Изобретение относится к трубопрокатному производству.
Известно устройство заднего стола непрерывного справочного трубопрокатного стана, направленное на решение задачи повышения производительности стана путем использования механизма торможения трубы с оправкой. Механизм торможения выполнен в виде блока сопел, расположенного в конце и соосно дну желоба.
После выхода оправки из последней клети непрерывного стана включает систему сжатого воздуха, из которой воздух с помощью сопел подают в замкнутый объем, образованный приводными рычагами, желобом и передним концом трубы, свободным от оправки. Действующая на торец опрэвки сила должна превышать силы трения между желобом и трубой с оправкой.
Эффективность предложенного устройства весьма сомнительна из-за наличия многих переменных факторов - масса трубы, трение на контакте труба - желоб, давление в системе сжатого воздуха, зазоры между желобом и приводными рычагами и др. не могут обеспечить стабильность работы.
Известно более близкое к предложенному устройство заднего стола непрерывного трубопрокатного стана, включающее продольный желоб, поперечный транспортер для передачи труб с оправками, оправ- коизвлекатель и механизм торможения трубы с оправкой. Устройство имеет установленный соосно дну желоба с возможностью перемещения относительно его наклонных сторон демпфирующий механизм останова оправок, тянущие ролики,
х Ю N СП
ю
трубосъемочный блок клетей и приводные рычаги, шарнирно закрепленные над желобом и образующие с ним распределительную коробку.
Останов оправки с трубой служит для удержания оправки в неподвижном состоянии во время стаскивания с нее трубы при помощи съемочного стана. Останов оправки требует обязательного управления по подъему и опусканию шибера, что ведет к потерям тепла находящейся на трубе оправки. Шибер должен быть определенного размера и при переходе на другие оправки его необходимо заменить.
Целью изобретения является повышение производительности.
Поставленная задача достигается тем, что задний стол непрерывного справочного трубопрокатного стана, содержащий продольный желоб, поперечный транспортер для передачи труб с оправками, оправкоиз- влекатель и механизм торможения трубы с оправкой в продольном направлении,снабжен встроенными в продольный желоб приводными роликами, выполненными коническими с проточкой в конце со стороны оправкоизвлекателя, причем первые два ролика смонтированы с перекосом к оси желоба в плане и подпружиненным остановом трубы с оправкой, установленным соосно проточке приводных роликов на одной линии с оправкоизвлекателем;
Останов трубы с оправкой выполнен в виде стационарно установленного одноплечего рычага, соединенного шарнирно со штоком пневмоцилиндра и несущего сменный шибер, имеющий впадину, совпадающую с осью проточки приводных роликов.
Такое техническое решение позволяет останавливать трубу с оправкой в требуемом месте, что приводит к лучшему использованию оборудования, сократить потери тепла горячей трубы и тем самым облегчить извлечение оправки.
