113
Изобретение относится к производству волокон из термопластичного материала, в частности к оборудованию для производства непрерывного волокна, и является усовершенствованием устройства по авт. св. № 1208029.
Целью изобретения является использование без.масадочного способа формо ;вания волокна и эйономия Драгоцен- вых металлов.
На чертеже представлено устройство, общий вид.
Устройство содержит загрузочный бункер 1 для загрузки стеклошариков, кассету 2, стеклоплавилышй аппарат 3 и фильерный питатель 4 с отбортов- ками 5, соединенные в единьй агрегат через огнеупорную прокладку 6 и кольцевой холодильник 7. По периметру стеклоплавильного аппарата установлен ограничитель 8 конвективного движения стекломассы, жестко соединенный с фильерным питателем 4. В дне фильерного питателя 4 установлен узел формирования волокна безнасадоч ным методом, состоящий из нагревателя 9 и поперечных каналов 10, имеющих вертикальные стенки 11 и перфорированную пластину 12 в дне.
Корпус фильерного питателя 4 имеет вертикальные прорези 13, ограниченные по периметру стенками 14 и сквозные в направлении поперек корпуса. Отноршние высоты h прорезей 13 к высоте Н фильерного питателя 4 находится в пределах 0,5 - 0,8,
Отношение расстояния а между смежными вертикальными стенками двух соседних прорезей к прорези h находится в пределах 0,08 - 0,25« Отношение ширины в прорези 13 к рас- стоя нию с от нижней кромки прорези до нагревателя находится в пределах 0,5 - 1,6.
.Устройство работает следующим об- эазом.
Из бункера 1 стеклошарики 15 поступают в кассету 2 и затем в стеклоплавильный аппарат 3, в котором они ютавятся, образуя гомогенную стекломассу. Ограничитель 8 конвективного движения стекломассы препятствует попаданию в фильерный питатель 4 стекломассы низкого качества, которая побывала в контакте с огнеупорной прокладкой 6, В объеме фильерно- о питателя 4 дополнительный нагрев с тек-ломассы осуществляется только в верхней и нижней ei o частях, где отсут32
ствуют прорези 13. Это достигаетс я за счет того, что высота h прорезей 13 составляет значительную долю (0,5 - 0,8) от общей, высоты Н фильерного питателя 4, а отношение расстояния о( между смежными вертикальными стенками двух соседних прорезей 13 к высоте h прорезей 13 мало (0,08 - 0,25).
Наличие прорезей 13 практически не меняет равномерного распределения стекломассы по длине нагревателя благодаря тому, что отношение ширины в прорези 13 к расстоянию с 0,5 1,6 от нижней кромки прорези до нагревателя 9 близко к 1,0
Указанные соотношения определяют экспериментально.
Если отношение -гт 0,5, то эффект Н
снижения теплового потока стекломассы недостаточен. Если отношение
т 0,8, то наблюдается переохлаждение стекломассы на подходе к нагревателю 9,
о
Если отношение т- 0,25, то участки боковых стенок фильерного питателя У верхней и нижней кромок прорезай 13 участвуют в нагреве стекломассы и эффективность прорезей 13 в уменьшении теплового потока стекломассы сни
а
жается. Если отношение г- 0,08, то-
количество прорезей увеличивается и существенно усложняется конструкция-и
изготовление фильерного питателя.
40 Если отношение - 0,5, то расстояние от нижней кромки прорезей 13 до нагревателя 9 мало и не удается добиться равномерного поля скорости и температуры стекломассы на.подходе к
45
нагревателю.
50
Если отношение - 1,6,, то участок боковых стенок фильерного питателя ниже прорезей дает нежелательный вклад в увеличение теплового потока, поступающего со стекггомассой на формование,55
Предлагаемое устройство обеспечивает возможность получения заданной величины теплового потока, поступающего со стекломассой к нагревателю.
и правильное соотношение этого теплового потока с количеством тепла, ко-. .торое выдешяется на нагревателе при прохождении по нему электрического тока, и количеством тепла, которое отдается узлом формования: за счет излучения и конвективного теплообмена в окружающую среду. Благодаря этому в данном устройстве возможно использование безнасадочного способа формования волокна и устройства для его осуществления. При этом малые гйбариты фильерного поля и питателя в целом обеспечивают получение значительного экономического эффекта при снижении Себестоимости: волокна за счет уменьшения расхода драгоценных металлов.
Саставитель Н. Ильиных Редактор Н. Тунько Техред А.Кравчук; Корректор с. Шекмар
;2718/161
Тираж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. Д/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
17034
Формула нзобрет-ения
Устройство для получения волокон из термопластичного материала по авт, св. № 1208029, отличающее- 5 с я тем, что, с целью использования безнасадочного способа формования волокна и экономии драгоценных метал лов, корпус фильерного питателя выполнен со сквозными поперечными прорезями, причем отношение высоты прорезей к высоте корпуса фильерного питателя составляет - 0,8, отношение расстояния между смежными вертикальными стенками соседних проре- 5 зей к высоте прорезей 0,08 - 0,25, а отношение ширины прорезей к расстоянию от нижнего края прорезей до нагревателя 0,5 - 1,6.
