Изобретение относится к обработке металла давлением, в частности, к профиле- гибочным станам, и может быть использовано при изготовлении гнутых профилей из тонколистовых штучных заготовок.
Целью изобретения является повышение надежности.
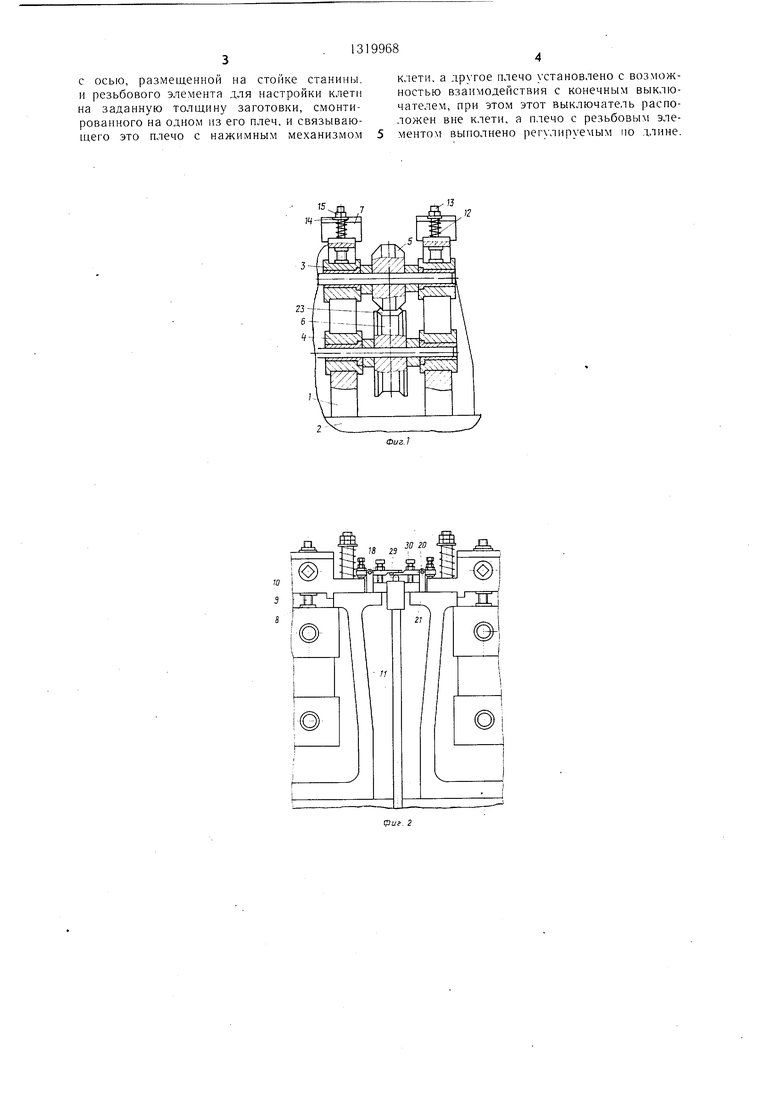
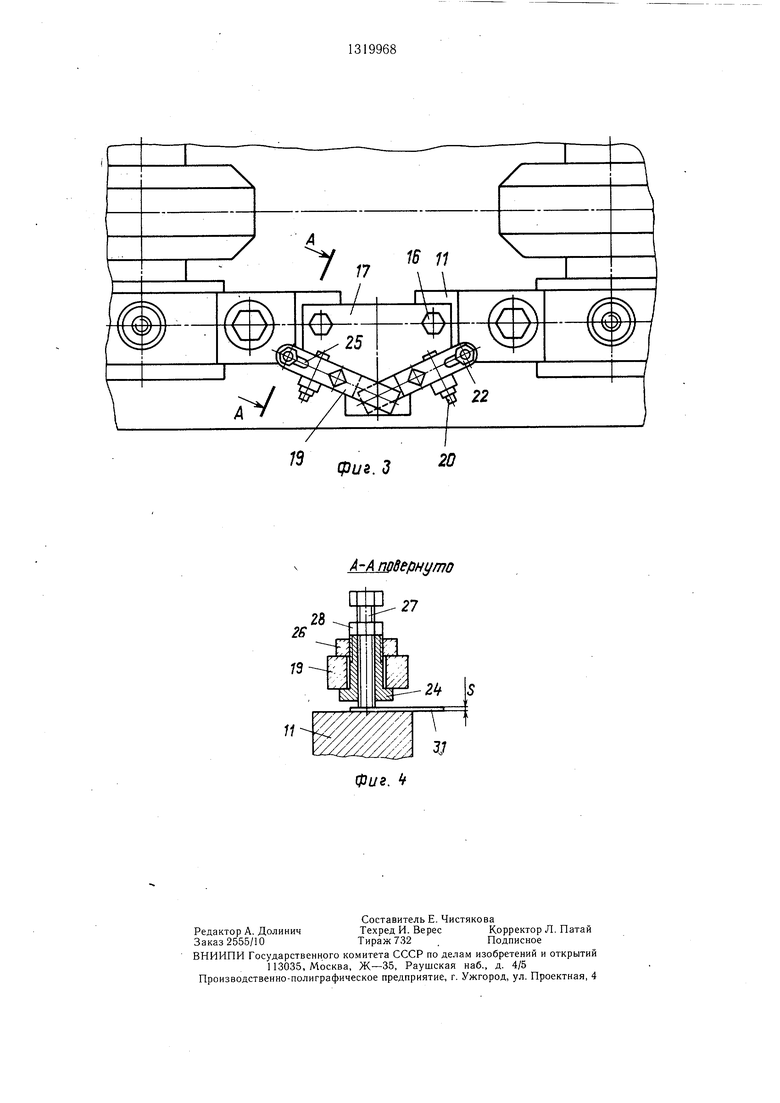
На фиг. 1 схематично изображена клеть профилегибочного стана, осевой разрез; на фиг. 2 - две соседние клети профилегибочного стана с установленным в прост ранстве между ними отключаюш,им механизмом, вид сбоку в мас1нтабе увеличения; на фиг. 3 - то же, вид в плане; на фиг. 4 - резьбовой элемент настройки, разрез А-А на фиг. 3.
Клеть профилегибочного стана содержит станину 1 клети, установленную на станине 2 стана, подушки 3 и 4, профилегибочные валки 5 и 6, нажимной механизм 7, которь й состоит из подпятников 8 нажимных винтов 9 и траверс 10, внутри которых смонтированы элементы регулирования нажимного механизма 7, который в свою очередь закреплен на корпусных стойках 11 станины 1 с помощью упругих элементов 12 (например, пружины сжатия или нолиуретановые амортизаторы), шпилек 13, шайб 14 и гаек 15. В пространстве между двумя соседними клетями профилегибочного стана болтами 16 жестко закреплен кронштейн 17 с установленным на нем отключающим механизмом 18 состояши.