Изобретение относится к обработке металлов давлением, в частности, к оборудованию для профилирования листовых заготовок в виде полос и лент.
Известна профилегибочная машина, содержащая раму с установленными на ней отдельными для каждой пары валков станинами, в окнах которых размещены подшипниковые узлы валков, и цепной привод вращения валков через закрепленные на их концах звездочках [1].
Недостатками известного устройства являются большие габариты, вес и трудоемкость изготовления из-за наличия отдельных станин для каждой пары валков. Кроме того, боковое размещение привода, а также расположение звездочек с цепями за пределами станин дополнительно увеличивают габариты машины по ширине.
Наиболее близкой по технической сущности является профилегибочная машина, содержащая станину в виде рамы и двух смонтированных на ней параллельных щек, пары верхних и нижних валков, состоящих из валов или осей, роликов и подшипниковых узлов, установленных в окнах щек, цепной привод, расположенный сбоку от станины и содержащий электродвигатель, редуктор и цепи, охватывающие звездочки каждой пары соседних нижних валков, а также винты для пожатия верхних валков к нижним [2].
Недостатками известного устройства являются большие габариты машины в продольном направлении из-за невозможности умеьншения расстояний между клетями, которые ограничены необходимой шириной подшипниковых опор и прочностью остающихся между окнами участками щек, и в поперечном направлении из-за бокового расположения привода, значительной толщины корпусов подшипниковых опор, необходимости размещения на валке двух звездочек. Кроме того, недостатками известной машины являются повышенная трудоемкость изготовления узлов подшипниковых опор, установки и демонтажа клетей, большой расход металла на изготовление щек, узлов подшипниковых опор, валов. Вследствие больших габаритов и повышенной металлоемкости машина имеет значительный вес. Поскольку привод на верхние валки отсутствует, то они вращаются только за счет сил трения, возникающих между ними и заготовкой. В случае отклонений размера по толщине листового металла возможно нестабильное перемещение заготовки между валками и снижение КПД машины.
Задача изобретения заключается в создании профилегибочной машины с меньшими габаритами и весом, более простой в изготовлении и эксплуатации.
Поставленная задача решается за счет того, что известная профилегибочная машина, содержащая станину в виде рамы и смонтированных на ней параллельных щек, установленные в щеках пары верхних и нижних валков, винты для поджатия каждого верхнего валка к нижнему, упругие элементы, размещенные между верхними и нижними валками, цепной привод с электродвигателем, редуктором и двумя приводными звездочками, расположенными соосно выходному валу редуктора и связанными с ним, закрепленные на валках рабочие звездочки, а также приемный стол и стол выдачи заготовок, расположенные, соответственно, в передней и задней частях машины, при этом каждый верхний и нижний валок состоит из несущего элемента, установленного на нем рабочего ролика с полостью и подшипниковых узлов, согласно изобретению, снабжена механизмом регулирования усилия натяжения цепей привода с натяжными звездочками, закрепленными на щеках в задней части машины, и дополнительными звездочками, установленными на щеках с возможностью взаимодействия с цепями привода, рабочие звездочки закреплены на рабочих роликах всех верхних и нижних валков, цепной привод выполнен с двумя цепями и размещен в передней части машины, причем одна его цепь охватывает рабочие звездочки рабочих роликов всех верхних валков, а вторая - рабочие звездочки рабочих роликов всех нижних валков, редуктор привода выполнен планетарным с соосным односторонним расположением входного и выходного валов, подшипниковые узлы каждого валка размещены в полости его рабочего ролика, а несущие элементы валков выполнены в виде осей, неподвижно закрепленных в щеках, при этом оси нижних валков выполнены с резьбовыми отверстиями, а каждый винт для поджатия верхнего валка к нижнему выполнен с буртиком и установлен своей резьбовой частью в соответствующем резьбовом отверстии оси нижнего валка с возможностью взаимодействия буртиком с осью верхнего валка.
Технический результат, получаемый от использования изобретения, заключается в создании малогабаритной, легкой и простой в изготовлении и эксплуатации профилегибочной машины, которая может легко перемещаться и устанавливаться в любом месте производственного помещения.
Указанный технический результат достигается тем, что вращение от привода с помощью цепей передается непосредственно на верхние и нижние рабочие ролики, а сам привод расположен в передней части машины, что существенно снижает габаритный размер по ширине.
