1
Изобретение относится к способам нагрева металла перед обработкой давлением и может быть использовано в металлургической и других отраслях промышленности.
Целью изобретения является увеличение выхода годного.
Сущность изобретения заключается в том, что слитки на поду размещают вертикально с заданным перекрытием боковых граней по всей высоте слитка, при этом их устанавливают попарно контактирующими узкой и широкой гранями, причем узкая грань одного слитка перекрывает 0,25-0,3 площади щирокой грани другого слитка.
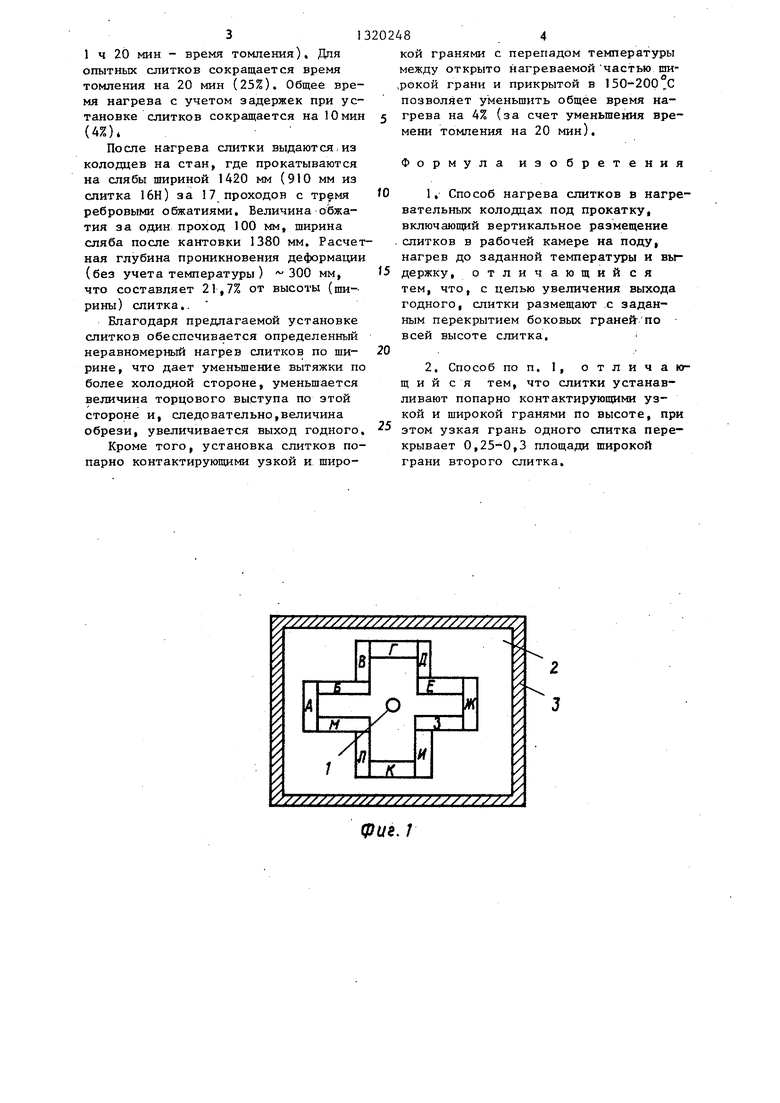
На фиг.1 и 2 показаны примеры ус- ановки слитков в рабочем пространстве нагревательного колодца.
На фиг.1 и 2 показаны гЬрелка 1, рабочее пространство 2, боковые стенки 3 нагревательного колодца; слитки А,Б,В,Г,Д,Е,Ж,3,И,К,Л,М.
В зависимости от типа слитка и его размеров в нагревательных колодцах с центральной горелкой обычно размещается от 6 до 12 слитков. При этом устанавливаемые слитки могут образовывать одну (А-Б) или множество пар (А-Б, Б-В, В-Г, Г-Д, Д-Е, Е-Ж, Ж-3, 3-Й, И-К, К-Л, Л-М, М-А).
Нагрев слитков по предлагаемому способу производится следующим образом.
