга 19 соединена ниже ее оси 18 крепления к кронщтейну 17, а с другой - выше оси ее крепления к кронштейну. Свободный конец наклонной тяги соединен с силовым цилиндром 20, смонтированным на станине 2. На дисках щтанг имеются отверстия d для крепления дополнительных дисков различной толщины с целью получения сеток широкого диапазона по шагу. На станине 2 также смонтированы механизм 21 для подачи поперечных прутков (питатель), машина 22 для сварки поперечных и продольных прутков, механизм 23 для отрезки готового каркаса и транспортирующее арматурный каркас устройство 24.
Линия для изготовления арматурных каркасов работает следующим образом.
0 0 5
Продольные прутки сетки подаются с бух- тодержателей 1 через направляющие втулки 3 и правильные приспособления 4. Подача прутков на шаг производится механизмом подачи продольных прутков от силового пневмоцилиндра 5 через рычаг 6, балку 9 и цанги 10 подвижного цангового устройства 7. При этом штанги 12, закрепленные неподвижно в балке 9, передвигаясь в корпусах 13, отходят своими башмаками 14 от упоров 16. Цанги 10 и досылочное устройство 11, захватывая продольные прутки и поперечный пруток, предварительно уложенный из механизма 21 подачи поперечных прутков на продольные прутки, подают и досылают одновременно продольные прутки и уложенный на них поперечный пруток в пространство между электродами машины 22, где производится их сварка.
Далее при изготовлении последующего звена арматурной сетки, равного по размеру предыдущему шагу, подвижное цанговое устройство возвращается в свое первоначальное положение, т. е. башмаки 14 штанг 12 возвращаются на упоры 16. При этом продольные прутки стопорятся в неподвижном цанговом устройстве 8. При необходимости изготовления последующего звена сетки, отличного по размеру от шага предыдущего на величину а, башмаки 14 щтанг 12 возвращаются на диски откидных рычагов 15, толщиной, равной разнице а, предварительно выдвинутые на упоры 16.
Выдвижение дисков производится следующим образом. Срабатывает силовой цилиндр 20, который подает связанную с ним наклонную тягу 19. Наклонная тяга поворачивает откидные рычаги с дисками вокруг своих осей 18 крепления в кронштейнах 17. Откидные рычаги с дисками вдвигаются на упоры 16. При новой подаче продольных и поперечного прутков подвижным цанговым устройством 7 в пространство между электродами 25 и 26 машины для сварки сваривается очередное звено сетки с размером, меньшим на величину а, чем предыдущее звено.
Таким образом можно изготовить сетку с разными шагами между поперечными прутками в определенных местах по длине. Далее сетка поступает под механизм для отрезки готового каркаса, где от нее отрезаются каркасы определенной длины. Отрезанные каркасы поступают на транспортирующее каркасы устройство 24, с помощью которого они складируются.
Использование изобретения позволяет обеспечить изготовление арматурных каркасов с переменным шагом поперечных прутков.
16 S 7 f
-у-у/ и гг SudA I/
20
гз
2
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Устройство для гибки арматурных каркасов | 1980 |
|
SU935164A1 |
| Устройство для гибки пространственных арматурных каркасов | 1989 |
|
SU1675524A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для изготовления арматурных каркасов | 1982 |
|
SU1048092A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |

фиг.З
3-е
.vvv
16
фиг.4
//
Л-Л
ф1/г.5
фиг. 6
1В. S
/J 5 2 6 9 0 11 §
Z 7Il-iIД
фиг.7
JL fflffl
15
M
6 3 Ю f3 8
/ / / /
ф(/г.
Составитель E. Гузиков
Редактор Н. ЕгороваТехред И. ВересКорректор О. Луговая
Заказ 4757/14Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретеннй и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 1181823, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