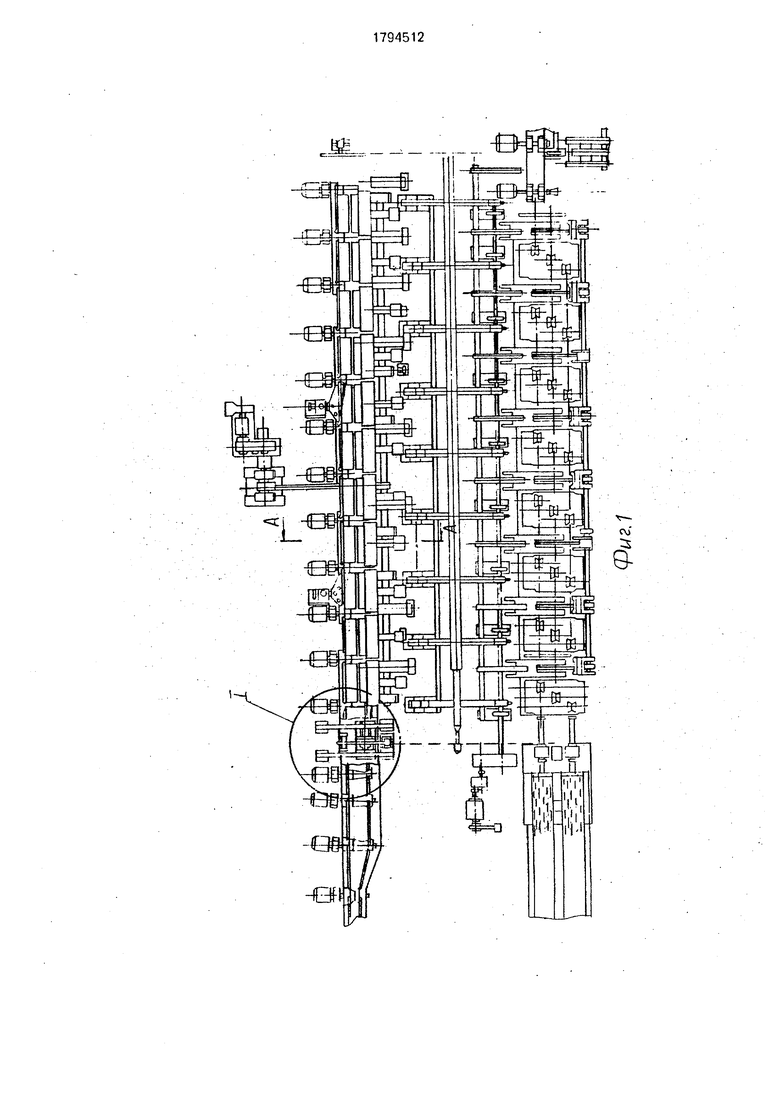
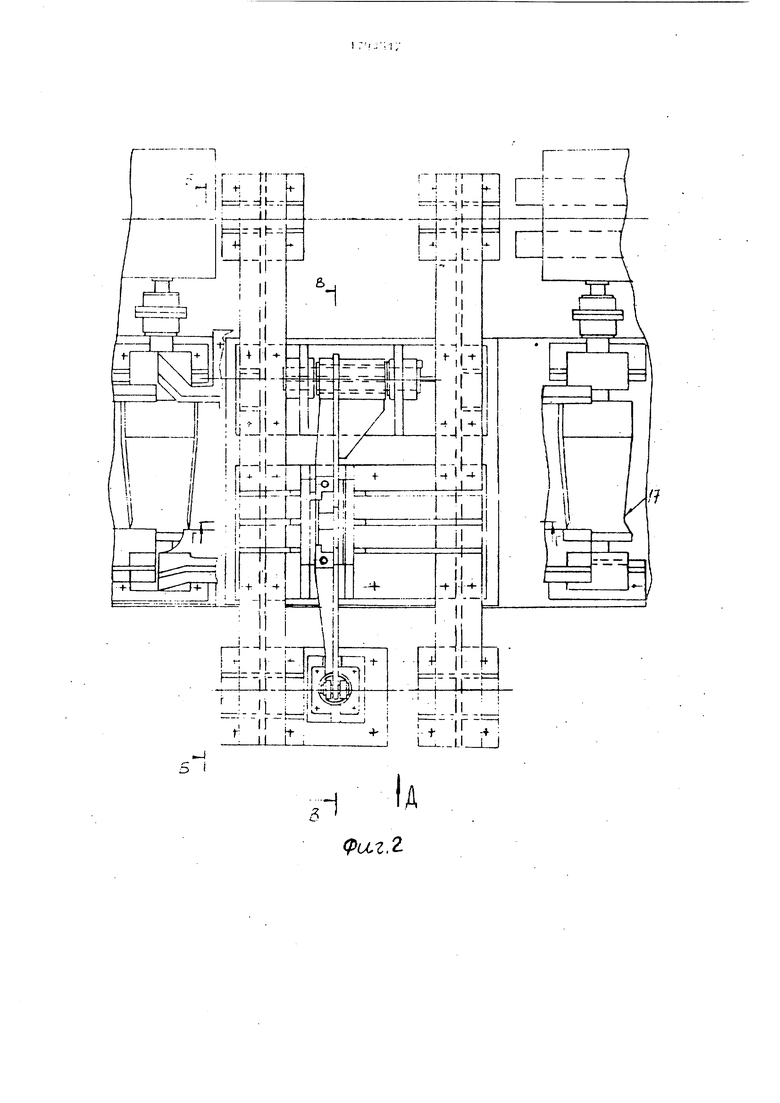
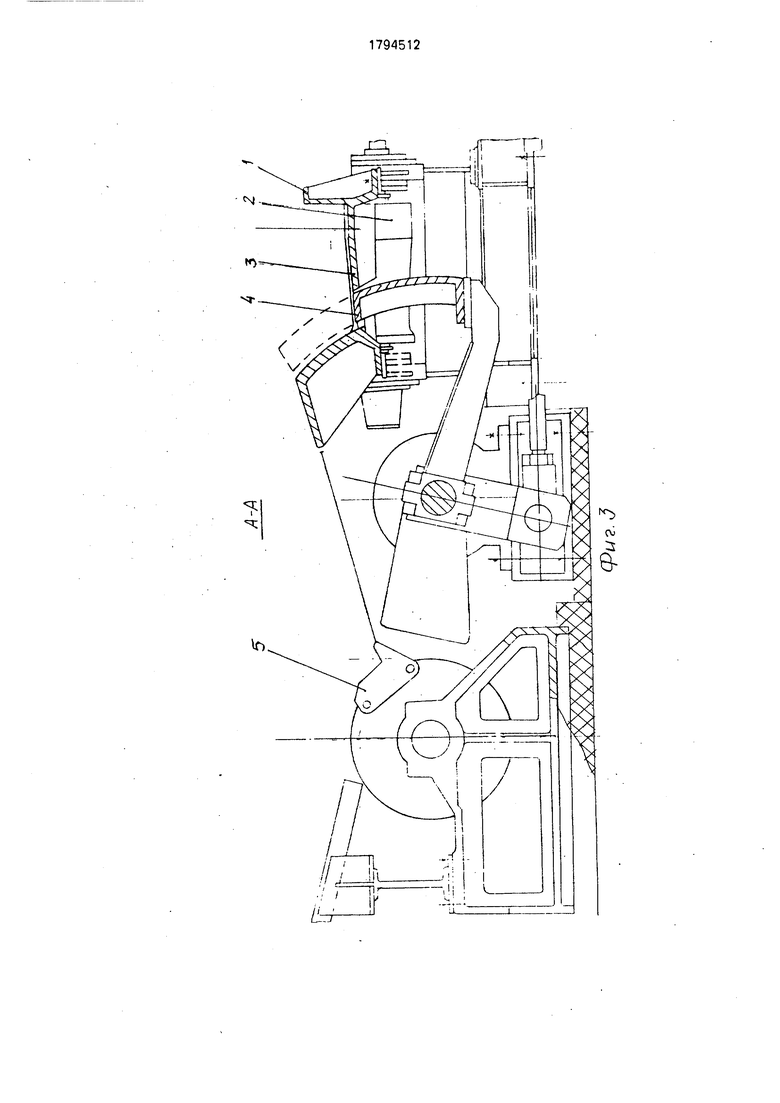
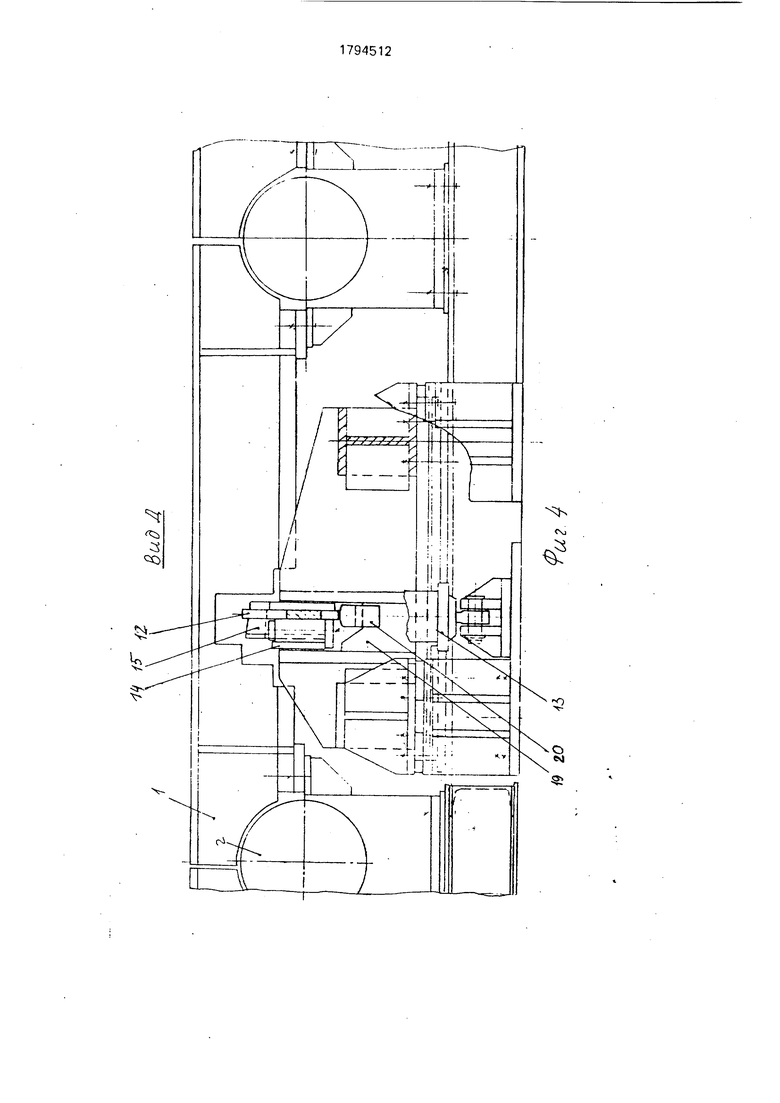
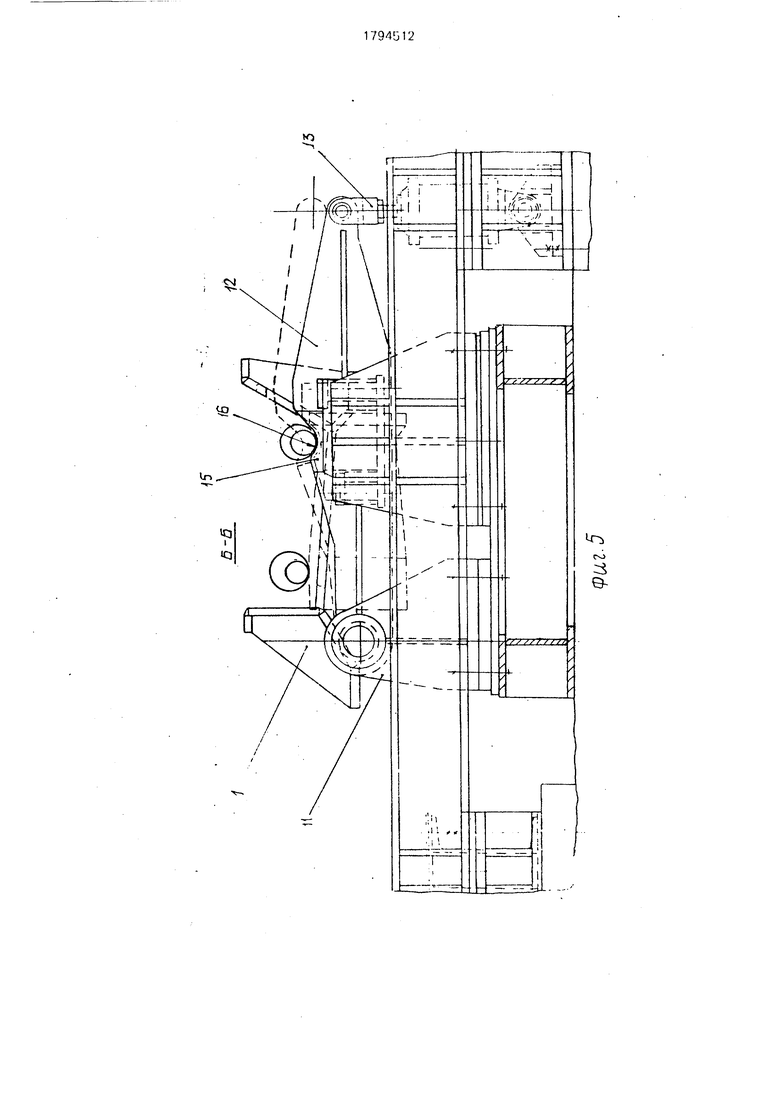
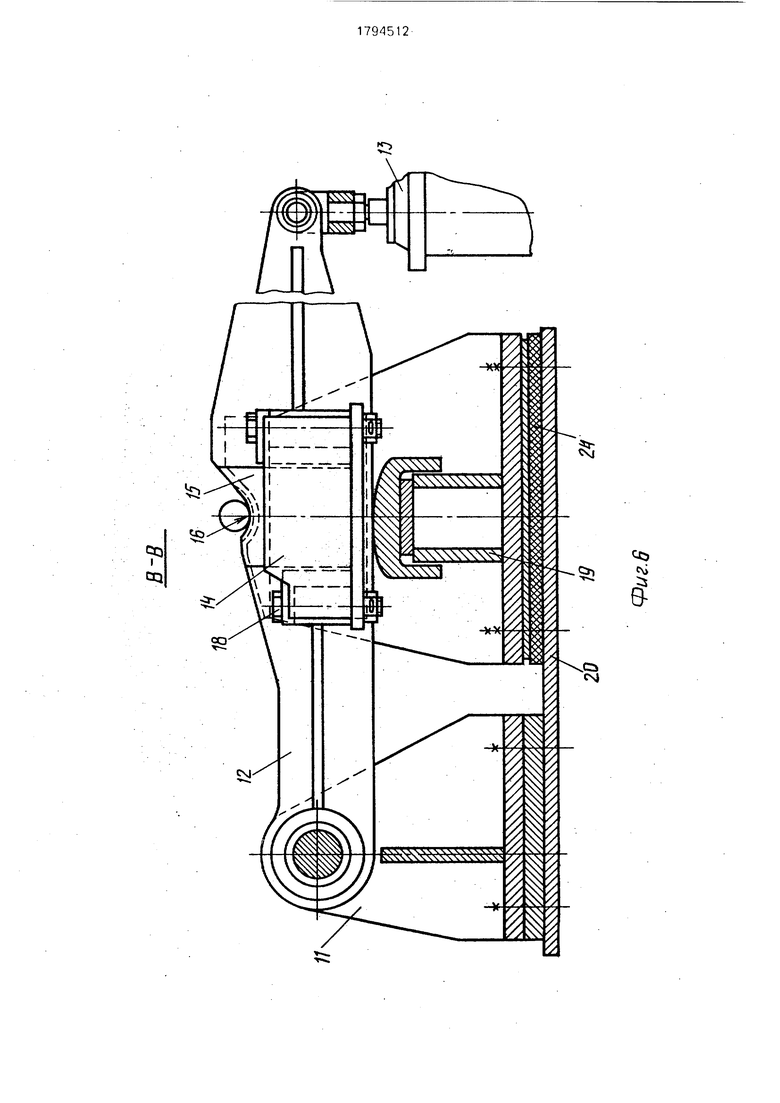
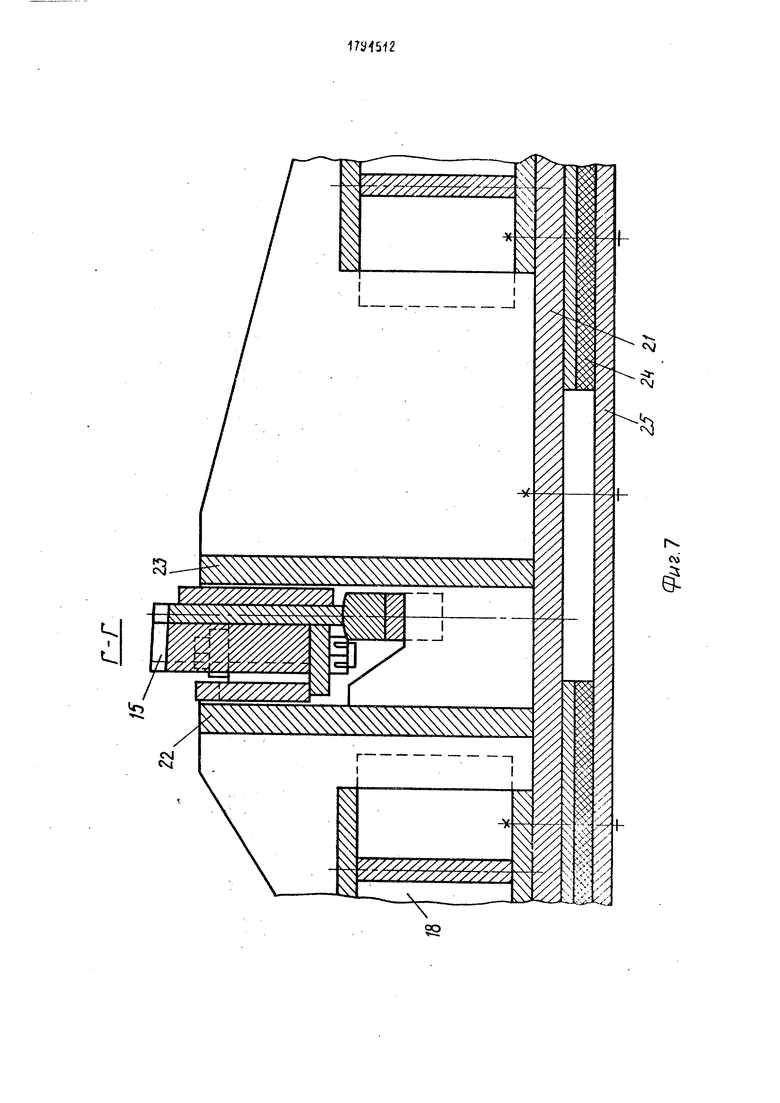
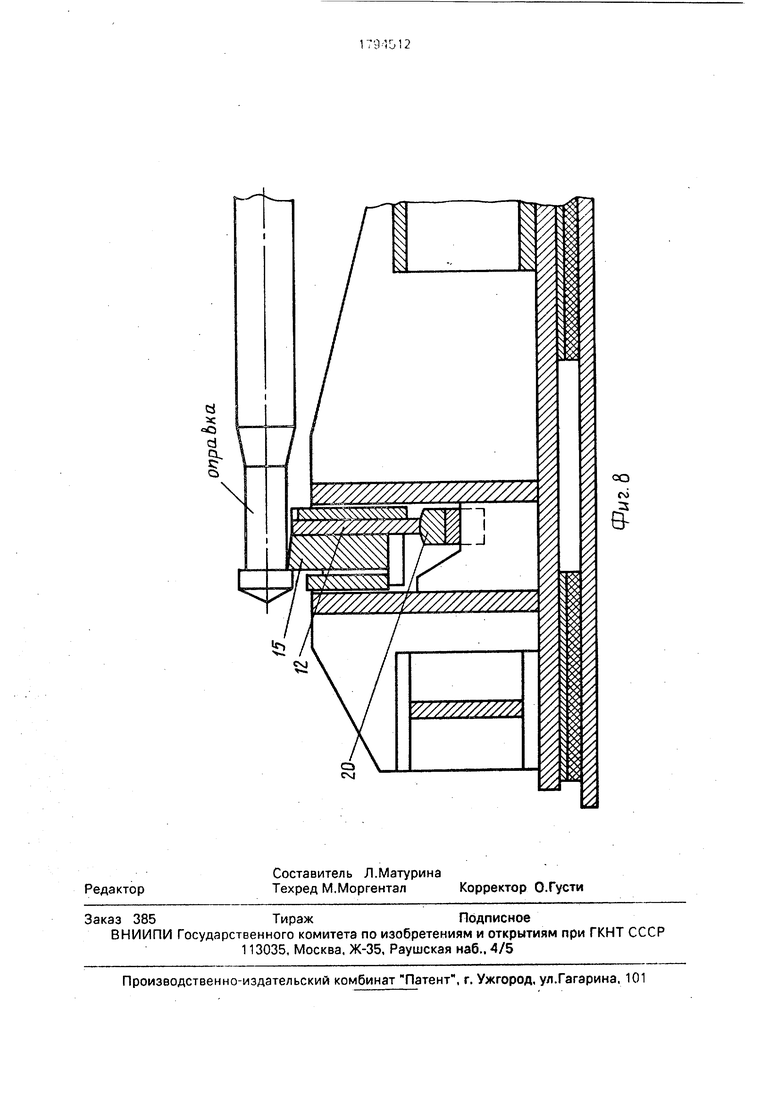