Устройство профилегибочной машины показано на чертежах
фиг. 1 - общий вид (схематический) профилегибочной машины;
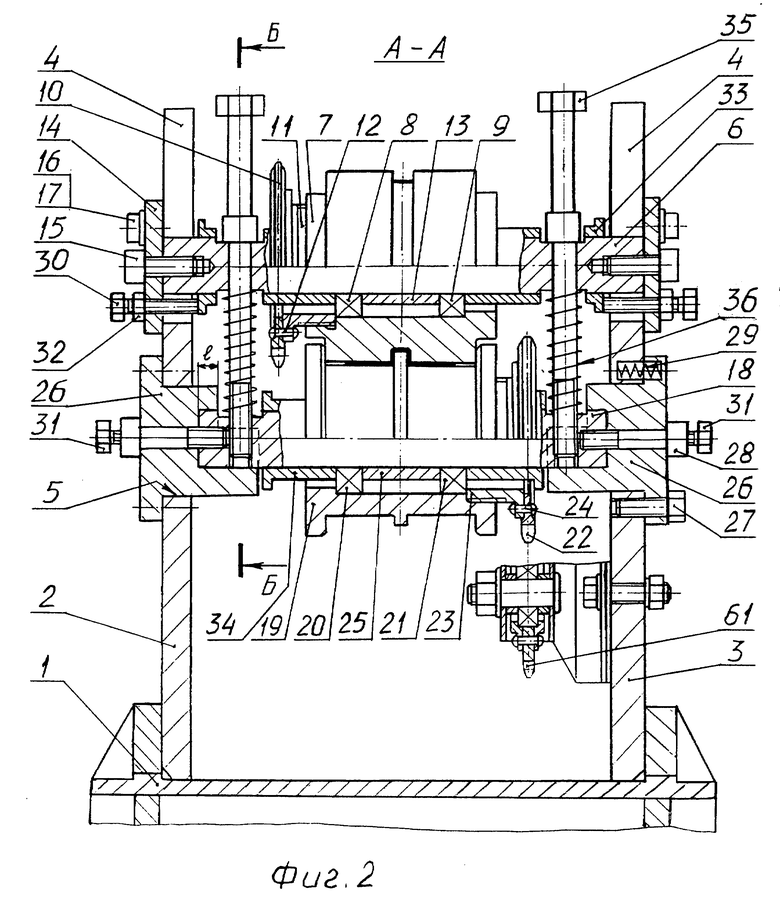
