to
20
25
1 1321504 2
Изобретение относится к обработке давлением и может быть использовано для автоматизации подачи длинномерного листового материала в рабоч ую зону пресса, удаления и передачи отштампован:аых изделий для дальнейшей обработки.
Целью изобретения является расширение технологических, возможностей путем снабжения устройства перекладчиком изделий, лотка -.дсгюлнит гльным приемным элементом установки захватных органов съемн - ка изделий с возможностью взаимного перемещения в направлении, перпендикулярном направлению подачи и выполнения механизма перемещения захватных органов в виде шарнирно-параллелограммного узла двуплечих рычагов и привода качания двуплечих рычагов.
На фиг. показано устройство, щий вид; на фиг.2 - вид А на фиг.1 (узлы удаления изделий из зоны штампа, их раскладки и передачи для дальнейшей обработки); на фкг.З - разрез Б-Б на фиг,2; на фиг.4 - положение изделий на приемных элементах лотка; на фиг.5 - сдвоенный реечно-шестеренчатый механизм подачи исходного материала„
Устройство (фиг.1) состоит из пресса 1, основания 2 с размещенными на нем механизмом 3 подачи длинномерного материала, оснащенным правиль- цепей через зубья звездочек ввиду их но-валковым подающим механизмом 4, 35 малого обхвата цепямиk с приводом от ползуна пресса 5 через сдвоенный реечно-щестеренчатый кривошипно-шатунный механизм 6, механизмом 7 удаления из зоны штампа, их раскладки и передачи для дальнейшей обработки изделий в устройство 8 с помощью ленточного конвейера 9, механизма 10 для накопления готовых деталей и разматывателя 11 с рулоном 12, а также механизма 13 АЛЯ контроля компенсационной петли, состоящего из 14 и концевых переключателей 15. Для размещеьшя компенсационной петли и направления обрабатываемого материала 16 к правильно-подающему механизму 4 предусмотрен направляющий желоб 17.
Механизм 7 удаления изделий из
под электромагнитные захватные органы 20 и 21 и для приема изделий от захватного органа 20 и переноса их под электромагнитные захватные органы 22 перекладчика. , Приемные элементы 19 и 21 представляют собой нем:ггнитные листы с наклеенной на них губчатой резиной, препятствующей зделий во время ик перемещения.
Лоток 18 пoлvчaeт возвратно-поступательное перемещение от двух гибких тяговых органов в виде цепей 23, размещенных на звездочках приводного - 24 и натяжного 25 валов.
Корггуса электромагнитов 20 связаны щарнирно-паргллелограммным уз-- лом 26, что дает возможность электромагнитам сдвигаться друг относительно друга по на..равляющим 27 с помощью двух двуплечих рычагов 28 и 29, 3 акр«чплеиных на осях 30 с возможностью качания. Одними своими плечами 31 рычаги шапнирно соединены с корпусами крайних элс:м.)омагнитов, а на другие, снабженные роликами 32, воздействуют поочередно гайки 33 и 34, установленные на толкат лр, 35 редуктора 36 приводимого Б периодическое реверсивное вращение изделий 23, через звездочки 37, снабженные ограничителями цепей (не пока- заны, препятствующими проскакнванию
30
40
45
50
В задней части механизма размещен перекладчик в виде электромагнита 22 с возможностью их перемещения друг относительно друга по направляющим 38 во время их ручной настройки и фиксации стопорами 39 .