Клещевой кран берет слитки таким образом, чтобы прибыльная часть при установке в рабочее пространство нагревательного колодца была внизу (при необходимости слиток кантуется Установку слитков ведут по схеме, приведенной на фиг. 1 или 2, Величина перекрытия (0,25-0,3) щирокой грани одного слитка другим продиктована условиями деформации слитка при прокатке и образования торцовых выступов. Глубина проникновения пластической деформации сжатия (Нд ) в центральные слои слитка среднеугле- родистой стали составляет примерно 25% суммарного обжатия. Из расчетного соотнощения Нд5 в одном проходе примерно равно т.рехкратной величине обжатия на этот же проход. При прокатке в универсальной клети производится один или три ребровых прохода с величиной обжатия, зависящей от требуемой ширинь сляба. При этом глубина проникновения деформации
202482
составляет 0,25-0,3 высоты сечения слитка. В этой зоне за счет больщей вытяжки интенсивно образуются торцовые выступы. Поэтому площадь пере- 5 крытия принята пропорциональной указанной величине.
После установки всех слитков крьпп- ку коло дца закрывают и выводят температуру н агрева на контрольную от- 0 метку. Затем слитки выдерживают при заданной температуре. В результате уменьшения теплового потока к закрытой одним слитком части другого слитка (0,25-0,3 площади его широкой граf5
ниJ эта часть слитка нагревается в
25
30
меньшей степени (150-200°С). При прокатке менее нагретая часть дает меньшую вытяжку. Спедует отметить, чтб при расположении слитков, показан 0 ном на фиг. 1 , у части слитков нагревается меньше узкая грань, прикрывающая широкую грань другого слитка. Вследствие того, что отпадает необходимость выравнивания температуры (ПО всей массе слитка, время томления, а следовательно, и общая продолжительность нагрева могут быть сокращены на 10-25 и 3-6% соответственно. В результате производительность коло ;вдев увеличивается, а удельный расход топлива уменьшается по сравнению с известным способом.
Пример. В качестве опытных были взяты слитки типа 22А кипящей
35 стали массой 18,5 т, размерами
755 11600
860 Тб80
16 Н массой 17,0 т, размерами
40 764(786) 1177 „,
.83Т1240 . Температура посада слитков 870 С. Слитки устанавливаются широкой частью вверх по 6 штук в ячейку. При этом одна па45 ра слитков установлена с перекрытием .узкой гранью одного слитка 0,25- 0,3 площади широкой грани другого слитка, другая пара - по известному способу и тр€;тья пара с различной
50 степенью перекрытия: 0,15-0,2; 0,2- 0,25; 0,3-0,35; 0,35-0,40 в каждой серии нагреваемых слитков для определения оптимальной степени перекрытия ..
55 По известному способу для слитков с указанной температурой посада время нагрева составляет 4 ч (2ч40гдан- выход на температуру томления и
2245 мм и слитки типа
1 ч 20 мин - время томления). Для опытных слитков сокращается время томления на 20 мин (25%). Общее время нагрева с учетом задержек при установке слитков сокращается на 10 мин (4%)
После нагрева слитки выдаются,из колодцев на стан, где прокатываются на слябы шириной 1420 мм (910 мм из слитка 16Н) за 17 проходов с тремя ребровыми обжатиями. Величина обжатия за один проход 100 мм, ширина сляба после кантовки 1380 мм. Расчетная глубина проникновения деформации (без учета температуры ) 300 мм, что составляет 21,7% от высоты (ши-- рины) слитка..
Благодаря предлагаемой установке слитков обеспечивается определенный неравномерньй нагрев слитков по ширине, что дает уменьшение вытяжки по более холодной стороне, уменьшается величина торцового выступа по этой стороне и, следовательно,величина обрези, увеличивается выход годного.
Кроме того, установка слитков попарно контактирующими узкой и широ
2484
кой гранями с перепадом температуры между открыто нагреваемой частью ши- ,рокой грани и прикрытой в 150-200 ,С позволяет уменьшить общее время нагрева на 4% (за счет уменьшения времени томления на 20 мин).
Формула изобретения
1,Способ нагрева слитков в нагревательных колодцах под прокатку, включающий вертикальное размещение слитков в рабочей камере на поду, нагрев до заданной температуры и выдержку, отличающийся тем, что, с целью увеличения выхода годного, слитки размещают .с заданным перекрытием боковых граней- по всей высоте слитка,
2.Способ по п. 1, отличающий с я тем, что слитки устанавливают попарно контактирующими узкой и широкой гранями по высоте, при этом узкая грань одного слитка перекрывает 0,25-0,3 площади широкой грани второго слитка.
