11
Изобретение относится к трубопрокатному производству, а именно к оборудованию непрерьшных станов.
Цель изобретения - увеличение производительности стана.
На фиг. 1 изображен задний стол непрерьшного трубопрокатного оправоч- ного стана; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фкг. 2; на фиг. 4 - разрез Б-Б на фиг.2.
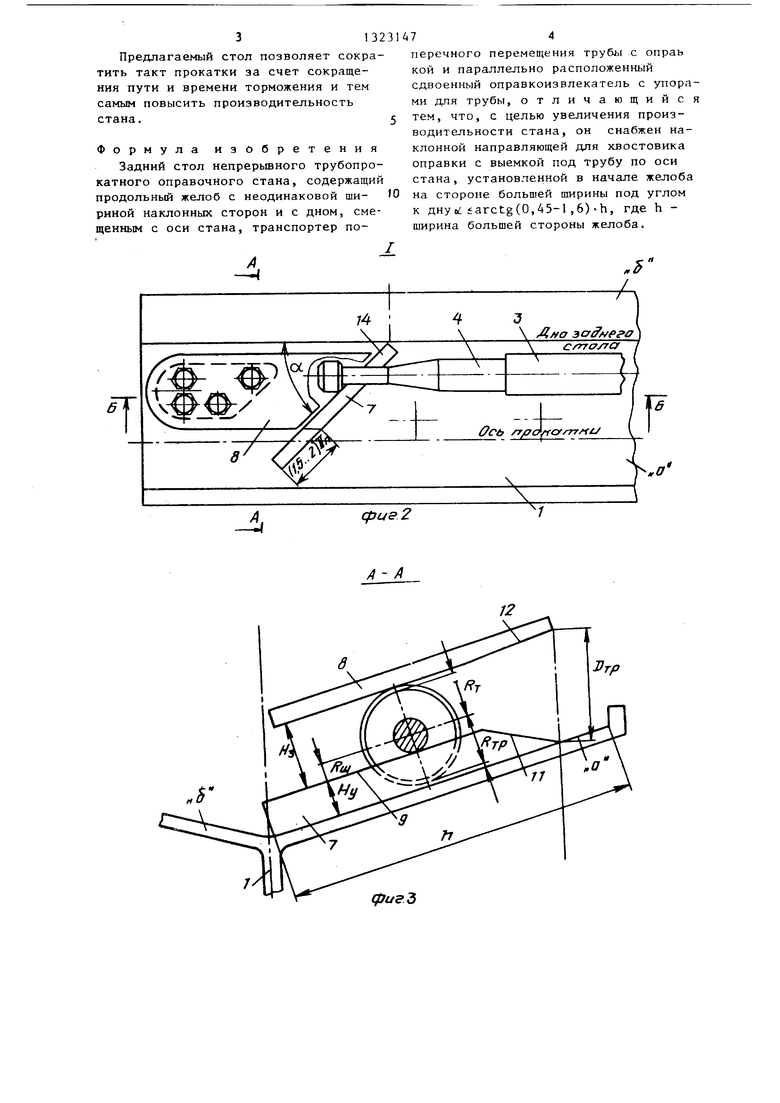
Задний стол непрерывного трубопрокатного оправочного стана содержит продольный У-образный желоб 1 с наклонными сторонами а и б, причем ширина стороны а больше ширины стороны б, TpaHcnoptep 2 поперечного перемещения трубы 3 с оправкой и спаренный оправкоизвлекатель 5 с упорами 6 для трубы. На стороне а же- лоба до его основания установлена сквозная направляющая для хвостовика оправки. Направляющая состоит из наклонного уступа 7, закрепленного на стороне а желоба большей ширины и крышки 8, установленной параллельно плоскости стороны а желоба и плоскости 9 уступа на расстоянии Н от последней при помощи стоек 10. Высота уступа Н„ на 1-2 мм превышает разницу радиусов прокатьюаемой трубы и шейки хвостовика оправки R , т.е. Hj,R,(l-2) мм.
Величина зазора Н между плоское- тью уступа и параллельной ее крьш1кой на 1-2 мм больше суммы радиусов головки R и шейки Ry хвостовика оправки, т.е. ( 1-2) мм.