м из двуплечих рычагов 19, имеющих стационарную ось качания 20, смонтированную на стойке 21. На одном плече рычага установлен резьбовой элемент 22 настройки на толщину профилируемого металла штучной заготовки 23. Резьбовой элемент 22 состоит из резьбовой втулки 24, установленной в продольном пазу 25 рычага 19 с возможностью перемещения вдоль этого паза и крепления в этом пазу гайкой 26, регулировочного винта 27 с контргайкой 28. Двуплечий рычаг 19 плечом через резьбовой элемент 22 контактирует с траверсой 10 нажимного механизма 7, а другим плечом - с приводным элементом конечного выключателя 29. На плече, контактирующем с приводным элементом конечного выключателя 29, установлен ограничивающий винт 30, предохраняющий конечный выключатель 29 от поломки при большом перемещении амортизирующего нажимного механизма 7.
Настройку резьбового элемента 22 на толщину металла осуществляют с помощью щупов 31, толщиной 5, равной номинальной толщине профилируемого металла. Настраивают резьбовой элемент 22 вращением винта 27 или перемещением резьбовой втулки 24, вдоль паза 25. Зазор 5 выбирают таким образом, чтобы при подъеме траверс 10 на величину S происходило гарантированное отключение стана. Заклинивание происходит при набегании передним концом последующей заготовки на задний конец предыдущей.
5
0
5
0
5
0
5
0
5
Зазор в валках увеличивается .минимально, в две толщины металла, при этом, преодолевая сопротивление упрушх элементов 12, приподнимаются траверсь 10 на величину S или более, отключая привод ирофилегибоч- ного стана.
Зазор S позволяет не отключать про- филегибочный стан при отклонениях по толщине в плюсовую сторону, относительно небольщих по сравнению с номинально; толщиной металла.
