цилиндра запирания, при этом машина снабжена траверсой, установленной на штангах, связывающих плиты-формодержатели, и стопорным механизмом, установленным на поршне цилиндра запирания, выполненным в виде поворотной крестообразной шайбы и взаимодействующим с траверсой.
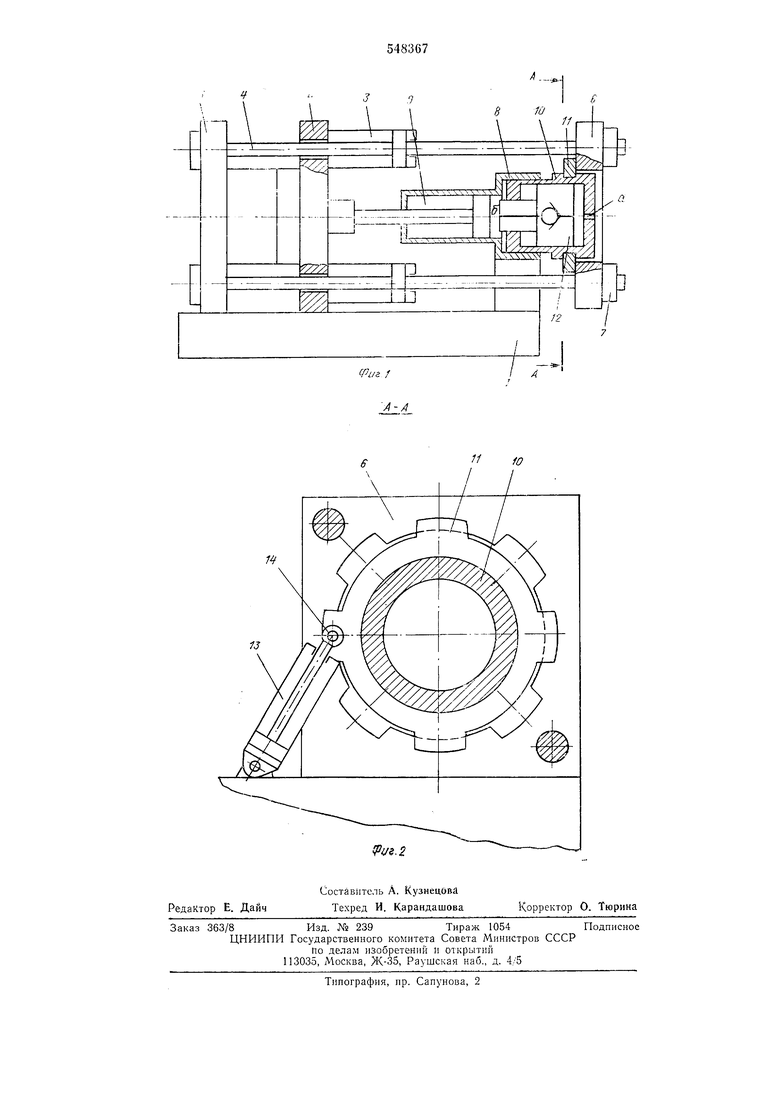
На фиг. 1 схематично изображена машина литья иод давлением; па фиг. 2 - разрез но А-А на фиг. 1.
Мшиииа содержит станину 1 с расположенной на пей неподвижной плитой-формодержателем 2, па которой закреплены цилиндры 3 сближения полуформ. Сквозь неподвижную нлиту-формодержатель 2 и цилиндры 3 сближения иолуформ пропущены л есткне штангн 4, па левом конце которых закренлена нодвижная илита-формодержатель 5, а на правом - траверса 6. Траверса может перемещаться относительно штанг с помощью регулировочных гаек 7.
На станине 1 ненодвижно укреплен цилиндр запирания 8, сл)жащий основанием для цилиндра прессования 9. В цилиндре занирания 8 расположен норшень 10 с укрепленным на нем стопорным механизмом, выполненным в виде поворотной крестообразной шайбы 11. Поршень 10 цилиндра заннрания 8 одновременно выполняет роль цилиндра мультипликатора 12.
Для привода новоротной крестообразной шайбы 11 служит качающийся гидроцнлиндр
13с ловителем 14.
Машина работает следующим образом.
Носле нодачи команды на занирание формы подвижная плнта-формодержатель 5 с помощью цилиндров 3 сближения нолуформ перемещается вправо до смыкания полуформ. Нри этом новоротная крестообразная щайба 11 поверпута таким образом, что ее выступы свободно пропускают траверсу 6 через пазы в крайнее правое ноложенне, причем ловитель
14гидроцилиндра 13 входит в зацепление с шайбой 11. Траверса б с помощью регулировочных гаек устанавливается относительно штанг 4 таким образом, что после смыкания полуформ шайба 11 с номощью гидроцилиндра 13 свободно поворачивается вокруг своей оси и ее выступы выводятся из зоны пазов траверсы, причем между траверсой 6 и шайбой 11 остается минимальный зазор, обеспечивающий свободный поворот последней.
После заливки сплава в стакан прессования, подается команда на запрессовку сплава.
Рабочая жидкость через подвод а поршня 10 цилиндра запирания и обратный клапан, встроенный в мультипликатор 12, поступает в
поршневую полость цилиндра прессования 9. Последовательно осуществляется сбор металла в стакане, быстрый впрыск и подпрессовка. Так как полость б является общей для цилиндров прессования 9 и заиираиия 8, то усилие запирания формы, передающееся на подвижпую плиту-формодержатель 5 через щтанги 4, траверсу 6 и стопорный механизм от норшня 10 цилиидра запирания, всегда будет пропорционально давлению в этой полости, и, следовательно, пропорционально давлению на металл в полости формы.