фиг. 2 - разрез А-А на фиг. 1;
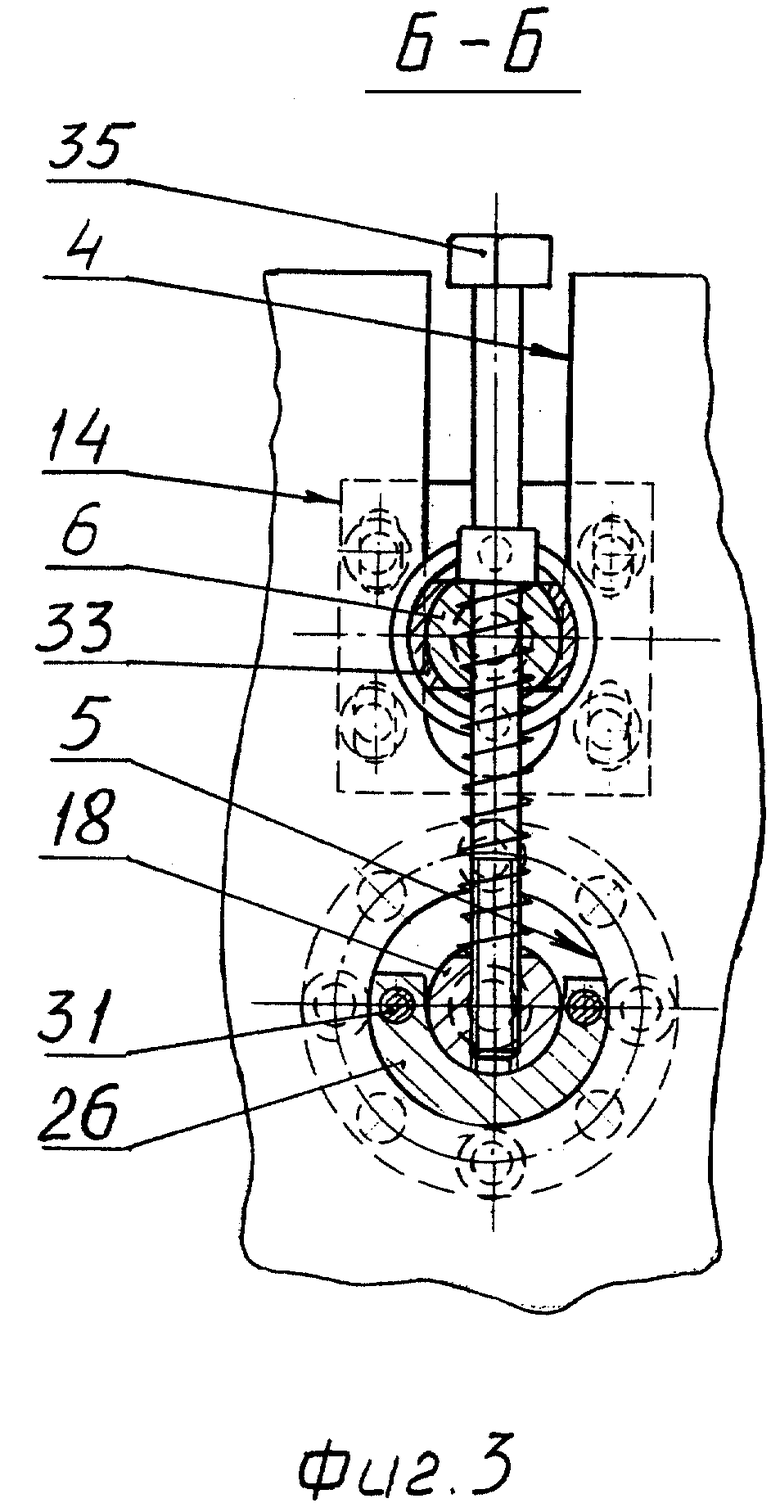
фиг. 3 - разрез Б-Б на фиг. 2;
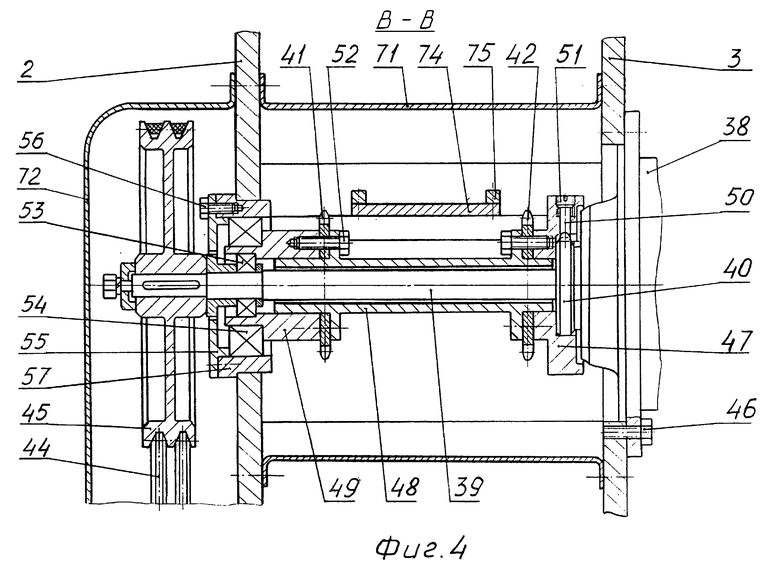
фиг. 4 - разрез В-В на фиг. 1.