В процессе работы давление профилируемого металла штучной заготовки 23 передается на валки 5 и 6 и через подушки 3 - нажимному механизму 7. При давлении металла штучной заготовки 23 на валки 5. превышающем давление деформации профилируемого металла, например, гри заклинивании штучных заготовок, упругие элементы 12 амортизируют и дают возможность верхним валкам 5 с подушками 3 и нажимному механизму 7 приподняться, снимая разрушающую нагрузку со слабых элементов, на высоту равную толщине профилируемого металла. При тонком .мета.:1ле этот подъем находится в зоне разброса точки срабатывания конечного выключателя 29. Траверса 10. приподнимаясь, воздействует через двуплечий рычаг 19 на приводной элемент конечного выключателя 29. При этом перемещение траверсы 10 передается на приводной элемент конечного выключателя 29, увеличенным пропорционально отношению плеч двуплечего рычага, которое регулируется перемещением втулки 26 резьбового элемента 22 вдоль паза 25 рычага 19. Если отношение плеч установлено 3 к 1, то перемещение траверсы 10, равное 0,8 мм, увеличится до 2,4 мм на приводном элементе конечного выключателя 26, что перекрывает зону разброса точки его срабатывания. Конечньп выключатель 29 срабатывает и отк;почает привод профилегибочного стана.
Данная клеть профилегибочного стана, в сравнении с прототипо.м, облегчает обслуживание клети и увеличивает надежность ее работы путем контролирования заклинивания тонколистовых штучных заготовок при подаче их в профилегибочный стан с небольшими интервалами, что важно при профилировании коротких заготовок. При отсутствии предохранительных устройств при профи.чировании. например коротких заготовок, может произойти застревание нескольких заготовок, удаление которых связано с разладкой профилегибочных станов, что снижает производительность труда.
Формула изобретения
