(pt/ff. 7
1
Изобретение относится к металлургии, а именно к производству слитков для прокатки на обжимных ст нах.
Целью изобретения является повыш ние качества и выхода годного готового проката путем приближения формы, промежуточных раскатов к прямоугольной .
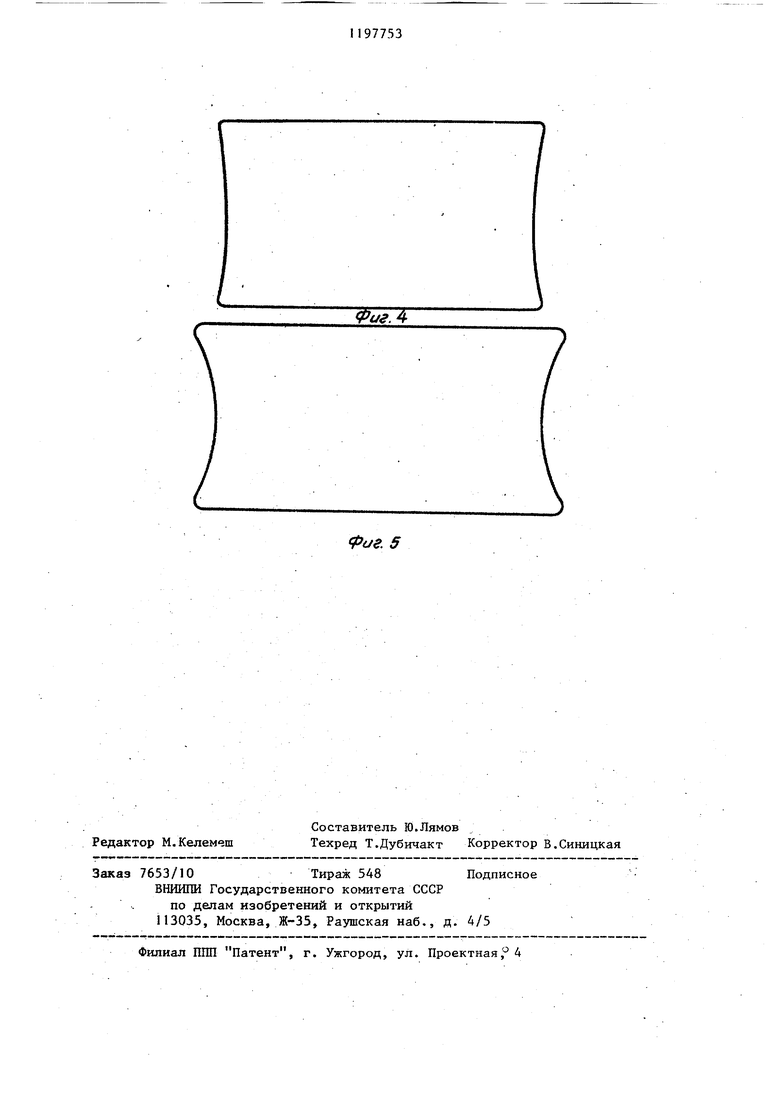
На фиг.1 представлен слиток, поп речное сечение; на фиг.2-4 - конфигурация поперечного сечения раскатов по ходу прокатки предлагаемого слитка; на фиг.5 - форма поперечного сечения раската из слитка прототипа.
Слиток состоит из двух узких и двух широких граней с плоскими 1 участками широких граней и плоскими 2 участками узких граней, наклонных переходных 3 участков со стороны широкой грани и 4 со стороны узкой.
Для достижения поставленной цели в слитке ширина переходного участка со стороны широкой грани составляет 1,5-1,8 ширины переходного участка со стороны узкой грани; ширина плоского участка широкой грани равна 0,9-0,95 ширины плоского .участка узкой грани; ширина плоского участка широкой грани составляет не более 0,4-0,5 от общей ширины слитка и ширина плоского участка узкой грани составляет 0,450,5 высоты слитка.
При значениях меньших нижних граиичных значений рекомендуемых соотношений размеров слитка последний будет находиться в неустойчивом равновесии, на рольганге, что приводиу к ухудшению захвата валками прокатного стана, а после проката получаются раскаты с разными диагоналями в поперечном сечении, а это вызывает скручивание и сваливание раскатов.