На фиг, 1 изображен задний стол непрерывного трубопрокатного стана, вид в плане; на фиг. 2 - останов оправки (вид в плане), узел I фиг. 1; на фиг. 3 - разрез А-А фиг. 1; на фиг. 4 -вид Д на фиг. 2; на фиг. 5-разрез Б-Б на фиг. 2; на фиг. 6 - разрез В-В фиг. 2; на фиг. 7 - разрез Г-Г фиг. 2; на фиг. 8 - схема торможения оправки.
Задний стол непрерывного трубопрокатного стана содержит продольный желоб 1 с приводными роликами 2. Первые два приводных ролика установлены с перекосом в плане.
Дно 3 продольного желоба имеет уклон в сторону оправкоизвлекателя. Дно желоба снабжено окнями для клапанного выбрасывателя 4 трубы с оправкой на поперечный транспортер 5.
Транспортером трубы с оправками доставляются на входную сторону 6 сдвоенного оправкоизвлекателя 7. Задающими роликами 8 труба с оправкой задается в один из двух люнетов 9. Затем конец оправки захваткой цепи 10 защемляется. Происходит извлечение оправки из трубы.
Оправка, продолжая движение, уходит по рольгангу на участок охлаждения и смазки, а освобожденная от оправки труба сбрасывается на средний ряд роликов и по ним уходит на горячую отделку.
Останов оправки с трубой установлен
между приводными роликами, смонтиро. ванными в продольном желобе (см. фиг. 2).
На стойке 11 шарнирно закреплен рычаг 12,
второй конец которого шарнирно соединен
со штоком пневмоцилиндра 13.
На рычаге смонтирована каретка 14, в которую вставляется шибер 15 так, что его впадина 16 совпадает с проточкой 17 приводных роликов 2. Шибер крепится к рычагу
12 болтами 18. Движение рычага вниз ограничено стойкой 19 и сменным колпачком 20. Для восприятия продольных усилия служит рама 21 с вертикальными стенками 22 и 23, между которыми находится рычаг 12 с
шибером 15.
Смягчение толчков, возникающих в момент остановки оправки шибером, достигается за счет упругих прокладок 24, расположенных между фундаментной рамой 25 и рамой 21.