fO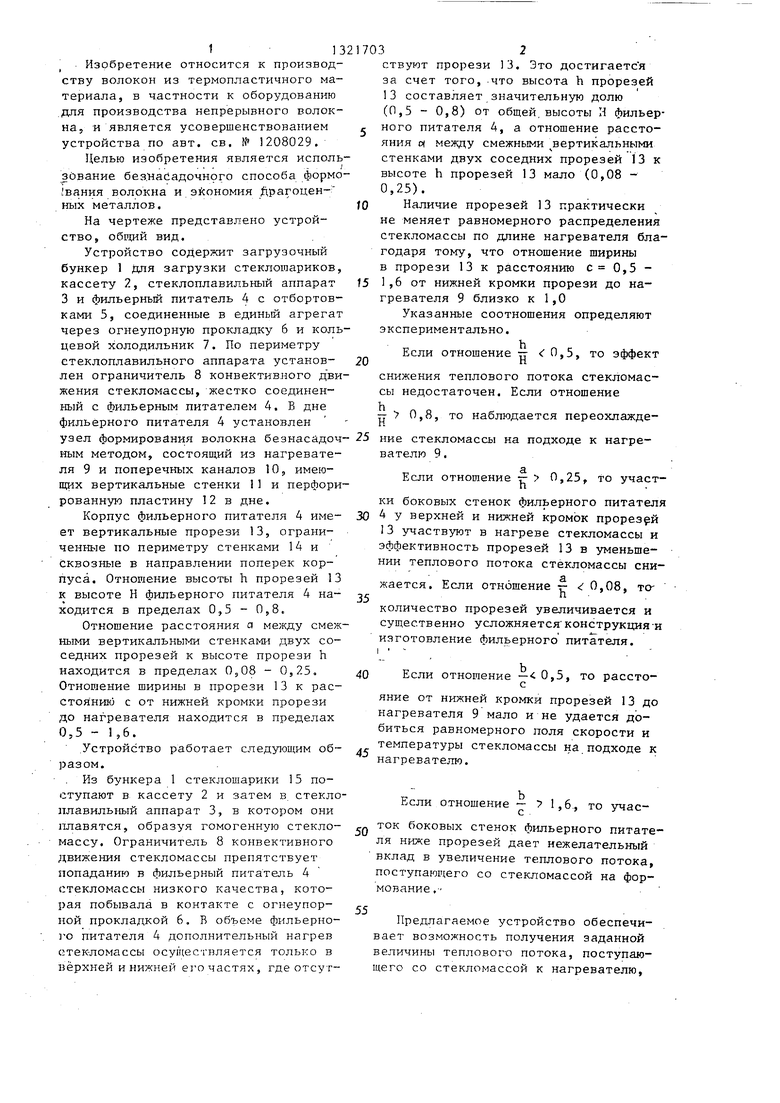

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения волокон из термопластичного материала | 1984 |
|
SU1208029A1 |
| Устройство для получения волокон из термопластичного материала | 1985 |
|
SU1330092A1 |
| Стеклоплавильный сосуд для получения волокна | 1985 |
|
SU1271838A1 |
| Устройство для получения волокна из термопластичного материала | 1982 |
|
SU1058905A1 |
| ЭЛЕКТРОКЕРАМИЧЕСКАЯ ПЕЧЬ С КОСВЕННЫМ НАГРЕВОМ ДЛЯ ФОРМОВАНИЯ НЕПРЕРЫВНЫХ И ШТАПЕЛЬНЫХ СТЕКЛЯННЫХ ВОЛОКОН | 2014 |
|
RU2560761C1 |
| Устройство для получения волокон из термопластичных материалов | 1982 |
|
SU1077856A1 |
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД | 1999 |
|
RU2147297C1 |
| Стеклоплавильный сосуд для формования непрерывного стеклянного волокна | 1980 |
|
SU967972A1 |
| СТЕКЛОФОРМУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СТЕКЛЯННОГО ВОЛОКНА | 1994 |
|
RU2064902C1 |
| Стеклоплавильный сосуд | 1981 |
|
SU966050A1 |
Изобретение относится к производству волокон из термопластичного материала, в частности к оборудованию для производства непрерывного волокна с получением заданной величины теплового потокаот стекломассы к нагревателю. Изобретение направлено на использование безнасадочного способа формования волокна и экономик драгоценных металлов. Устройство содержит загрузочный бункер 1 для загрузки стеклошариков, кассет у 2, стёклопла- ; вильный аппарат 3 и фильерный питатель 4. Б дне фильерного питателя 4 установлен узел формования волокна,, состоящий из нагревателя 9 и поперечных каналов 10, имеющих вертикальные стенки 11 и перфорированную пластину в дне. Корпус фильерного питателя выполнен со сквозными поперечными прорезями, причем отношение высоты прорезей к высоте корпуса фильерного питателя составляет 0,5 - 0,8, отношение расстояния между смежными вертикаль- ными стенками соседних ррорезей к высоте прорезей 0,08 - 0,25, а.отноше-; ние ширины прорезей к расстоянию Ьт нижнего края прорезей до нагревателя 0,5 - 1,6. 1 ил. Crt N)
| Устройство для получения волокон из термопластичного материала | 1984 |
|
SU1208029A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