Клеть профилегибочного стана по авт. св. № 837465, отличающаяся тем, что, с целью повышения надежности, устройство для предохранения рабочих валков от поломок выполнено в виде двуплечего рычага
с осью, размещенной на стоике станины, и резьбового элемента для настройки клети на заданную толщину заготовки, смонтированного на одном из его плеч, и связывающего это плечо с нажимным механизмом
клети, а другое плечо установлено с возможностью взаимодействия с конечным выключателем, при этом этот выключатель расположен вне клети, а плечо с резьбовым элементом выполнено регулируемым по длине.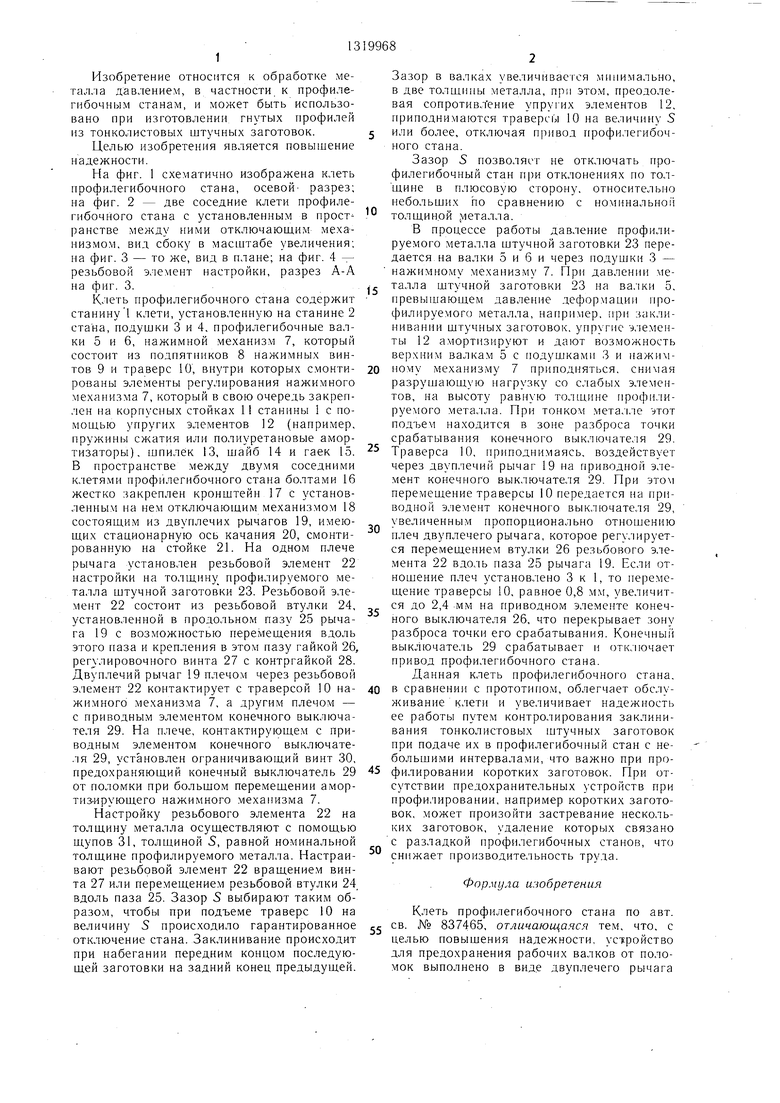
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть профилегибочного стана | 1977 |
|
SU837465A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Рабочая клеть профилегибочного стана | 1987 |
|
SU1590155A1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| ПРОФИЛЕГИБОЧНАЯ МАШИНА | 1998 |
|
RU2134173C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
Изобретение относится к обработке металлов давлением, в частности к профиле- гибочному производству. Целью изобретения является повышение надежности. Устройство для предохранения рабочих валков от поломок выполнено в виде двуплечего рычага, одно плечо которого снабжено резьбовым элементом для регулировки клети на толщину заготовки и связано с нажимным механизмом. Другое плечо установлено с возможностью взаимодействия с конечным выключателем. При заклинивании переднего конца набегаюш.их штучных заготовок и заднего конца убегающих заготовок происходит сосредоточение в ручье валков двух или более толщин металла, который валки не прокатывают. Перегрузку воспринимает амортизирующее устройство профилегибочного стана. 4 ил. со со со О5 00 NJ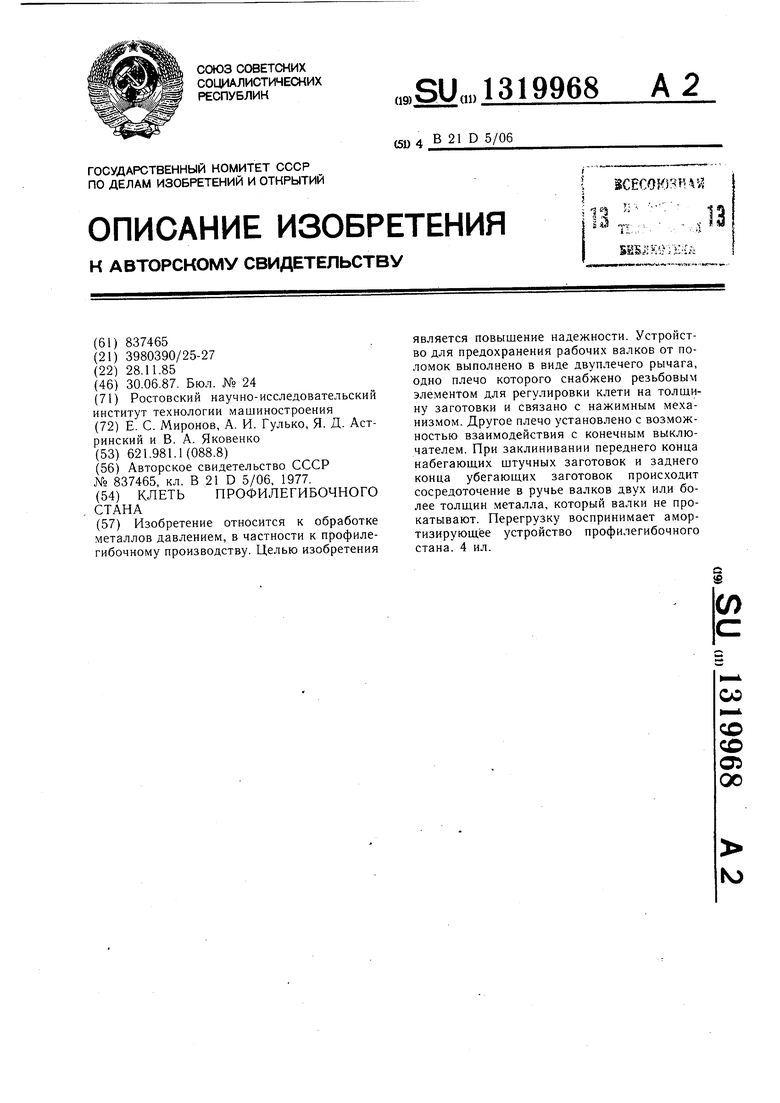
1413
cpus. 3
20
-.
n
Фиг.
| Клеть профилегибочного стана | 1977 |
|
SU837465A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