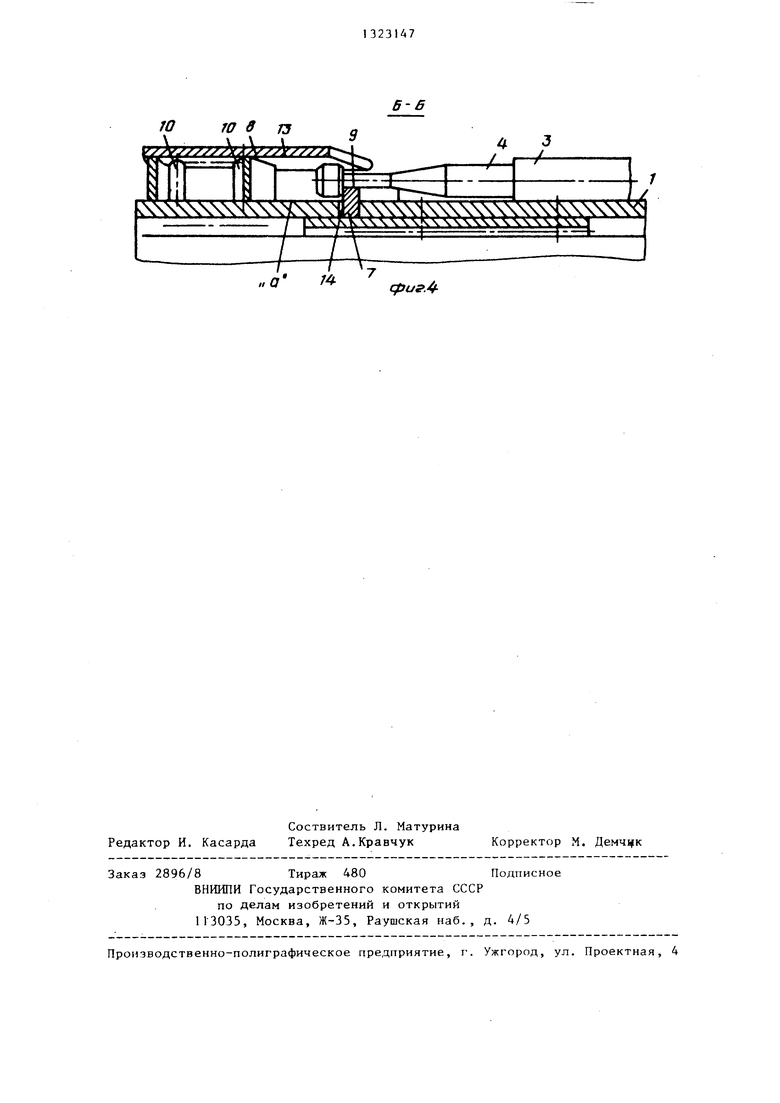
Верхний входной участок направ- ляющей, расположенный у оси непрерывного стана, имеет скошенные края И и 12, образую цие выемку таким образом, чтобы величина зазора между плос костями краев 11 и 12 наклонного ус- тупа и крышки., параллельными плоскости стороны а желоба, уменьшалась от величины, равной диаметру трубы у оси стана, до размера Н между плоскостями 9 и 13 вглубь направляю- щей на дпйне уступа, равной 1,5-2 диаметра трубы.
Таким образом, размеры направляющей соответствуют размерам головки хвостовика оправки и диаметру прока- гьгоаемой трубы.
Угол наклона сквозной направляющей, а именно, тормозящей оправку
5
0
5
0 5 0
5
472
плоскости 14 уступа к основанию желоба выбира(от из условия
oc arctg(0,45-l ,6).h где h - ширина стороны а желоба.
Причем угол uS откладывают от основания желоба на его стороне а против часовой стрелки.
Устройство работает следующим образом .
Труба 3 с находящейся в ней оправкой 4 по мере прокатки, выходя из стана, скользит по скошенным краям входной части направляющей, не углубляясь в нее, и далее под действием сил гравитации попадает в смещенную по одну сторону от оси стана постель, образованную наклонными сторонами а и б желоба 1. После окончания процесса прокатки труба с оправкой по инерции продолжает удаляться от стана. Как только хвостовик оправки 4 выходит из стана и его щейка подходит к входной части направляющей, головка хвостовика под действием сил гравитации и сил упруго изогнутой трубы с оправкой, находящихся частично на дне желоба, углубляется в сквозную направляющую.
Шейка хвостовика попадает в зазор Hj между крышкой 8 и уступом 7 и скользит по поверхностям 9 и 14 последнего. Головка хвостовика оправки, находящаяся в контакте с тормозящей плоскостью уступа, перемещается вдоль направляющей к дну желоба, чем осу-- ществляется принудительное торможение трубы с оправкой на заднем столе непрерьшного стана.
Невозможность выхода головки хвостовика оправки из контакта с тормозящей плоскостью уступа гарантируется расположением головки между двумя параллельными плоскостями крьшжи и стороны а желоба, находящимися одна от другой на расстояния , которое соответствует сумме диаметра головки хвостовика оправки и толщины стенки трубы, находящейся на оправке, т.е. H,+H,,p .
После остановки, при помощи транспортера 2 трубу с оправкой передают на оправкоизвлекатель 5. На последнем оправку извлекают и возвращают к непрерывному стану. Трубу после отрезки смятого об оправкоизвлекатель заднего конца направляют к редукционному или калибровочному стану.