Профилегибочная машина содержит станину, состоящую из сварного основания 1 и закрепленных на ней двух параллельных щек 2, 3, между которыми расположены рабочие клети машины. Каждая клеть содержит узел верхнего валка, размещенный в прорезях 4 щек 2, 3, и узел нижнего валка, размещенный в отверстиях 5 щек. Верхний валок состоит из оси 6, концы которой входят в прорези 4 с возможностью вертикального перемещения в них рабочего ролика 7, установленного на оси с возможностью вращения относительно нее на подшипниках 8, 9, рабочей звездочки 10, закрепленной на ролике 7 с помощью резьбового кольца 11 и заклепок 12. Расстояние между подшипниками 8, 9 фиксируется распорной втулкой 13. Для обеспечения неподвижности оси 6 относительно щек 2, 3 при работе валков имеются накладки 14, которые притягиваются к оси 6 с помощью винтов 15, а к щекам 2, 3 - с помощью винтов 16 и шайб 17. Отверстия в накладках 13, через которые проходят винты 16, выполнены овальными для обеспечения возможности вертикального перемещения накладок 13 вместе с осью 6 при регулировании расстояния между валками. Нижний валок состоит из оси 18, рабочего ролика 19, установленного на подшипниках 20, 21 рабочей звездочки 22, закрепленной на ролике 19 с помощью резьбового кольца 23 и заклепок 24. На оси 18 между подшипниками 20, 21 установлена распорная втулка 25. Концы оси 18 входят в глухие отверстия опор 26, установленных в отверстиях 5 щек. Для обеспечения удобства демонтажа клетей верхняя стенка глухого отверстия каждой опоры 26 выполнена короче нижней, а длина оси 18 составляет величину меньшую, чем расстояние между щеками 2, 3. Опоры 26 крепятся к щекам 2, 3 винтами 27. Крепление оси 18 к опорам 26 осуществляется винтами 28. Между фланцами опор 26 и щеками 2, 3 установлены пружины 29. Для регулирования положения роликов 7 и 19 в осевом направлении служат болты 30, 31 с контргайками 32, установленные в резьбовых отверстиях накладок 14 и опор 26, а также нажимные втулки 33, 34. Верхняя 6 и нижняя 18 оси валков соединены между собой винтами 35 для поджатия верхнего валка к нижнему, а также удобства установки и демонтажа клетей. Резьбовая часть каждого винта 35 взаимодействует с соответствующим резьбовым отверстием нижней оси 18, а буртик, имеющийся в центральной части винта, взаимодействует с соответствующей площадкой верхней оси 6. Между осями 6 и 18 установлены упругие элементы 36. Конструкция остальных клетей профилегибочной машины аналогична. Для повышения технологических возможностей машины в пространствах между клетями могут устанавливаться узлы боковых неприводных роликов (не показаны).
Привод профилегибочной машины в ее передней части. Основными частями привода являются электродвигатель 37, планетарный редуктор 38 с соосным односторонним расположением входного 39 и выходного 40 валов и две приводные звездочки 41, 42. Электродвигатель и редуктор связаны между собой клиноременой передачей, включающей в себя ведущий шкив 43, установленный на валу электродвигателя 37, ремни 44 и ведомый шкив 45, закрепленный на входном валу редуктора 38. В редуктор 38 встроена муфта (не показана), позволяющая размыкать кинематическую связь между входным 39 и выходным 40 валами и останавливать выходной вал при вращающемся входном. Электродвигатель 37 установлен в передней части основания 1 с возможностью вертикального перемещения для регулирования усилия натяжения ремней 44. Планетарный редуктор 38 закреплен болтами 46 на щеке 3. Конец выходного вала 40 выполнен в виде зубчатого венца, с которым жестко связаны установленные соосно с ним приводные звездочки 41, 42. Связь звездочек 41, 42 с выходным валом 40 осуществляется с помощью кольца 47, трубы 48 и втулки 49. Кольцо 47 соединено с зубчатым венцом выходного вала 40 посредством фиксаторов 50, нижняя клиновая часть которых входит в впадину между зубьями венца, а на верхнюю воздействует гайка 51. Приводные звездочки 41, 42 установлены соответственно между втулкой 49, трубой 48 и кольцом 47 и закреплены стягивающими эти детали болтами 52. В щеке 2 расположен подшипниковый узел с установленными соосно подшипниками 53, 54, которые обеспечивают независимое вращение с различными угловыми скоростями входного вала 39 и узла приводных звездочек. Подшипниковый узел закрыт крышкой 55, закрепленной болтами 56 в кольце 57, установленном в щеке 2. Звездочки 41, 42 взаимодействуют с цепями 58, 59 привода, передающими вращение на рабочие звездочки 10, 22. При этом цепь 58 охватывает рабочие звездочки 10 сверху, а цепь 59 охватывает рабочие звездочки 22 снизу.
В профилегибочной машине предусмотрены также дополнительные звездочки 60, 61, установленные соответственно на щеках 2, 3 с возможностью взаимодействия с цепями 58, 59 и предназначенные для увеличения угла охвата цепями рабочих звездочек 10, 22. Изменение направления перемещения цепей 58, 59 обеспечивают вспомогательные звездочки 62, 63, установленные в нижней части пространства между щеками. В задней части щек установлен механизм для регулирования усилия натяжения цепей 58, 59 с натяжными звездочками 64, 65, которые смонтированы в проушинах винтов 66, установленных с возможностью горизонтального перемещения в отверстиях неподвижной поперечины 67. Для перемещения и фиксации винта 66 относительно поперечины 67 служат гайка 68 и контргайка 69. Для предотвращения поворота винта 66 его проушина установлена в направляющих 70. Натяжные звездочки 64, 65 служат также и для изменения направления перемещения цепей 58, 59. Для обеспечения безопасности работы узел приводных звездочек закрыт кожухом 71, а клиноременная передача - кожухом 72.