Обрабатываеь ый материал 16 подается в штамп пресса между двумя направляющими 40 под лотком 18.,
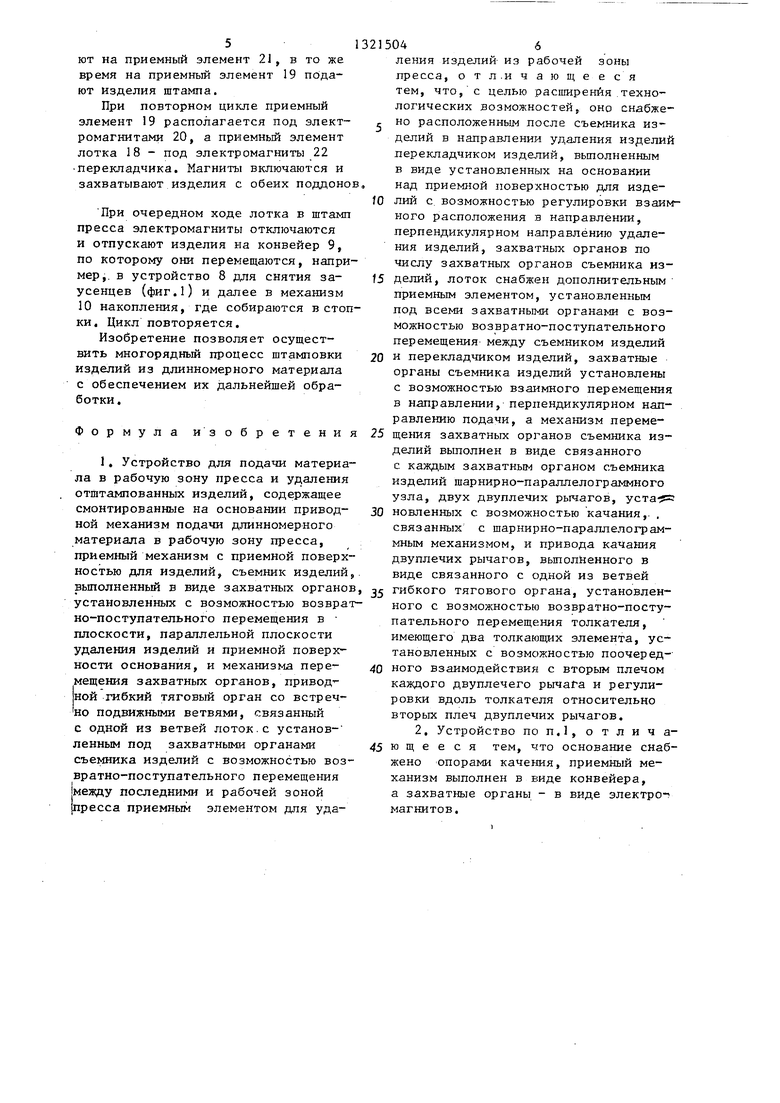
На фиг.З стрелками показано направление перемещения изделий 41 от матрицы штампа к конвейеру 9 и далее в устройство для дальнейшей обработки, например для снятия заусенцев.
На фиг.4 показано положение изделий 41 на приемном элементе 19 лотка 18, а также положение тех же изделий после их размещения электромагнитами 22 и готовых к передаче в устройство 8 для снятия заусенцев.
рабочей зоны пресса и их раскладки (фиг.2) состоит из лотк 18 с размещенными на нем двумя приемными .элементами 19 - для приема изделий и: рабочей зоны пресса и переноса иу
o
0
5
цепей через зубья звездочек ввиду их 5 малого обхвата цепямиk
под электромагнитные захватные органы 20 и 21 и для приема изделий от захватного органа 20 и переноса их под электромагнитные захватные органы 22 перекладчика. , Приемные элементы 19 и 21 представляют собой нем:ггнитные листы с наклеенной на них губчатой резиной, препятствующей зделий во время ик перемещения.
Лоток 18 пoлvчaeт возвратно-поступательное перемещение от двух гибких тяговых органов в виде цепей 23, размещенных на звездочках приводного - 24 и натяжного 25 валов.
Корггуса электромагнитов 20 связаны щарнирно-паргллелограммным уз-- лом 26, что дает возможность электромагнитам сдвигаться друг относительно друга по на..равляющим 27 с помощью двух двуплечих рычагов 28 и 29, 3 акр«чплеиных на осях 30 с возможностью качания. Одними своими плечами 31 рычаги шапнирно соединены с корпусами крайних элс:м.)омагнитов, а на другие, снабженные роликами 32, воздействуют поочередно гайки 33 и 34, установленные на толкат лр, 35 редуктора 36 приводимого Б периодическое реверсивное вращение изделий 23, через звездочки 37, снабженные ограничителями цепей (не пока- заны, препятствующими проскакнванию
0
- цепей через зубья звездочек ввиду их 35 малого обхвата цепямиk
40
45
50
55
В задней части механизма размещен перекладчик в виде электромагнита 22 с возможностью их перемещения друг относительно друга по направляющим 38 во время их ручной настройки и фиксации стопорами 39 .
Обрабатываеь ый материал 16 подается в штамп пресса между двумя направляющими 40 под лотком 18.,
На фиг.З стрелками показано направление перемещения изделий 41 от матрицы штампа к конвейеру 9 и далее в устройство для дальнейшей обработки, например для снятия заусенцев.
