Известные механизмы для запирания форм машин литья под данлением с применением гидроцилиндрог. имеют ряд недостатков, а именно: недостаточное уснлие занирания, быстрый износ деталей.
Предложенный запираюн1ИЙ механизм не имеет указан1п-,х недостатков. Это достигается тем, что напраг ляюшие штанги в нем выполнены с резьбой и снабжены гайками-шестернями, взаимодействующими с ириводом для перемещения их но штангам синхронно с нлитой прн занирании форм1)1. Такая конструкн.ия повышает усилие заннрания.
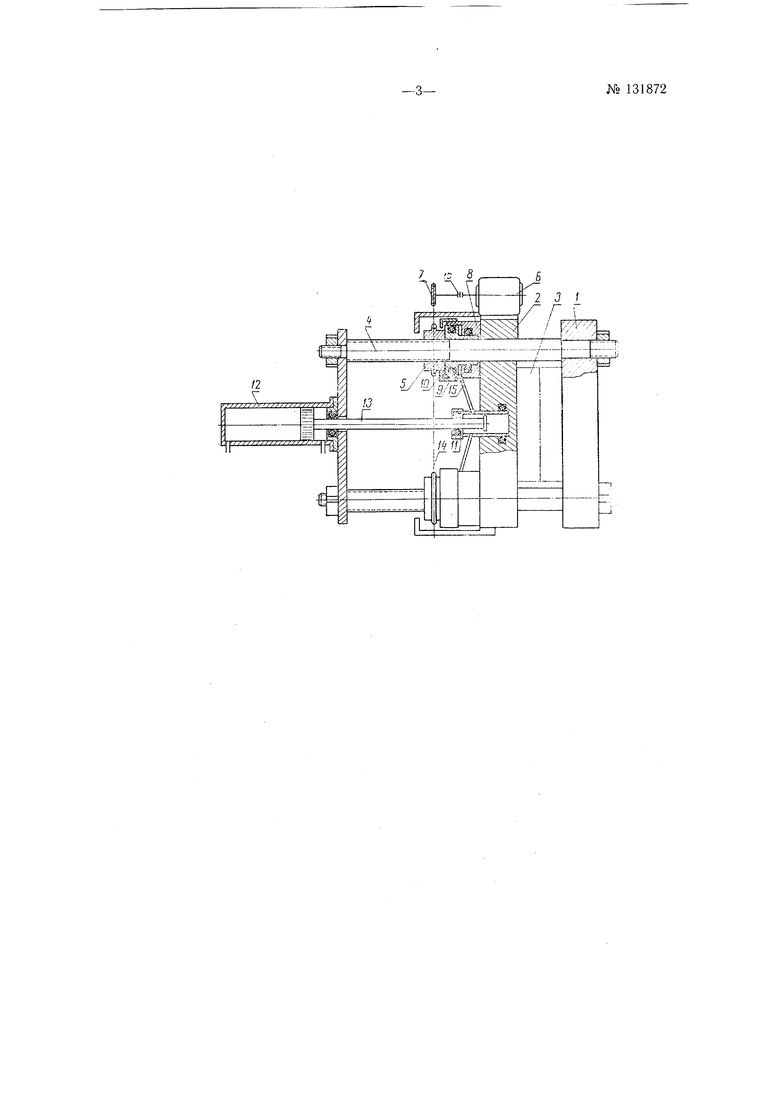
На чертеже схематически изображен занираюший механизм в 5азрезе.
Занирающий механиз.м состоит из неподвижной плиты / н подвижной илиты 2, на которых крепится иресс-форма 3, наиравляюи.,их штанг 4 с резьбой, подвижных запирающи.х гаек-шестерен 5, перемещающихся но .м 4 и приводимых во Бран1ение -электродвигателем 6 через шестерню 7. Ма каждой штанге 4 находится малый гидравлический цилиндр 8, нрикрен ченный к подвижно плите 2, с ко. 9. ограничиваюи1им ,ход поршня 10 в малом гидравлическом цилиндре 8. В механизме применен гидравлический цилиндр // мультип/ижатора-стднень высокого даилепия. Г авный цилиндр 12 для неремешения подвижной п/пггьу. lIlroK 13 служит одновременно нлунжером ступепи высокого давления. Цепь // при 5одит во врап1,екне шестерней 7 сразу все гайки- нестернп. Г. Трубки 15 соединяют цилиндры 8 v 11 .менаду собой. Г1ереме1,депие подвижной плиты для закрытия н раскрытия прессфор.м производится главным цилин.:1ром /: с помощью щтока 13. Сначала плита перемеп,аетея от малых ци.чипдров 8 относительно гаек-ше№ 131872-2-
стерен 5 до тех пор, пока кольцо 9 не упрется в поршень 10. После этого нлита 2 будет перемещаться уже самим штоком 13 до унора нодвижной полуформы о неподвижную. Одновременно с началом перемеш.ения плиты включается электродвигательб/с помощью которого гайки-шестерни 5 подаются вместе с плитой 2, причем гайки-шестерни перемещаются со скоростью, несколько превышающей скорость перемеидения плиты. Поэтому при леремещеиии плиты 2 торцы гаек-шестерен 5 соприкасаются с торцами поршней 10, .а фрикционная; муфта 16 обеспечивает проскальзывание вала двигателя относительно шестерни 7. Для перемещения плиты 2 требуется небольщое усилие и давление в главном цилиндре 12. При остановке плиты давление повышается, п это служит указателем для рочала обратного .хода штока 13. При этом снимается давление в малых гидравлических цилиндрах 8. Вал электродвигателя 6 продо;1 кает вращаться благодаря пробуксовке фрмкционно муфть 16. При 1с;;;ении давления в малых гидравлических цилиндрах 8 гайки-шестерии 5 подают поршни 10 к плите до упора. Когда буртик штока 13 упрется в цилиидр 11 мультплккатора, возрастает дав.пенпе в штоковой полости главного цилиндра 12. Это повышение дав.чения служит указате;1е.1 па отключение двигате.ля и шоричной подачи давления в поршиеву;о полость. В цилиндре // мультипликатора создается высокое давление под действием нпока 13. -При этом малые гидравлические цилиндры S, растягивая штанги -/, запирают пресс-форму с усилием, превышающим уси;1ие раскрытия пресс-формы во время прессования.
П р е д м е г и з о б р е т е и и я
Запирающий .механизм для форм .машии литья иод давлеиием,. с примеиеиием гидроцилиидров, о т л и ч а ю HI п и с я тем, что, с целью иовыщения усп;1ия запирания, направ.м.яюнше штаиги выполнены с резьбой и снабжены гайками-п1естериями, взаимодействуюи1,ими с приводом для пере.мсихепия их по п таигам синхронно с плитой при запирании формы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина литья под давлением | 1975 |
|
SU548367A1 |
| Машина литья под давлением | 1976 |
|
SU604623A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| Механизм запирания полуформ литьевой машины | 1974 |
|
SU960036A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
| Устройство для автоматической установки дистанционных трубок, артиллерийских, например зенитных, снарядов | 1941 |
|
SU65046A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU306021A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| Установка для формования фрикционных дисков сцепления | 1952 |
|
SU103884A1 |