Точная подача листовой звездочки 73 в первую клеть машины обеспечивается приемным столом 74 с направляющими 75. Приемный стол 74 проходит в прорези кожуха 71 и закрепляется на передней части щек 2, 3. Для приема готовых изделий в задней части машины установлен стол выдачи 76. Машина не требует фундамента и устанавливатся на полу с помощью четырех регулируемых опор 77, резьбовые части которых входят в соответствующие гнезда основания 1 и фиксируются контргайками 78. При необходимости транспортировки машины используются установленные в нижней части основания 1 колеса 79, которые при эксплуатации машины находятся выше уровня пола.
Машина работает следующим образом. При включенных электродвигателе 37 и встроенной в редуктор 38 муфте вращение от электродвигателя 37 передается через клиноременную передачу, входной 39 и выходной 40 валы редуктора на узел приводных звездочек 41, 42. С помощью цепей 58, 59 привода движение передается на рабочие звездочки 10, 22 верхних и нижних роликов 7, 19, которые вращаются навстречу друг другу с одинаковыми угловыми скоростями. Листовую заготовку 73 в виде полосы или ленты укладывают на приемлемый стол 74 и подают в первую клеть машины, где заготовка захватывается рабочими роликами. По мере прохождения заготовки через клети машины она приобретает требуемую форму. Готовый профиль поступает на стол выдачи 76 и удаляется. При ослаблении в процессе эксплуатации цепей 58, 59 привода усилие их натяжения восстанавливают перемещением винтов 66 со звездочками 64, 55 в направлении от центра машины. Для этого ослабляют контргайку 69 и навинчивают гайку 68 на винт 66 до восстановления необходимого натяжения цепи. Контргайкой 69 фиксируют положение натяжной звездочки в необходимом положении. Необходимое расстояние между валками и усилие поджатия рабочих роликов 7, 19 регулируют вращением винтов 35.
Демонтаж любой клети выполняют следующим образом. Вывинчивают винты 15, соединяющие ось 6 верхнего вала с накладками 14, и ослабляют винты 16. Затем на величину l вывинчивают винты 27. Под действием пружин 29 опоры 26 выдвигаются из щек 2, 3. Цепь 58 снимают со звездочек, которые она охватывает, и отводят в сторону. Клеть извлекают из пространства между щеками 2, 3. Упругие элементы 36 разжимают валки клети, предотвращая соударение рабочих поверхностей роликов 7, 19. Установку клети в машину производят в обратной последовательности. Удобство и быстрота замены клетей особенно важна при большой номенклатуре профилируемых изделий, изготавливаемых на машине. Возможность одновременной замены клети в сборе позволяет быстро перейти от выпуска одного вида профиля к другому.
Регулировку осевого положения рабочих роликов 7, 19 осуществляют с помощью болтов 30 или 31, которые с одной стороны валка отпускают, а с другой - ввинчивают, воздействуя ими на нажимную втулку 33 или 34. Нажимная втулка перемещает подшипники 8, 9 или 20, 21 и вместе с ними соответствующий рабочий ролик. После регулировки необходимое положение рабочего ролика фиксируют контргайками 22.
При необходимости транспортировки машины ослабляют контргайки 78, вращением опор 77 их перемещают по резьбе вверх. При этом машина опускается до тех пор, пока колеса 79 не коснутся пола. Резьбовые опоры 77 фиксируют в новом, поднятом положении, и машину перемещают на колесах 79 в необходимое место. Затем машину вновь устанавливают на опоры 77, обеспечивая горизонтальное расположение осей валков и оси формируемого профиля. После фиксации опор 77 в необходимом положении и включения электродвигателя 37 в сеть машина готова к работе.
Использование предложенной машины при производстве легких прочных и жестких профилей, широко используемых в автомобильной и авиационной промышленности, строительстве, при производстве товаров бытового назначения и в других отраслях, позволит существенно сократить занимаемые оборудованием производственные площади, снизить материалоемкость и энергоемкость применяемого оборудования, уменьшить затраты на его монтаж, транспортировку и переналадку на другие виды изделий.
Источники информации:
1. Европейский патент Ер N 0005060, кл. B 21 D 5/08, 1980.
