1 - 1
Изобретение относится к технологии получения алюминия электролитическим,, способом.
Целью изобретения является увеличение производительности путем повышения качества стабилизации сопротивления электролизера.
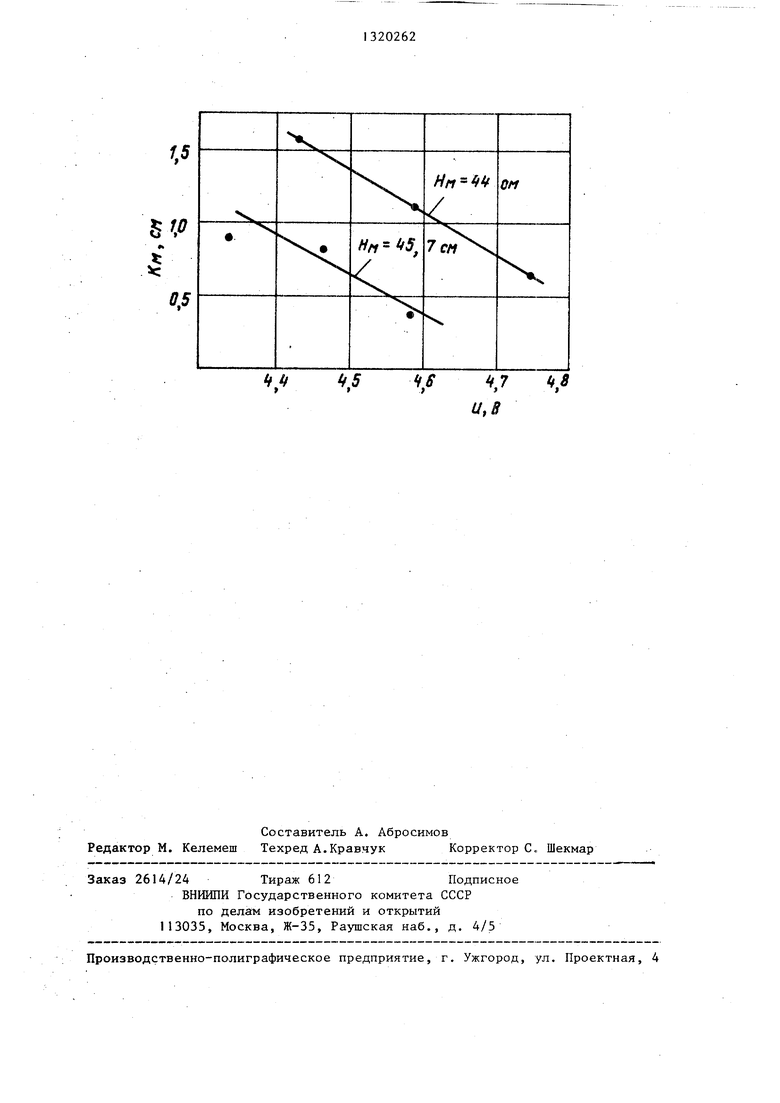
На чертеже представлена экспериментальная зависимость показателя кривизны зеркала металла от напряжения на электролизере для различных уровней металла.
Сущность изобретения заключается в следующем.
Определяют рассогласование между текущим значением омического сопротивления и заданным значением и перемещают анодный массив в случае нали
чия рассогласования, непосредственно типа С7 глубиной шахты 500 мм, под- после выпивки металла из электролизе- 20 ключенных к системе автоматического
ра увеличивают напряжение пропорционально весу вылитого металла, после этого в период до очередной выпивки напряжение постепенно уменьшают пров электролизере.
Напряжение вычисляют и устанавливают в соответствии с выражением
и
и, + (0,05-0,15) k P,
регулирования типа Алюминий-3, работали на заданном исходном напряжении и 4,50 В.
Бьшивку производили раз в двое порционально увеличению веса металла 25 суток. С помощью крановых весов измеряли вес каждой выливки Р в тоннах. Выпивку осу1цествляли с условием сохранения постоянным среднего за месяц значения уровня металла. На основании где и - текущее напряжение уставки, В;Ю взвешивания металла и плановых заме- и, - заданное исходное напряже- ров уровня металла определили, что ние уставки перед выпивкой,В; каждая тонна вылитого металла в
среднем соответствует уменьшению
численное значение коэффици- уровня металла на К 0,7 см. После анта связи напряжения с изме- 35 каждой выливки рассчитывали напряже- нением уровня металла. В/см; ние
вес вылитого металла, т;U U + 0,15 k«P (В),
коэффициент, численно равный Расчетное напряжение U округляли изменению уровня металла пос- до ближайшего значения.напряжения ус- ле выливки 1 т металла, см/т. (О тавки системы Ал:юми ний-3 и соответствующий номер уставки записывали в памяти системы. Спустя сутки напряжение пересчитывали, исходя из того.