На фиг.4 показано положение изделий 41 на приемном элементе 19 лотка 18, а также положение тех же изделий после их размещения электромагнитами 22 и готовых к передаче в устройство 8 для снятия заусенцев.
Расположение лотка 18 в крайних положениях контролируется концевыми выключателями (не показаны).
С целью получения точного шага подачи исходного материала и плавной работы всех узлов механизма подачи, он выполнен из двух реечно-шестеренч тых механизмов, связанных между собой кривошипно-шатунным механизмом. Сдвоенный реечно-шестеренчатый криво шипно-шатунный механизм состоит из размещенных на станине механизма 3 подачи, реечно-шестеренчатого меха- низма 42, рейка 43 которого связана с ползуном пресса, а взаимодействующая с ней шестерня 44 независимо от шага подачи поворачивается только на 180 второго реечно-шестеренчатого меха-: низма 45, рейка 46 которого связана с шатуном 47 и кулисой 48, закрепленной на валу шестерни 44.
С рейкой 46 входит в зацепление шестерня с обгонной муфтой 49, сидящая на одном валу со звездочкой 50, цепь 51 которой передает вращение на валковый правильно-подающий механизм 4 (фиг.1). Концы реек защищены кожухами 52 и 53. .
Изменение числа оборотов шестерни с обгонной муфтой.49, а следовательно и, шага подачи, производится за счет изменения расстояния 1 между центром поворота (ц.п.) кулисы 48 и осью 54 шатуна 47 и контролируется по шкале 55 с помощью указателя 56.
Изменение расстояния 1 производится винтом 57 и фиксируется стопором 58 и гайкой 59.
Пресс снабжен ножницами и конвейером для рубки отходов и их уборки..
Устройство работает следующим образом,
Длинрмерный материал 16 из рулона 12 с разматьшателя 11 по желобу 17 через валковый правильно-подающий, механизм 4 и напракпяюш 1е 40 подаетг ся в штамп пресса 1.
Изменением расстояния 1 (фиг.5) по шкале 55 устанавливается необходимый шаг подачи валкового правильно- подающего механизма 4 (фиг.и. Гайками 33 и 34 (фиг.2} устанавливается необходимое раздвижение и сближе ние электромагнитов 20. Соответственно устанавливаются электромагниты 22 перекладчика (в случае штамповки одного изделия гайки 33 и 34 разводятся таким образом, что они не могут воздействовать на рычаги 28 и 29, так как в данном случае раскладки не требуется и электромагниты
во время работы остаются на заданном месте)о
При работе пресса 1, когда ползун 5 идет вниз, рейка 43 (фиг.З), связанная с ползуном пресса, движется вниз по стрелке В, кулиса 48, под действием шестерни 44 поворачивает- ся по стрелке В на 180°, а рейка 46 второго реечно-шестерекчатого механизма 45 под действием шатуна 47 движется вверх по стрелке В,.
Обгонная муфта 49, расположенная в блоке, совершает свободный ход, звездочка 50 не вращается, подача ленты 16 не происходит.
В то же время (фиго2 и 3) лоток 18 под действием цепи 23 перемещает ся из зоны штампа с ранее отштаУ по- ванныни изделиями на приемном элементе 19 под электромагниты 20. Так как редуктор 36 получает вращение от приводной цепи 23 через звездочки 37, то он выдвигает толкатель 35 впразо и гайкой 34 воздействует на плечи рычагов 28 и 29, поворачивая их, тем самым сводя электромагниты 20 к центру и располагая их над заготовками, расположеннь1ми : на приемном , элементе 39 лотка 18. Второй приемный элемент 21 в это время располагается под электромагнитами 22. Электромагниты включаются и притягивают изделия. В этот же момент происходит штамповка очередных изделий из ленты в штампе пресса.
При ходе ползуна вверх рейка 43 (фиг.5) поднимается вверх, кулиса 48 поворачивается по часовой стрелке в свое первоначальное положение и, воздействуя через шатун 47 на рейку 46, поворачивает звездочку 50 (обгонная муфта совершает рабочий ход), сообщая через цепь 51 вращение валковому правильно-подающему механизму 4 (фиг.). Так происходит подача ленты на очередной шаг.
