Изобретение относится к обработке металлов давлением, в частности к оборудованию станов продольной прокатки труб на оправке.
Цель изобретения - повышение про иаводительности стана.
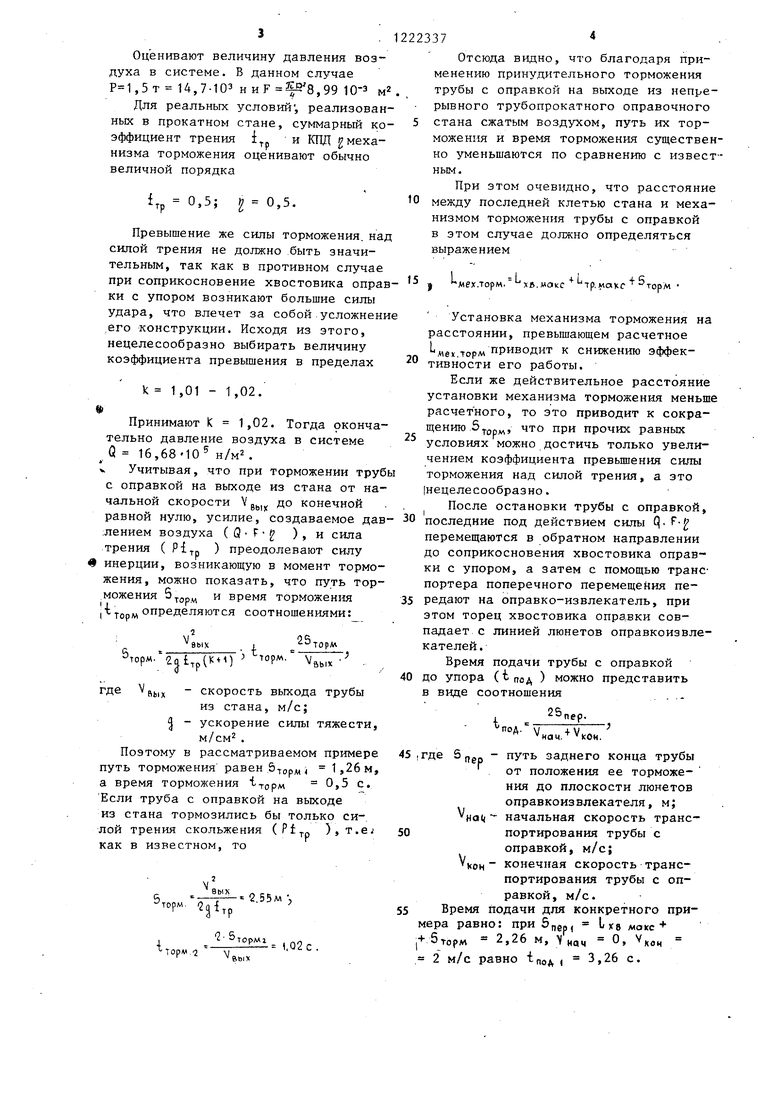
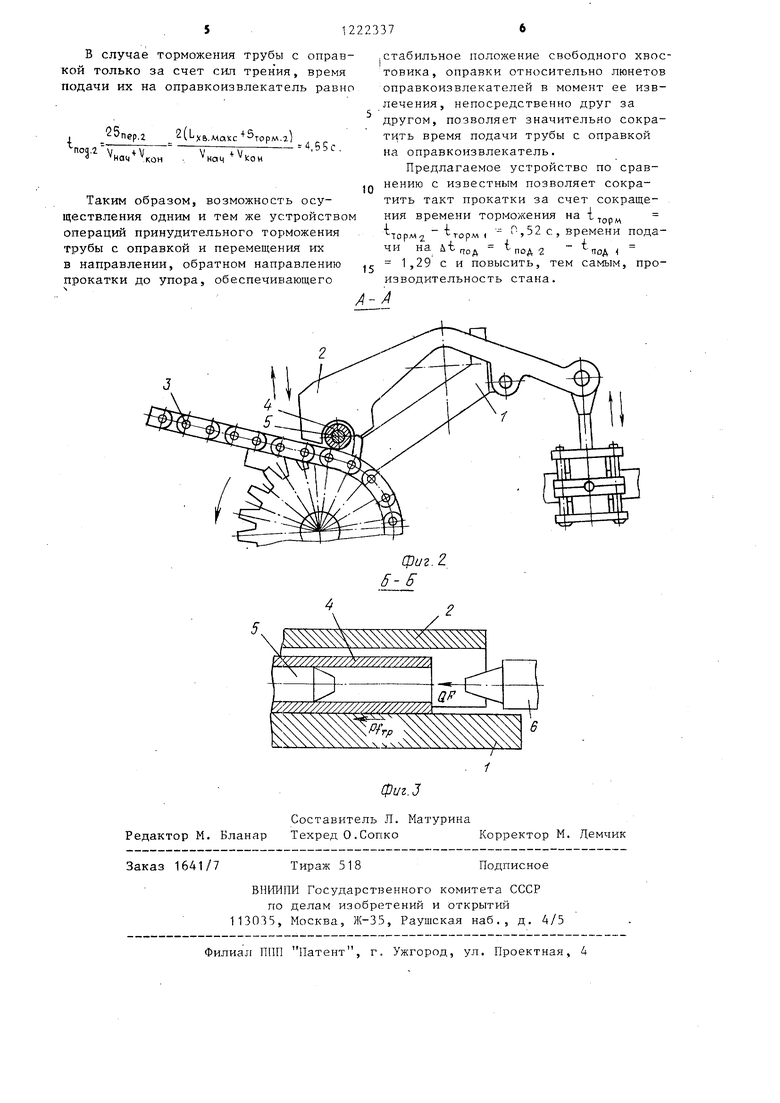
На фиг. 1 изображен задний стол непрерывного трубопрокатного оправоч ного стана; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Задний стол непрерывного трубопрокатного оправочного стана, содержи продольный V -желоб 1 с разнонаклон- ными сторонами оно и приводными рычагами 2, шарнирно закрепленными над ним, транспортер 3 поперечного перемещения трубы 4 с оправкой 5, механизм торможения в виде блока сопел 6, оправкоизвлекатели 7с яюнетами 8 и упор 9. Желоб и шарнирн закрепленные приводные рычаги образуют распределит ел ьньпо проводку. Упор расположен за последней клетью стана на линии люнетов оправкоизвле- катеяя, соосно оси механизма торможения .
Устройство работает следующим образом.
Труба 4 с находящейся в ней оправкой 5, выходя из непрерывного стана, под действием сил гравитации попадае в смещенное по одну сторону от него дно, образованное наклонными сторонами о( и S желоба 1 . Как только хвое- товик оправки выйдет из- последней клети стана включают систему сжатого воздуха (не показана), из которой воздух с помощью сопел 6 подают в замкнутый объем, образованный привод ными рычагами 2, желобом и передним концом трубы 4, свободным от оправки 5. При этгом давление воздуха в системе выбирают так, что усилие, возникающее внутри трубы и действую ш,ее на торец оправки, превышает силу трения покоя между проводков и трубой с оправкой в момент их (остановки Таким образом, труба и оправка, зап-