(0,05- 0,15) Р k
Уменьшение массы жидкого металла в электролизере после выливки приводит к увеличению кривизны зеркала металла под действием электромагнитных сил, причем увеличение кривизны тем больше, чем больше вылито металла, т.е. чем больше изменился его уровень При увеличении кривизны зеркала металла снижается производительность электролизера.
Увеличение напряжения на электролизере, т.е. увеличение междуполюсного расстояния, приводит к выравниванию электромагнитных сил по объему металла, к уменьшению кривизны его поверхности и к увеличению производи- тельности. При небольших изменениях уровня металла, имеющих место после
что наработка металла за сутки равна 5 среднесуточной производительности электролизера 1,1 т. Пересчитанное значение напряжения также округляли до ближайшего значения напряжения уставки и соответствующий номер устав- 50 ки записывали в память системы Алюминий-3 .
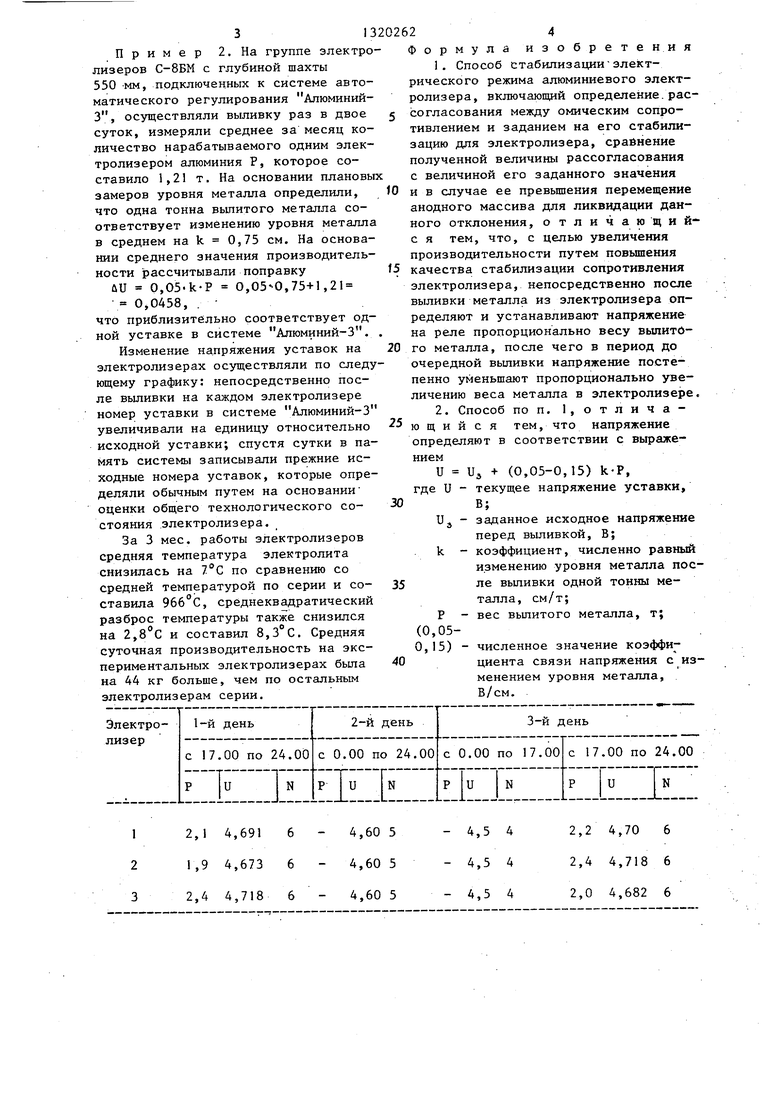
Результаты измерений и расчетов для трех электролизеров за 3 дн. при- 55 ведены в таблице (значения веса вылитого металла Р (Т), расчетного напряжения уставки и (В) и номера уставки N в системе Алюминий-3).
выливок, связь напряжения с изменением уровня металла может-быть принята линейной, и угловой коэффициент такой связи лежит в пределах (0,05- 0,15) В/см и тем больше, чем меньше глубина шахты электролизера.
На чертеже приведена зависимость показат еля кривизны зеркала металла К от напряжения на электролизере для различных уровней металла Н,. В качестве показателя К принято средне- квадратическое отклонение уровня металла, рассчитанное по результатам замеров этого параметра в нескольких точках по периметру электролизера.