2. Патент Российской Федерации N 2029645, кл. B 21 D 5/06, 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ ЛИСТОВЫХ МАТЕРИАЛОВ НА КРУЧЕНИЕ В ПЛОСКОСТИ ЛИСТА | 2001 |
|
RU2202777C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2267374C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
Изобретение может быть использовано для изготовления профилей из листового металла. Рабочие клети профилегибочной машины смонтированы между двумя параллельными щеками, закрепленными на основании, и состоят из верхних и нижних валков. Привод машины включает в себя электродвигатель, редуктор, связанный с электродвигателем клиноременной передачей, приводные звездочки и цепи, одна из которых вращает рабочие ролики верхних валков, а другая - нижних. Оси верхних и нижних валков выполнены неподвижными. Машина снабжена устройством для регулирования усилия натяжения цепей и дополнительными звездочками, которые, взаимодействуя с цепями привода, увеличивают угол охвата цепью звездочек рабочих роликов. Технический результат заключается в снижении габаритов и веса машины и упрощении ее изготовления и эксплуатации. 4 ил.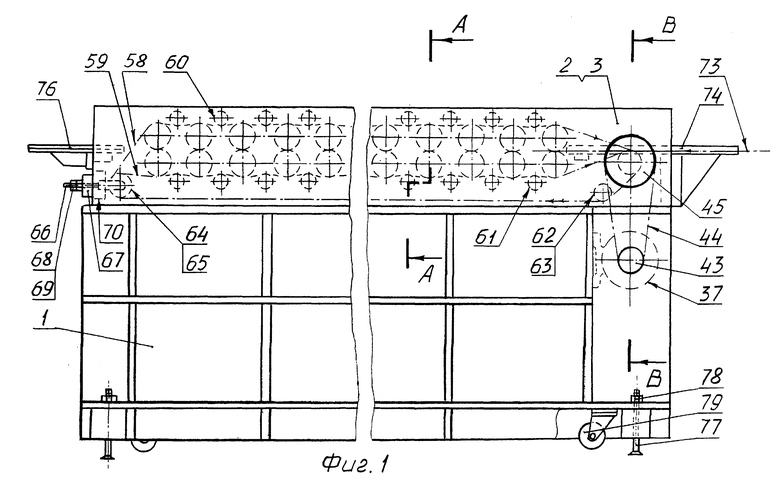
Профилегибочная машина, содержащая станину в виде рамы и смонтированных на ней параллельных щек, установленные в щеках пары верхних и нижних валков, винты для поджатия каждого верхнего валка к нижнему, упругие элементы, размещенные между верхними и нижними валками, цепной привод с электродвигателем, редуктором и двумя приводными звездочками, расположенными соосно выходному валу редуктора и связанными с ним, закрепленные на валках рабочие звездочки, а также приемный стол и стол выдачи заготовок, расположенные соответственно в передней и задней частях машины, при этом каждый верхний и нижний валок состоит из несущего элемента, установленного на нем рабочего ролика с полостью и подшипниковых узлов, отличающаяся тем, что она снабжена механизмом регулирования усилия натяжения цепей привода с натяжными звездочками, закрепленным на щеках в задней части машины, и дополнительными звездочками, установленными на щеках с возможностью взаимодействия с цепями привода, рабочие звездочки закреплены на рабочих роликах всех верхних и нижних валков, цепной привод выполнен с двумя цепями и размещен в передней части машины, причем одна его цепь охватывает рабочие звездочки рабочих роликов всех верхних валков, а вторая - рабочие звездочки рабочих роликов всех нижних валков, редуктор привода выполнен планетарным с соосным односторонним расположением входного и выходного валов, подшипниковые узлы каждого валка размещены в полости его рабочего ролика, а несущие элементы валков выполнены в виде осей, неподвижно закрепленных в щеках, при этом оси нижних валков выполнены с резьбовыми отверстиями, а каждый винт для поджатия верхнего валка к нижнему выполнен с буртиком и установлен своей резьбовой частью в соответствующем резьбовом отверстии оси нижнего валка с возможностью взаимодействия буртиком с осью верхнего валка.
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1994 |
|
RU2071851C1 |
| Профилегибочный стан | 1984 |
|
SU1172627A1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| US 4176539 A, 04.12.79 | |||
| DE 3836286 A1, 26.04.90 | |||
| DE 4402011 A1, 05.10.95 | |||
| УСТРОЙСТВО для ФОРМОВАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК к ДЕЛИТЕЛЬНО-ЗАКАТОЧНЫМ БАРАНОЧНЫМ МАШИНАМ | 0 |
|
SU247886A1 |