тормозившись, начинают перемещаться
IB направлении, обратном нап1)авлению . |прокатки до соприкоснования с упором 9, после чего систему выключают. Затем с помощью транспортера 3 трубу с оправкой передают на оправкоизвлека- тели 7, при этом хвостовик оправки оказывается непосредственно около люнетов 8, так как последншг распо
5 0 5
0
5
5
0
5
3372
ложены в плоскости упора. На оправко- извлекателе оправку извлекают и воз-, вращают к непрерывному стану, а трубу после отрезки заднего конца направляют к редукционному или кали.,- - бровочному стану.
Рассматривают работу устройства, например, при прокатке труб на ТПА 30-102 ЮТЗ длиной oi,p.Mo,sc 30 м, диаметром 115 мм, толщиной стенки 4 мм на оправке длиной 19,5 м, диаметром 107 мм при длине свободного хвостовика оправки с .д ..„ 2 м,
Vло.МиНС
общий вес которых составляет Р 1 ,5 т.
Труба с оправкой выходит из стана со скоростью t,,yi 5 м/с, под действием сил гравитации попадает на желоб и по инерции продолжает удаляться от последней его клети. Как только хвостовик оправки попадает на желоб, включают систему сжатого воздуха, связанную с соплом с помощью которого воздух попадает в замкнутый объем, образованньм приводными рычагами желобом и передним концом трубы, свободным от оправки.