Устройство работает следующим образом. Прокатанная на непрерывном стане труба с оправкой движется по продольному желобу 1 с приводными роликами 2. Когда
хвостовик с оправкой войдет в зону роликов, труба с оправкой начинает скатываться - этому способствует профиль приводных роликов. При начальном движении трубы с оправкой их влияние мало сказывается. Когда
же хвостовик оправки окажется в зоне роликов, произойдет интенсификация скатывания трубы с оправкой в проточку приводных роликов. Далее труба с оправкой будет перемещаться продольно. При скатывании в
зону проточек роликов под действием массы трубы с оправкой рычаг 12 утапливается. Давление сжатого воздуха, подаваемого в пневмоцилиндр 13, регулируется в зависимости от диаметра оправки и погонной массы трубы.
Начало скатывания оправки выбрано с таким расчетом, чтобы на рычаг 12 попал участок оправки, свободный от трубы, с целью исключения порчи трубы.
При дальнейшем продвижении по рольгангу нагрузка на рычаг 12 с шибером 13 уменьшается и шибер как бы отжимает оправку вверх.
Когда же головка окажется над шибером, последний остановит оправкус трубой.
Место расположения останова выбрано так. что при дальнейшем поперечном движении трубы с оправкой при помощи клапанного выбрасывателя 4 и поперечного транспортера головка оправки окажется в непосредственной близости от люнета.
При поперечной передаче из продольного желоба на транспортер и далее к оп- равкоизвлекателю положение головки оправки относительно люнетов оправкоиз- влекателя не изменяется. При торможении
оправки с трубой убирается лишний пробег от стана и второй раз - при задаче в люнет стержнеизвлекателя. Экономим время и тепло трубы. Сокращается потеря тепла - значит уменьшается усилие извлечения оправки.
Если продольное движение не ограничивать, труба с оправкой перемещается по рольгангу до встречи грубы с упором. Так
как в сборке труба-оправка передний конец грубы пустотелый, без оправки, происходит подгиб и затрудняется дальнейшая транспортировка.
Использование предложенного устройства позволит устойчиво прокатывать трубы на длинной оправке длиной до 13 м в условиях ограниченной площади цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1984 |
|
SU1222337A1 |
| Задний стол непрерывного трубопрокатного оправочного стана | 1986 |
|
SU1323147A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| Устройство для распределения труб с наклонной решетки на параллельные рольганги опровкоизвлекателей | 1989 |
|
SU1722640A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| Устройство для извлечения оправок из труб | 1987 |
|
SU1502144A1 |
| Устройство для автоматического управления механизмами выходной стороны непрерывного трубопрокатного стана | 1979 |
|
SU869887A1 |
Использование: в непрерывных справочных трубопрокатных станах. Устройство содержит продольный желоб, расположенный за непрерывным станом, с которого поперечным транспортером передают трубу с оправкой к оправкоизвлекателю. Встроенные в продольный желоб приводные ролики выполнены коническими с проточкой в конце со стороны оправкоизвлекателя, причем первые два ролика смонтированы с перекосом к оси желоба в плане. Соосно проточке приводных роликов на одной линии с оправ- коизвлекателем установлен подпружиненный останов трубы с оправкой. Использование указанного устройства позволит устойчиво прокатывать трубы на длинной оправке длиной до 13 м и таким образом поднять производительность стана. 1 з.п, ф-лы, 8 ил. ел с
Формула изобретения 1. Задний стол непрерывного справочного трубопрокатного стана, включающий продольный желоб, поперечный транспортер для передачи труб с оправками, оправ- коизвлекатель и механизм торможения трубы с оправкой, отличающийся тем, что, с целью повышения производительности и уменьшения энергозатрат, он снабжен встроенными в продольный желоб приводными роликами, выполненными коническими с проточкой в конце со стороны оправкоизвлекателя, причем первые два ролика смонтированы с перекосом к оси желоба в плане, и подпружиненным остановом трубы с оправкой, установленным соосно с проточкой приводных роликов на одной линии с оправкоизвлекателем.
v
s
I-..
9
| Задний стол непрерывного оправочного трубопрокатного стана | 1984 |
|
SU1222337A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