Последующая прокатка таких раскатов в прямоугольном калибре приводит к дефектам - односторонний лампас и закаты.
Так, например, после шестого пропуска металл заполняет вследствие уширения только объемы 5 (фиг.2), раскат перед кантовкой .будет иметь сложную форму, а прокатка после кантовки сопровождается неравномерным обжатием по ширине, вызьюающим повышенный износ
97753 .
калибров валков и ухудшение качества проката.
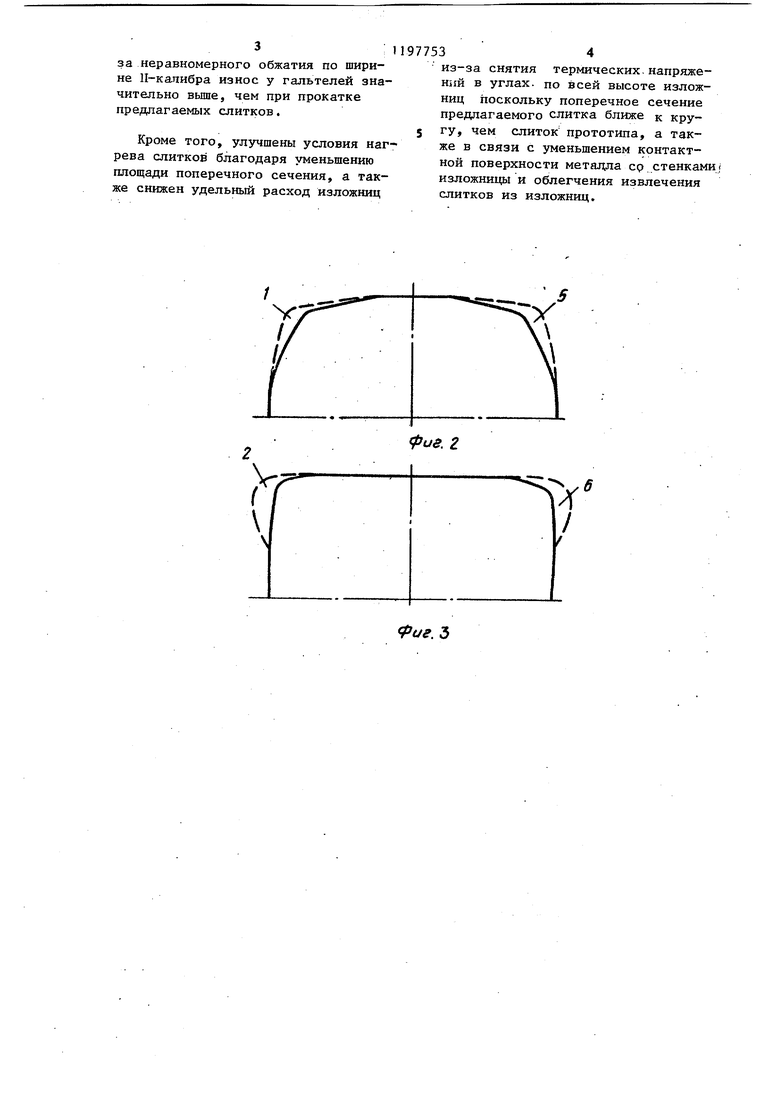
Прь значениях больших верхних граничных значений предлагаемых
5 соотношений вследствие неравномерной поперечной деформации по высоте слитка, смещенный объем по ширине займет положение 6 (фиг.З). Тогда после кантовки и.прокатки на
10 ребро эти наплывы могут быть выпрямлены лишь при относительно больших обжатиях, последние увеличивают расход энергии, повьш1ает полное давление металла на валки и динамические нагрузки в главной линии стана. Кроме того, боковые грани рас-. ката переходят на контактные поверхности, что сопровождается образованием продольных трещин, которые
20 впоследствии также располагаются на поверхности готового проката на участках, перешедших с боковых граней.
