Изобретение относится к технологии машиностроения, может быть использовано при обработке давлением стальных изделий по скошенным кромкам их сяверстий, например, для упрочнения шатунов двигателей и является усовершенствованием способа по авт. св. № 697225.
Цель изобретения - повышение качества изделий путем формирования плавных переходов от кромок к цилиндрической поверхности отверстия.
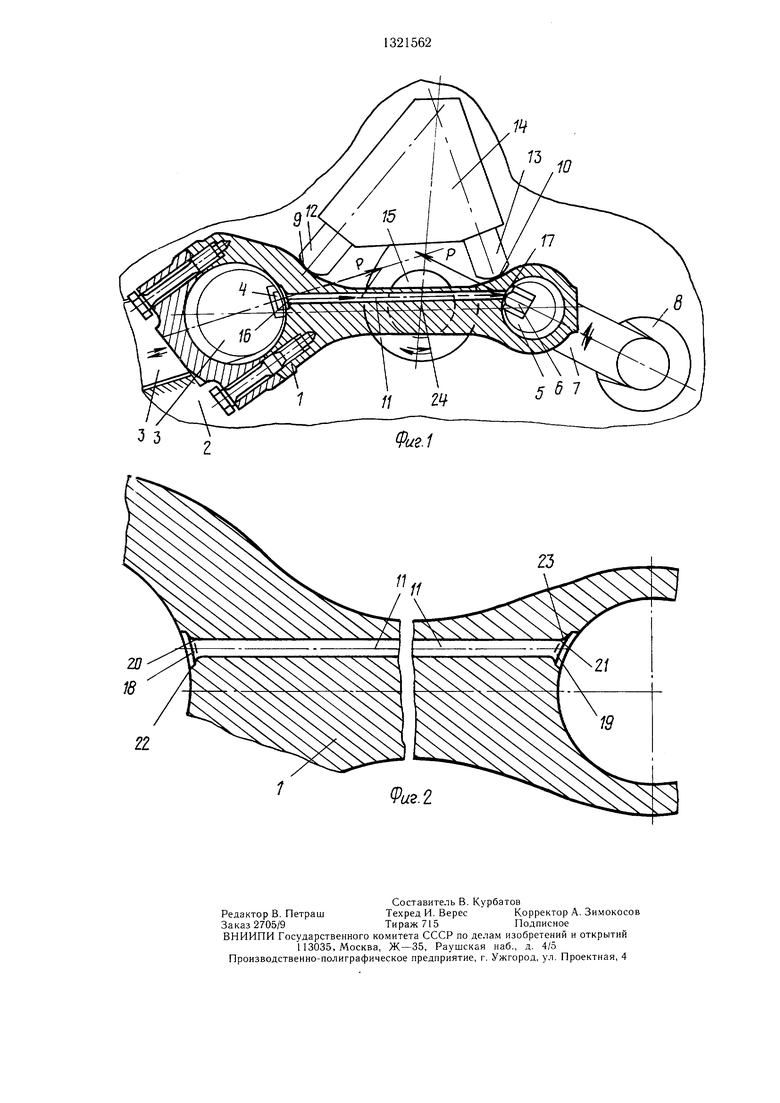
На фиг. 1 приведена схема облавливания изделия; на фиг. 2 - обработанная часть изделия.
Изделие, например шатун 1, свободно располагают, на подпружиненных подставках (не изображены), надевая отверстием кривон)ипной головки на размешенный в направляюших на основании 2 и связанный с гидроприводом ползун 3 с пуансоном 4, а отверстием поршневой головки - на выступ 5 с пуансоном 6. Выступ 5 выполнен заодно с поворотной частью 7 опоры. Неподвижная часть 8 этой опоры укреплена на основании 2. Внешней поверхностью контура, в частности ее плоскими участками 9 и 10, ближайшими к соответствуюшлм скошенным кромкам отверстия И, шатун 1 размеш,ают напротив наконечников 12 и 13 с выпуклыми упорными поверхностями. Наконечники 12 и 13 укреплены на двуплечем рычаге 14, который установлен на оси 15, закрепленной в основании 2.
Каждый из пуансонов 4 и 6 располагается при этом у противоположных концов отверстия 11 шатуна 1 и имеет коническую поверхность 16 и 17 с плавным переходом к основанию.
Пуансон 4 вместе с ползуном 3 перемещают по нормали к скосу кромки отверстия 11 в кривошипной головке шатуна 1. После захода конуса 16 в отверстие 11 и контакта с его кромкой пуансоном 4 надвигают uiaTyH 1 скошенной кромкой отверстия в поршневой головке на конус 17 пуансона 6 в выступе 5 части 7 опоры, которую за счет вступивших в контакт кромки отверстия шатуна и конуса 17 пуансона 6 несколько поворачивают через шатун по часовой стрелке. Одновременно этим же пуансоном 4 через шатун 1, а именно зону шатуна между кромкой отверстия 11 в кривошипной головке и плоским участком
9, т. е. через внешнюю поверхность шатуна, воздействуют на наконечник 12 рычага 14. Поворачивая шатуном 1 рычаг 14 на оси 15, наконечником 13 рычага нажимают на
плоский участок 10 шатуна. Это воздействие передают через шатун 1 между плоским участком 10 его внешней поверхности и обрабатываемой кромкой отверстия 11 в поршневой головке на пуансон 6.