Таким образом, даже при динамическом подъеме давления в форме происходит проиорциональное увеличение усилия запирания
формы, что обеспечивает нераскрытие стыка
формы и предотвращает выброс металла из ее
разъема.
Наличие пропорциональной зависимости между усилиями запрессовки и запирания позволяет нагрул ать детали машин лишь до необходимой для нормальной работы величины, что увеличивает срок их службы и приводит к увеличению долговечности машины. Совмещение поршневых нолостей цилиндров нрессования и запирания позволяет упростить конструкцию машины, что приводит к значительному снижению трудоемкости при ее изготовлении, повышает ее эксплуатационную надежность. Обеспечение новозможности раскрытия стыка формы исключает появление больших кромочных нагрузок на отдельных элементах формы, что приводит к увеличению ее стойкости.
Формула нзобретення
Машина литья под давлением с гидравлическим механизмом запирания, содержащая станину, неподвижную и подвижную плиты-формодержатели, связапные штангами, цилиндры запирания и прессования с поршнями, мультипликатор и цилиндры сближения полуформ, отличающаяся тем, что, с целью упрощения конструкции, увеличения надежности в работе и срока службы машины, поршневые иолости цилиндров запирания и прессования совмещены, мультипликатор встроен в поршень цилиндра запирания, а машина снабжена траверсой, установленной на штангах, и стопорным механизмом, установленным на поршне цилиндра запирания и взаимодействующим с траверсой. 2. Машина по п. 1, отличающаяся тем,
что стопорный механизм выполнен в виде крестообразной шайбы, снабженной приводом ее поворота.
,7
w
1
t-Ll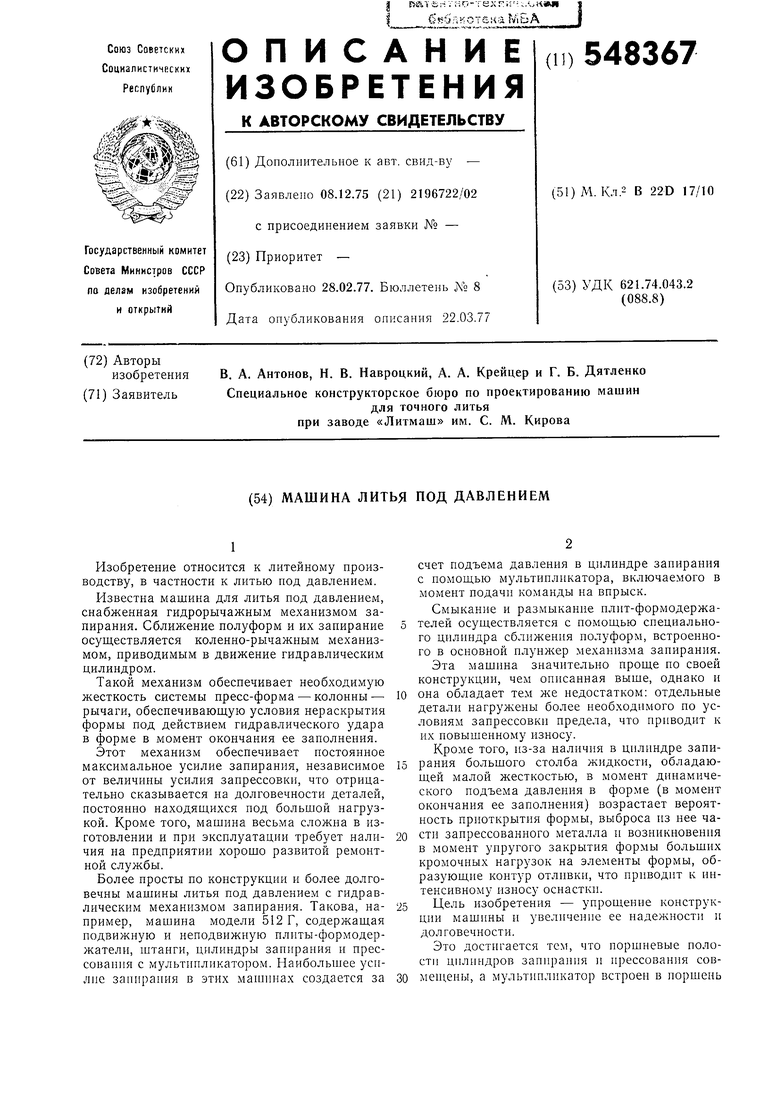
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина литья под давлением | 1976 |
|
SU604623A1 |
| Машина для литья под давлением | 1978 |
|
SU880622A1 |
| Машина для литья под давлением | 1978 |
|
SU749560A1 |
| Машина литья под давлением | 1979 |
|
SU831308A1 |
| Машина литья под давлением | 1982 |
|
SU1026943A1 |
| Машина для литья под давлением | 1977 |
|
SU622566A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Запирающий механизм для форм машин литья под давлением | 1959 |
|
SU131872A1 |
| ВСЕСОЮЗНАЯ:\\. Кл. В 22d 17,26УДК 62i.748.043.(088.8) | 1973 |
|
SU382463A1 |
| Механизм запирания пресс-форм для литья под давлением | 1977 |
|
SU648062A3 |