Способ реализуется следующим образом.
Пример I. Три электролизёра
что наработка металла за сутки равна среднесуточной производительности электролизера 1,1 т. Пересчитанное значение напряжения также округляли до ближайшего значения напряжения уставки и соответствующий номер устав- ки записывали в память системы Алюминий-3 .
Результаты измерений и расчетов для трех электролизеров за 3 дн. при- ведены в таблице (значения веса вылитого металла Р (Т), расчетного напряжения уставки и (В) и номера уставки N в системе Алюминий-3).
31
Пример 2. На группе электролизеров С-8БМ с глубиной шахты 550 мм, подключенных к системе автоматического регулирования Алюминий- 3, осуществляли выливку раз в двое суток, измеряли среднее за месяц количество нарабатываемого одним электролизером алюминия Р, которое составило 1,21 т. На основании плановы замеров уровня металла определили, что одна тонна выпитого металла соответствует изменению уровня металл в среднем на k 0,75 см. На основании среднего значения производительности рассчитывали поправку
ли 0,05 k-P 0,05-0,75+1,21
0,0458, .
что приблизительно соответствует одной уставке в системе Алюминий-3.
Изменение напряжения уставок на электролизерах осуществляли по следующему графику: непосредственно после вьшивки на каждом электролизере номер уставки в системе Алюминий-3 увеличивали на единицу относительно исходной уставки; спустя сутки в память системы записывали прежние исходные номера уставок, которые определяли обычным путем на основании оценки общего технологического состояния электролизера.
За 3 мес. работы электролизеров средняя температура электролита снизилась на по сравнению со средней температурой по серии и составила , среднеквадратический разброс температуры также снизился на 2,8 с и составил 8,3°С. Средняя суточная производительность на экспериментальных электролизерах была на 44 кг больше, чем по остальным электролизерам серии.
4 Формула изобрете ни я
1.Способ стабилизации электрического режима алюминиевого электролизера, включающий определение.рассогласования между омическим сопротивлением и заданием на его стабилизацию для электролизера, сравнение полученной величины рассогласования
с величиной его заданного значения и в случае ее превьш1ения перемещение анодного массива для ликвидации данного отклонения, о тличаю щи й- с я тем, что, с целью увеличения производительности путем повышения 5 качества стабилизации сопротивления электролизера, непосредственно после выливки металла из электролизера определяют и устанавливают напряжение на реле пропорционально весу вылитого металла, после чего в период до очередной выливки напряжение постепенно уменьщают пропорционально увеличению веса металла в электролизере,
2.Способ по п. 1, отличающий с я тем, что напряжение определяют в соответствии с вьфаже- нием
и Uj + (0,05-0,15) k-P, где и - текущее напряжение уставки, В;
Uj - заданное исходное напряжение перед выливкой. В;
k - коэффициент, численно равный изменению уровня металла после вьшивки одной тонны металла, см/т; вес вылитого металла, т;
0
5
0
5
0
Р (0,050,15) - численное значение коэффициента связи напряжения с менением уровня металла. В/см.
из
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный ковш для выливки жидкого металла | 2019 |
|
RU2701613C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОЛИЗА | 1973 |
|
SU390187A1 |
| Способ очистки вакуум-ковша для выливки алюминия | 1987 |
|
SU1479552A1 |
| Способ эксплуатации электролизеровдля пОлучЕНия АлюМиНия | 1979 |
|
SU852975A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2000 |
|
RU2180358C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2104334C1 |
| Способ контроля параметров алюминиевого электролизера | 1989 |
|
SU1675392A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОЭНЕРГЕТИЧЕСКИМ РЕЖИМОМ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326188C2 |
| Способ получения лигатуры алюминий-бор в алюминиевом электролизере | 1977 |
|
SU678088A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ГЛИНОЗЕМА В АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР | 2023 |
|
RU2813922C1 |
Изобретение относится к технологии получения алюминия электролитическим способом. Цель изобретения - увеличение производительности путем повышения качества стабилизации сопротивления электролизера. Способ заключается в определении рассогласования между омическим сопротивлением электролизера и его заданным значением и в перемещении анодного массива при наличии указанного рассогласования для его ликвидации. Непосредственно после вьшивки металла из электролизера увеличивают напряжение на нем пропорционально весу вылитого металла, .после чего в период до очередной вьшивки напряжение постепенно уменьшают пропорционально увеличению веса металла в электролизере. 1 з.п; ф-лы, 1 ил., 1 табл. i (Л С
| Авторское, свидетельство СССР № 840203, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