Использование предлагаемого
25 слитка позволяет увеличить выход годного. Например, при высоте налива .2150 мм масса существующего слитка составляет 7,35 т. При той же высоте налива в изложницах масса
JQ предлагаемого слитка составляет 7,04 т. При резке раскатов из предлагаемых слитков вследствие уменьшения головной и донной обрезки количество слябов получается одинаковым (6 слябов), а расход металла снижается приблизительно на 38 кг/т. Это позволяет, на одной плавке сэкономить 8,1 т стали, т.е. дополнительно получить один слиток.
Качество листов полученных прокаткой из слитков предлагаемой формы отвечает требованиям первого сорта. Для определения расхода энергии при прокатке слитка-прототипа осциллографировались сила тока, напряжение и обороты валков, а также температура прокатки по всем проходам. Результаты замеров показали, что использование предлагаемых слитков позволяет уменьшить.неравномерность распределения нагрузок и уменьшить их пиковые значения за счет устранения вредного влияния наплывов, непроизводительного их перехода с грани на грань....
В седьмом (ребровом) пропуске во И-м калибре при прокатке существующего слитка с рогообразными выступами и вогнутостью по середине из3; 1
за неравномерного обжатия по ширине П-капибра износ у гальтелей значительно вьше, чем при прокатке предлагаемых слитков.
Кроме того, ул5 1шены условия нагрева слитков благодаря уменьшению площади поперечного сечения, а также снижен удельный расход изложниц
977534