313231
Предлагаемый стол позволяет сократить такт прокатки за счет сокращения пути и времени торможения и тем самым повысить производительность стана.5
Формула изобретения Задний стол непрерьшного трубопрокатного оправочного стана, содержащий продольньй желоб с неодинаковой ши- О риной наклонных сторон и с дном, смещенным с оси стана, транспортер по//)
74
перечного перемеп(ения трубы с опраь кой и параллельно расположенный сдвоенный оправкоизвлекатель с упорами для трубы, отличающийся тем, что, с целью увеличения производительности стана, он снабжен наклонной направляющей для хвостовика оправки с выемкой под трубу по оси стана, установленной в начале желоба на стороне большей ширины под углом к дну oi arctg(0,45-l ,6)-h, где h - ширина большей стороны желоба.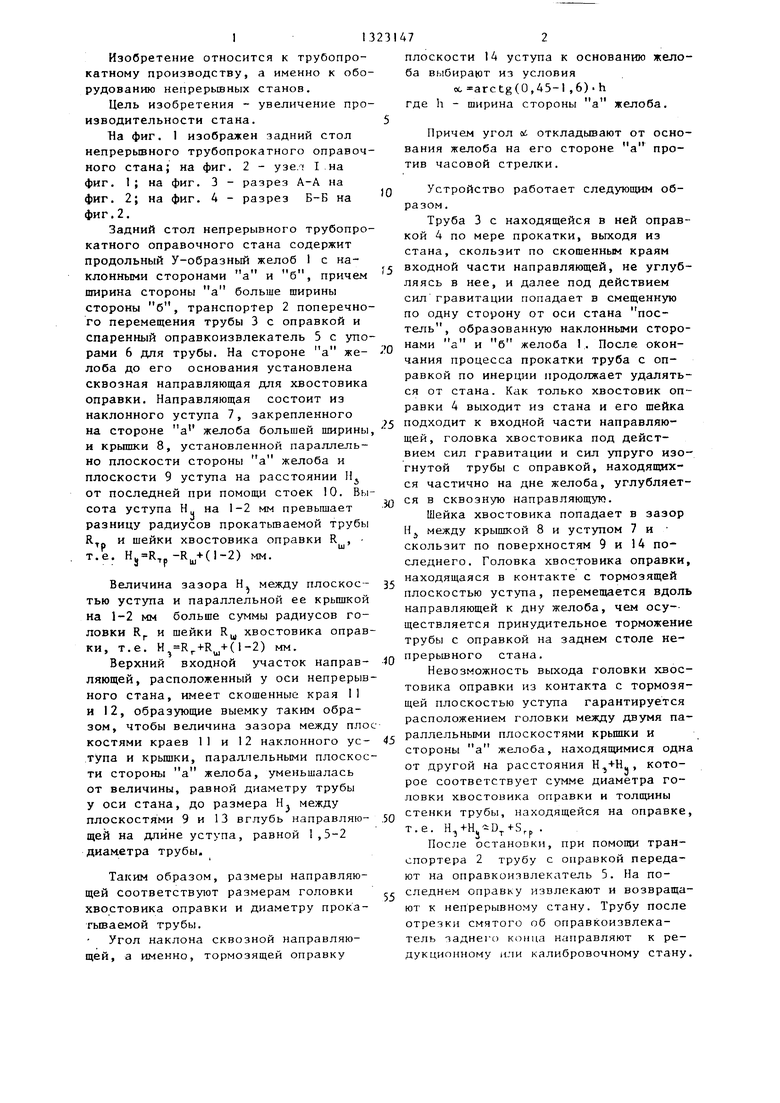
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1984 |
|
SU1222337A1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1991 |
|
SU1794512A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| ОПРАВОЧНЫЙ УЗЕЛ НЕПРЕРЫВНОГО ТРУБОПРОКАТНОГО СТАНА | 2011 |
|
RU2486976C1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
Изобретение относится к области трубопрокатного производства и касается оборудования непрерьшных станов. Цель изобретения - увеличение производительности стана. Задний стол ff непрерьшного трубопрокатного стана состоит из продольного желоба 1 с наклонными сторонами, из которых одна сторона а имеет ширину, большую,чем ширина другой стороны б. Для поперечного перемещения трубы 3 с оправкой 4 к сдвоенному оправкоизвлекате- Л10 5 имеется транспортер 2. Ynojjbi 6 для трубы у оправкоизвлекателей расположены в начале желоба. На стороне а желоба установлена направляющая для хвостовика оправки. Она имеет уступ 7 со скошенными краями по оси стана, образующими выемку под трубу, и крышку 8. Направляющая составляет с основанием желоба уголoi arctg(О,45- Q 1 ,6)h, где h - ширина стороны а желоба. Направляющая способствует размещению хвостовика оправки в нужном месте у оправкоизвлекателей, сокращает время торможения и тем самым увеличивает производительность стана. 4 ил. & (Л tpue.i
фиг
„а /4
cpuf.4Соствитель Л. Матурина Редактор И. Касарда Техред А.Кравчук
Заказ 2896/8Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
.- - .- , -- - -- - - - -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М. Демч1 к
| Спиваковский Л.Н, и др | |||
| Черная металлургия капиталистических стран | |||
| М.: Металлургия, 1970, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