После выбора всех зазоров между шатуном 1 и пуансонами 4 и 6 с упорными наконечниками 12 и 13 рычага 14 продолжают перемешать ползуном 3 пуансон 4 и осушествлять дальнейшее смешение и поворот шатуна в общей плоскости симметрии скошенных кромок отверстия И, по которым при этом обдавливают шатун.
В процессе обдавливания пуансонами 4 и 6 формируют в шатуне 1 по концам его отверстия 11 расширенные в виде горловины участки 18 и 19, а обращенными друг к другу конусами 16 и 17 и плавными переходами пуансонов направляют вытесняемый от кромок металл вдоль отверстия и формируют плавные переходы 20 и 21 между образуемыми конусными поверхностями 22 и 23 и стенкой отверстия 11.
Усилия Р обдавливания от пуансонов 4 и 6 передают шатуну 1 по нормали к скосам соответствующих обрабатываемых кромок отверстия 11. Поэтому центр 24 поворота этого шатуна или расположение оси 15 на основании 2 выбирают, исходя из равенства обоих усилий Р по абсолютной величине, а также из равенства плеч их действия, т.е. расстояний от каждого вектора усилий до центра 24.
Формула изобретения
Способ обработки давлением наклонных кромок отверстий изделий по авт. св. 0 № 697225, отличающийся тем, что, с целью повышения качества изделий путем формирования плавных переходов от кромок к цилиндрической поверхности отверстия, каждый пуансон предварительно выполняют .г с плавным переходом от конической поверхности к основанию, обработку производят упомянутым плавным переходом, а усилие обработки направляют по нормали к скосу второй обрабатываемой кромки отверстия.
20 18
22
Щ
U2.2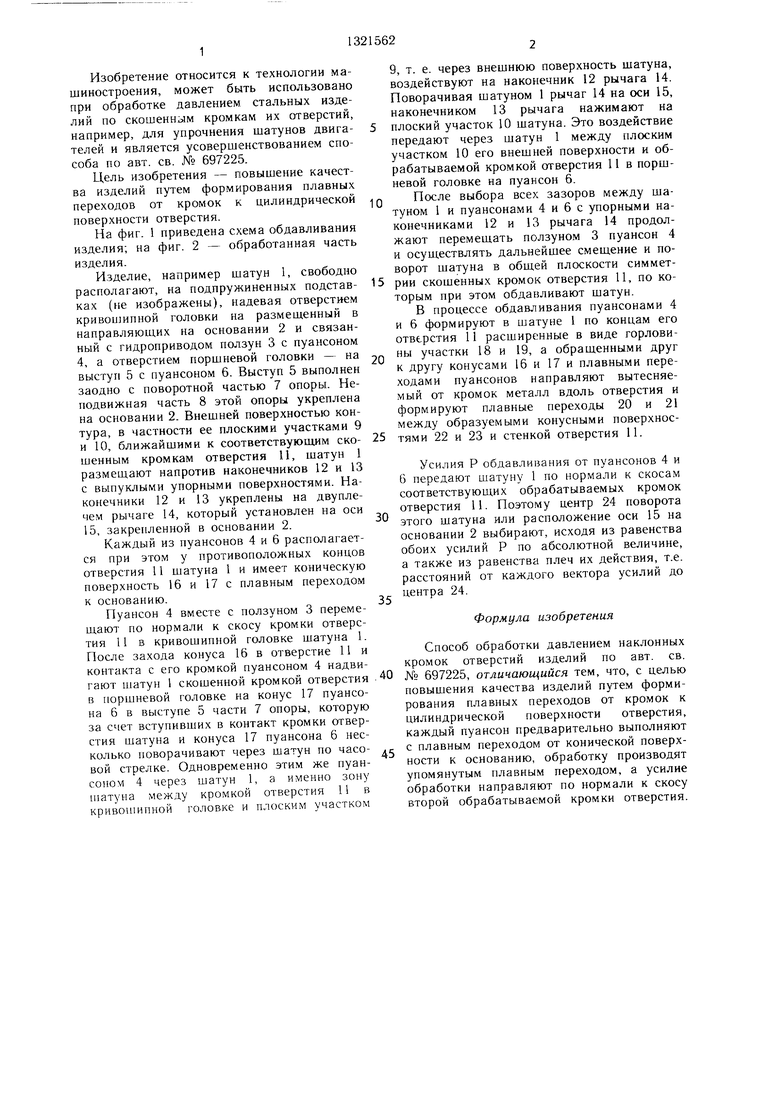
Изобретение относится к области технологии машиностроения и может быть использовано при обработке давлением стальных изделий с наклонными кромками отверстий, например кромок продольных отверстий шатунов двигателей, для получения изделий с переходами от кромки к цилиндрической поверхности отверстия. При этом изделие сжимают через обрабатываемые кромки между двумя направленными навстречу друг другу пуансонами и поворачивают этими же пуансонами в обш.ей плоскости симметрии кромок. Причем каждый из пуансонов выполняют с конической поверхностью, плавно переходяшей в основание. Обработку производят упомянутыми плавными переходами, а усилие обработки направляют по нормали к скосу кромки каждого из отверстий. 2 ил. оо N5 СД 05 ГчЭ
| Способ обработки наклонных кромок отверстий изделий и устройство для его осуществления | 1975 |
|
SU697225A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