из-за снятия термических.напряжений в углах, по всей высоте изложниц поскольку поперечное сечение предлагаемого слитка ближе к кру5 ГУ, чем слиток прототипа, а также в связи с уменьшением контактной поверхности метадла ср стенками; изложницы и облегчения извлечения слитков из изложниц.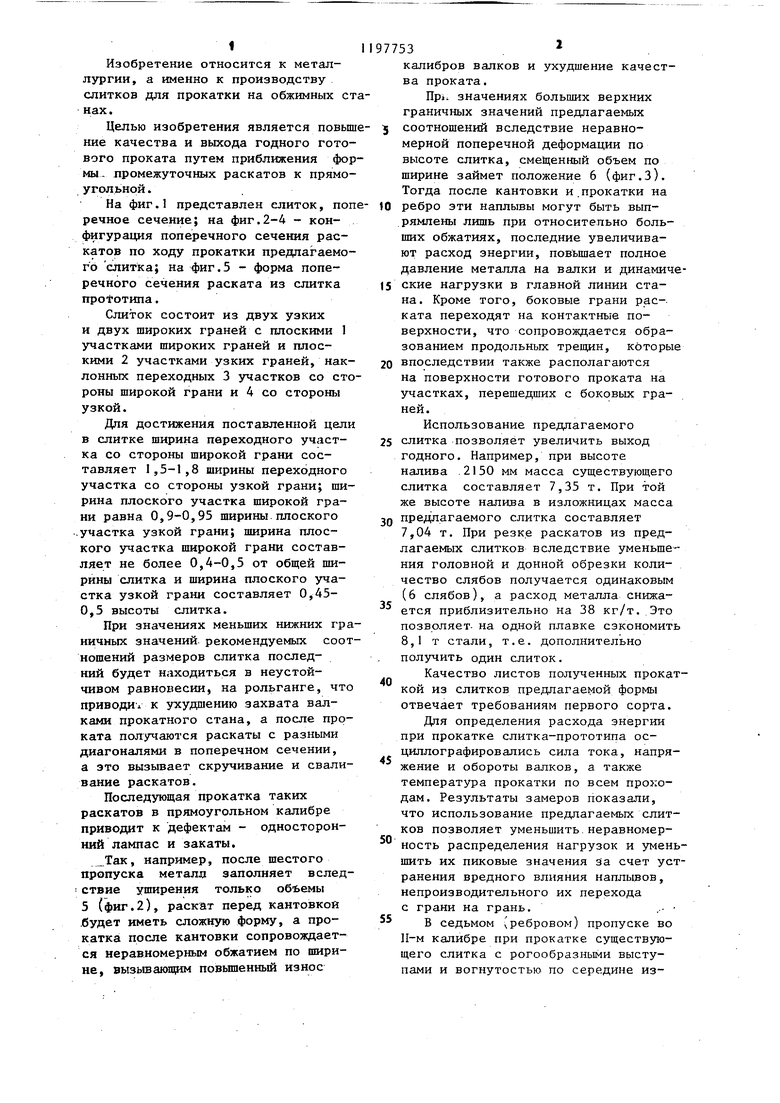
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Слиток | 1980 |
|
SU973195A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Слиток | 1985 |
|
SU1297955A1 |
| Стальной слиток | 1980 |
|
SU944755A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Слиток кипящей стали | 1987 |
|
SU1523247A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
СЖТОК, содержащий две узкие и две широкие грани с плоскими и наклонными переходными участками между ними, отличающийся тем, что, с целью повьшения качества и вькода годного прокйта, ширина переходного участка со стороны широкой грани составляет 1,5-1,8 пюрины переходного участка со стороны узкой грани, ширина плоского участка широкой грани равна 0,90,95 ширины плоского участка узкой грани, ширина плоского широкой грани составляет 0,4-0,5 общей ширины слитка и ширина плоского участка узкой грани составляет 0,45-0,5 высоты слитка. (П С ,§ У / CD / СП со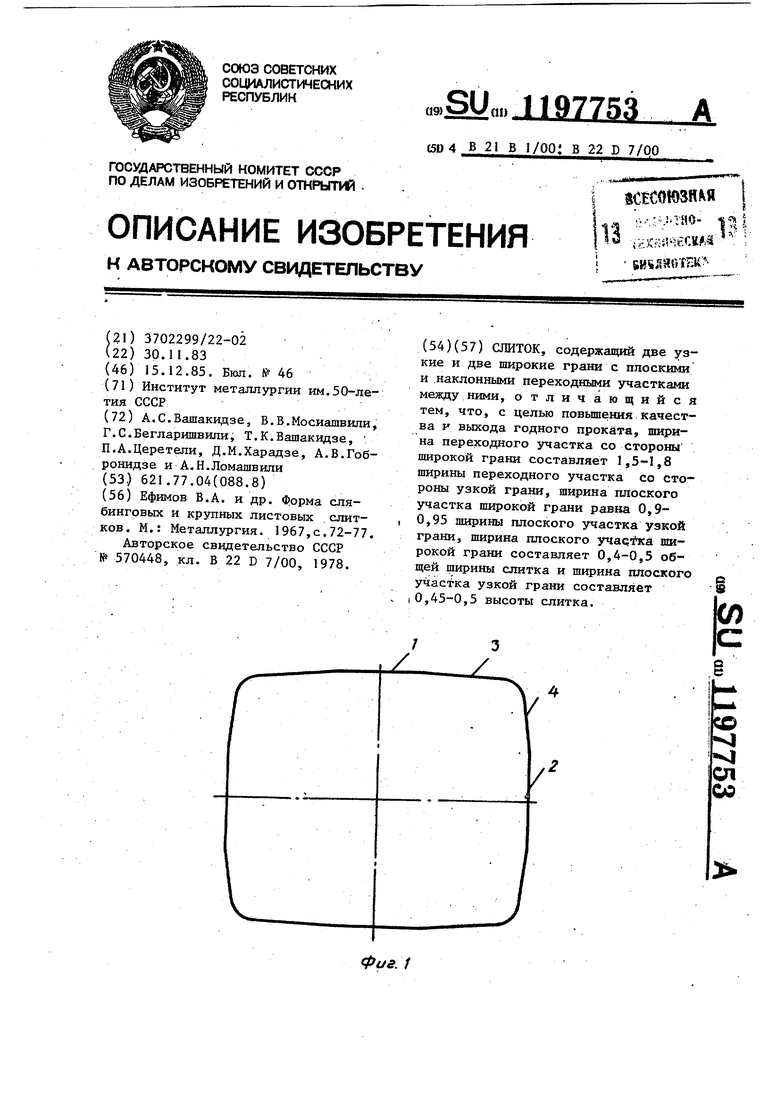
ие. 3
РигЛ
(рае. 5
| Ефимов В.А | |||
| и др | |||
| Форма слябинговых и крупных листовых слитков | |||
| М.: Металлургия | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Слиток | 1975 |
|
SU570448A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