2
(руг. /
Редактор И.Рыбченко
Составитель В.Бербенев Техред А.Кравчук
Заказ 2614/24
Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,, , Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
fpUB. 2
Корректор С.Шекмар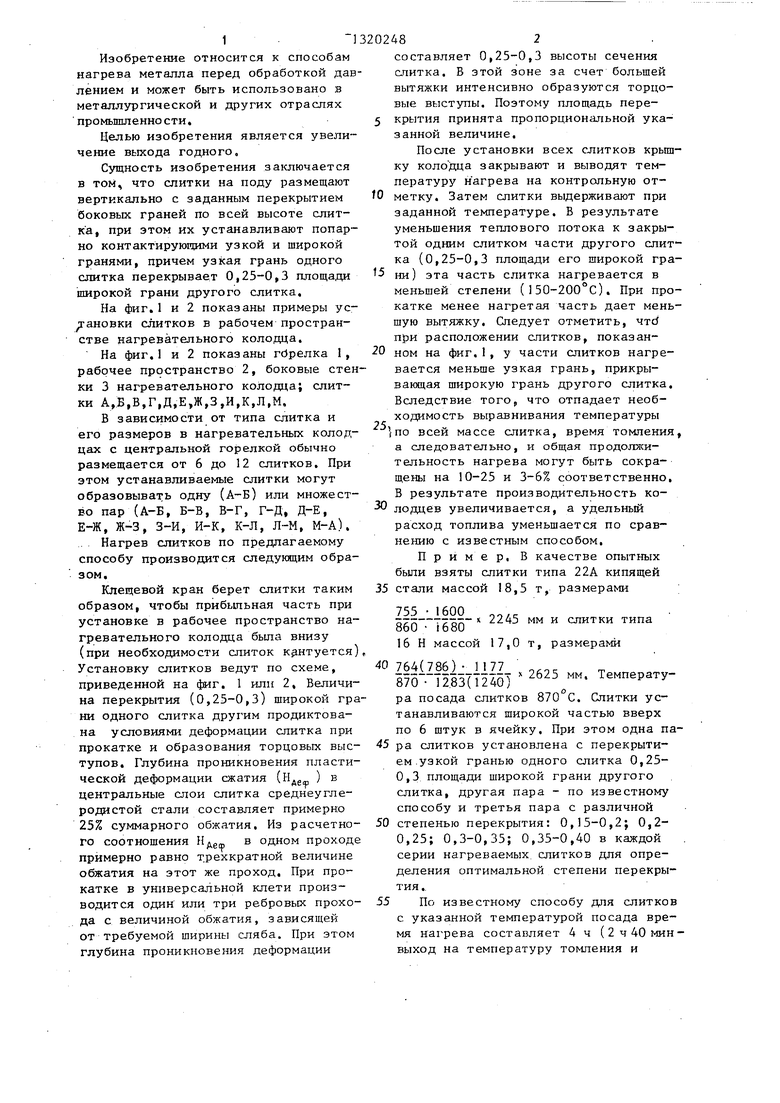
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства слябов из слитков | 1988 |
|
SU1629116A1 |
| Способ прокатки слитков на обжимных станах | 1987 |
|
SU1437116A1 |
| Слиток для деформирования | 1983 |
|
SU1097399A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Слиток | 1983 |
|
SU1197753A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| Способ прокатки слябов на блюминге | 1987 |
|
SU1523199A1 |
Изобретение относится к способам нагрева металла перед обработкой давлением и может быть использовано в металлургической и других отраслях промышленности. Цель изобретения - увеличение выхода годного за счет уменьшения концевых выступоз при прокатке. Сущность способа нагрева заключается в том,что слитки на поду .размещают вертикально с перекрытием боковых граней по всей высоте слитка, при этом их устанавливают попар- но контактирующий узкой и широкой гранями, причем узкая грань одного слитка перекрывает 0,25-0,3 площади широкой грани другого слитка. При загрузке слитков в колодец клещевой кран берет их таким образом, чтобы прибьтьная часть слитка при установке в рабочее пространство колодца находилась внизу. Благодаря предложенной установке слитков обеспечивается определенный неравномерный нагрев слитков по ширине, что дает уменьшение вытяжки по более холодной стороне, уменьшается торцового выступа по этой стороне и величина обрези, увеличивается выход годного. 1 з.п. ф-лы, 2 ил. i (Л
| Авторское свидетельство СССР | |||
| Способ нагрева слитков | 1980 |
|
SU956582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