Лоток 18 в это время вводит свой приемный элемент 19 в зону штампа за очередным изделием, а второй приемный элемент 21 располагается под электромагнитамР 20, которые с ранее захваченными изделиями под действием рычагов 28 и 29 раздвигаются, так как на их плечи воздействует гайка 33 (фиг.2 и 3)толкателя 35, так как редуктор получает реверс через звездочки 37 от цепи 23. Электг ромагниты отключаются, изделия подают на приемный элемент 21, в то же время на приемный элемент 19 подают изделия штампа.
При повторном цикле приемный элемент 19 располагается под элект- ромагнитами 20, а приемный элемент лотка 18 - под электромагниты 22 перекладчика. Магниты включаются и захватывают изделия с обеих поддонов
При очередном ходе лотка в штамп пресса электромагниты отключаются и отпускают изделия на конвейер 9, по которому они перемещаются, например,, в устройство 8 для снятия за- усенцев (фиг.1) и далее в механизм 10 накопления, где собираются в стопки. Цикл повторяется.
Изобретение позволяет осуществить многорядный процесс щтамповки изделий из длинномерного материала с обеспечением их дальнейшей обработки.
Формула изобретения
1, Устройство для подачи материала в рабочую зону пресса и удаления отшта14пованных изделий, содержащее смонтированные на основании привод- ной механизм подачи длинномерного материала в рабочую зону пресса, приемный механизм с приемной поверхностью для изделий, съемник изделий вьтолненный в виде захватных органов установленных с возможностью возвратно-поступательного перемещения в плоскости, параллельной плоскости удаления изделий и приемной поверхности основания, и механизма пере- мещения захватных органов, привод- ной гибкий тяговый орган со встречно подвижньпуш ветвями, связанный с одной из ветвей лоток.с установ- ленным под захватными органами съемника изделий с возможностью возвратно-поступательного перемещения между последними и рабочей зоной пресса приемным элементом для удаления изделий из рабочей зоны пресса, отл.и чающееся тем, что, с целью расширения .технологических возможностей, оно снабжено расположенным после съемника изделий в направлении удаления изделий перекладчиком изде,пий, выполненным в виде установленных на основании над приемной поверхностью для изде- лии с возможностью регулировки взаимного расположения в направлении, перпендикулярном направлению удаления изделий, захватных органов по числу захватных органов съемника изделий, лоток снабжен дополнительным приемным элементом, установленным под всеми захватньпчи органами с возможностью возвратно-поступательного перемещения- между съемником изделий и перекладчиком изделий, захватные органы съемника изделий установлены с возможностью взаимного перемещения в направлении, перпендикулярном направлению подачи, а механизм перемещения захватных органов съемника изделий выполнен в виде связанного с каждым захватным органом съемника изделий шарнирно-параллелограммного узла, двух двуплечих рычагов, ycra-f новленных с возможностью качания,. . связанных с щарнирно-параллелограм- мным механизмом, и привода качания двуплечих рычагов, выполненного в виде связанного с одной из ветвей гибкого тягового органа, установленного с возможностью возвратно-поступательного перемещения толкателя, имеющего два толкающих элемента, установленных с возможностью поочередного взаимодействия с вторым плечом каждого двуплечего рычага и регулировки вдоль толкателя относительно вторых плеч двуплечих рычагов.
2. Устройство по п.1, о т л и ч а ю щ е е с я тем, что основание снабжено опорами , приемный механизм выполнен в виде конвейера, а захватные органы - в виде электромагнитов.
351
2 16
Фиг. 1
П

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1978 |
|
SU733810A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |

Изобретение относится к области обработки металлов давлением, в частности к устройствам для подачи материала в рабочую зону пресса и удаления отштампованных изделий. Оно может быть использовано д.пя подачи длинномерного листового материала в рабочую зону пресса, удаления и передачи отштампованных изделий для дальнейшей обработки. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается путем обеспечения раздвижения отштампованных изделий, полученных в процессе многорядной штамповки захватными органами, имеющими взаимное перемещение от шарнирно-парал- лелограммного механизма. Взаимное перемещение захватных органов регулируется в зависимости от габаритов штампуемых изделий. Устройство позволяет осуществлять перемещение раздвинутых изделий для дальнейшей обработки. 1 з.п. ф-лы, 5 ил. 
tiO
25 27 Z3 35 7
ЬиЗА
I /У
ax is
19 tt 16
fUe.
Редактор А.Ворович
аз.5
Составитель В.Ерошкин Техред И,Попович
32150А
Корректор А.Ильин
Заказ 2700/6Тираж 732 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул.ПроектнаЯрА
