Изобретение относится к обработке металлов давлением и может быть использовано для изготрвления тонкостенных гильз из станкообразной заготовки.
Цель изобретения - повышение качества тонкостенных гильз.
Сущность изобретения заключается в том, что деформации подвергают заготоаку, отношение толщины для которой к ее диаметру h/Dcr - определяют из выражения h A
Ост VyU U
где fi- коэффициент вытяжки при раскатке стакана на стане-элонгаторе;
U - относительное обжатие стакана по диаметру в пережиме валков стана-элонга- тора;
А - числовой коэффициент, составляющий 0,2-0,26.
Изобретение осуществляют следующим образом. Нагретую стаканообразную заготовку, полученную пресс-валковой прошивкой, задают в калибр стана-элонгатора, образованный двумя валками и направляющими линейками. Отношение толщины дна заготовки к диаметру h/DCr определяют из выражения 1.
Затем стзканообразную заготовку задают прошитой частью в валки стана-элонгатора. При прошивке донной части стакана происходит резкое падение осевой скорости гильзы, уменьшается шаг винтовой линии и возрастает число циклов знакопеременной деформации, это увеличивает глубину осевой утяжки (воронки) на заднем торце стакана, предотвращающий образование складки на заднем конце гильзы.
В ходе сравнительных испытаний нагретую до 1240-1260°С стакаиообразную заготовку из стали 20 размером 436 х 109 мм раскатывали в гильзу размером 426 х 32 мм (D/S 13,3). При осуществлении предлагаемого способа вытяжку при раскатке высчитывали следующим образом:
ел
С
00
о
ю со
109
32
(436 - (426 -
-109)
32j
где SCT - толщина стенки стакана, мм;
Sr - толщина стенки гильзы, мм;
Dr - диаметр гильзы, мм. . Относительное обжатие по диаметру стакана в пережиме валков стана элонгато- ра определяли из выражения:
11 Рст -d 436 - 388 п .,
U--Рс7 436 Ul где d - диаметр формирующейся гильзы в пережиме валков элонгатора, мм.
Отношение толщины дна стаканообраз- ной заготовки к ее диаметру h/DCr определяли из выражения
(0.20 + Q.26) 3 2.83-0,11
0.47.
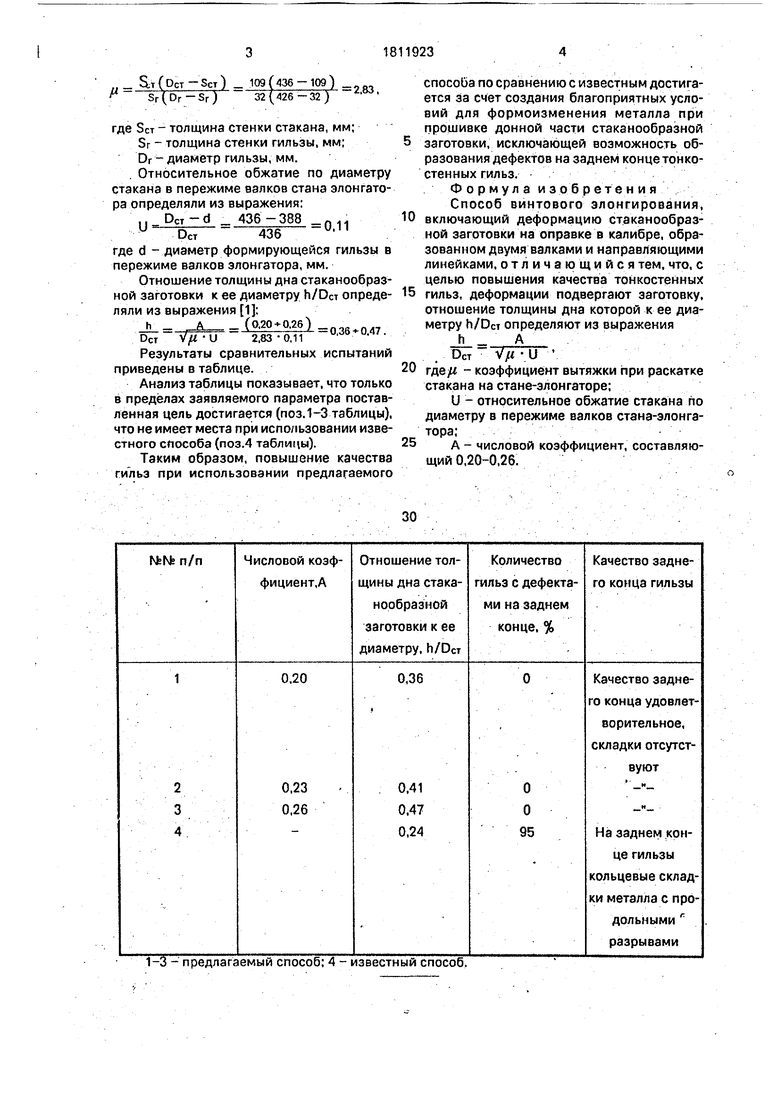
Результаты сравнительных испытаний приведены в таблице.
Анализ таблицы показывает, что только в пределах заявляемого параметра поставленная цель достигается (поз. 1-3 таблицы), что не имеет места при использовании известного способа (поз.4 таблицы).
Таким образом, повышение качества гильз при использовании предлагаемого
способа по сравнению с известным достигается за счет создания благоприятных условий для формоизменения металла при прошивке донной части стаканообразной 5 заготовки, исключающей возможность образования дефектов на заднем конце тонкостенных гильз.
Формула и зоб р ете н и я
Способ винтового элонгирования, 10 включающий деформацию стаканообразной заготовки на оправке в калибре, образованном двумя валками и направляющими линейками, отличающийся тем, что, с целью повышения качества тонкостенных 15 гильз, деформации подвергают заготовку, отношение толщины дна которой к ее диаметру h/Dcr определяют из выражения h A
Ост V/ -U
20 где/г - коэффициент вытяжки при раскатке стакана на стане-элонгаторе;
U - относительное обжатие стакана по диаметру в пережиме валков стана-элонга- тора;
А - числовой коэффициент, составляющий 0,20-0,26.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтового элонгирования | 1985 |
|
SU1319947A1 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| Валок для поперечно-винтовой прокатки | 1991 |
|
SU1796307A1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Способ винтовой прошивки | 2020 |
|
RU2741037C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
Использование: при производстве труб большого диаметра из нзпрерывнолитой заготовки на трубопрокатных установках, умеющих в своем составе стан пресс-валковой прошивки м элонгатор. Суть изобретения: при элонгировании на двухвалковом стане с линейками используют толстостенную стаканообразную заготовку, отношение толщины дна которой к ее диаметру определяют по математическому выражению, учитывающему коэффициент вытяжки и относительное обжатио в пережиме. 1 табл.
| Способ поперечно-винтового элонгирования | 1985 |
|
SU1319947A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| М.: Металлургия, 1972, с.261-290 | |||
| Друян В.М | |||
| и др | |||
| Производство стальных труб | |||
| М.: Металлургия, 1989, с.151-156. | |||