Для того, чтобы затормозить трубу с оправкой и обеспечить их движение в обратном направлении до соприкосновения с упором усилие, создаваемое давлением воздуха и воздействующее на передний торец оправки (Q. F-h), должно быть больше силы трения на контакте трубы с оправкой и желобом (P f-rp ), т.е. выполняется условие
Q-F-, Pi.p. гдe Q - давление воздуха в системе
н/м ; Р - площадь поперечного сечения
оправки, g - КПД механизма торможения,
величина которого зависит от герметичности объема, в который подают сжатый воздух; г -- суммарный вес трубы с оправкой , н;
тр суммарный коэффициент трения между трубок с оправкой и желобом (проводной). Обозначив через k коэффициент превышения силы торможения над силой трения покоя между трубой с оправкой и желобом (проводной) выражение для давления сжатого воздуха можно записать в виде
Р-Ьр- :
Оценивают величину давления воздуха в системе. В данном случае ,5т 14,7-103 н иР ,99 10-3 „г
Для реальных условий , реализованных в прокатном стане, суммарный коэффициент трения f и КПД gмеханизма торможения оценивают обычно величной порядка
0,5; I 0,5.
ч
Превышение же силы торможения, над силой трения не должно быть значительным, так как в противном случае при соприкосновение хвостовика оправки с упором возникают большие силы удара, что влечет за собой усложнение его конструкции. Исходя из этого, нецелесообразно выбирать величину коэффициента превышения в пределах
k 1,01 - 1,02.
Принимают К 1,02. Тогда окончательно давление воздуха в системе
Q 16,6810 н/м.
V Учитывая, что при торможении трубы с оправкой на выходе из стана от начальной скорости V gjjij до конечной равной нулю, усилие, создаваемое давлением воздуха (Q Г ), и сила трения ( ) преодолевают силу инерции, возникающую в момент торможения, можно показать, что путь тор
можения
торм
определяются
и время торможения
соотношениями:
вых
V
д,
25
торм
() Р«-
где - скорость выхода трубы
из стана, м/с; - ускорение силы тяжести,
м/см.
Поэтому в рассматриваемом примере путь торможения равен 5-гор«4 1,26м, а время торможения t-горм ° Если труба с оправкой на выходе из стана тормозились бы только силой трения скольжения (Р1тр ),т.е; как в известном, то
вы
i
торм. ,p
5 торм.-2 vT
2.55м J
(,02с.
22337
Отсюда видно, что благодаря применению принудительного торможения трубы с оправкой на выходе из непрерывного трубопрокатного оправочного 5 стана сжатым воздухом, путь их торможения и время торможения существенно уменьшаются по сравнению с известным.
При этом очевидно, что расстояние 10 между последней клетью стана и механизмом торможения трубы с оправкой в этом случае должно определяться выражением
15
I wex.TopM. хб.мокс тр. макс торм
Установка механизма торможения на расстоянии, превышающем расчетное L ,gк рр приводит к снижению эффективности его работы.
Если же действительное расстояние установки механизма торможения меньше расчетного, то это приводит к сокра
щению
тор
„, что при прочих равных
условиях можно достичь только увеличением коэффициента превьшгения силы торможения над силой трения, а это (нецелесообразно.
После остановки трубы с оправкой,
последние под действием силы перемещаются в обратном направлении до соприкосновения хвостовика оправки с упором, а затем с помощью транспортера поперечного перемещения передают на оправко-извлекатель, при этом торец хвостовика оправки совпадает с линией люнетов оправкоизвле- кателей.
Время подачи трубы с оправкой
до упора (под ) можно представить в виде соотношения. .,
25,
пер.
под.
VnaM.+ V.OH.
5 ,где 5
пес
V
путь заднего конца трубы от положения ее торможения до плоскости люнетов оправкоизвлекателя, м;
но1(
0
начальная скорость транспортирования трубы с оправкой, м/с;
kOH конечная скорость транспортирования трубы с оправкой, м/с.
Время подачи для конкретного примера равно:
,5
при Snep, Lx6 /мокс
горм
2,26 м, V
нач
2 м/с равно t
пол
О, V 3,26 с.
кон
В случае торможения трубы с оправкой только за счет скп трения, время подачи их на оправкоизвлекатель равно
2( ддд,,,-+5T-,p.j)
кон
-4,55с.
Таким образом, возможность осуществления одним и тем же устройством операций принудительного торможения трубы с оправкой и перемещения их в направлении, обратном направлению прокатки до упора, обеспечивающего
А
.стабильное положение свободного хвостовика, оправки относительно люнетов оправкоизвлекателей в момент ее извлечения, непосредственно друг за другом, позволяет значительно сократить время подачи трубы с оправкой на оправкоизвлекатель.
Предлагаемое устройство по сравнению с известным позволяет сократить такт прокатки за счет сокращения времени торможения на торм tropM , ,52 с, времени подачи на лъ гтод t ,(зд 2 t под 1,29 с и повысить, тем самым, производительность стана.
А
фuг.J
Составитель Л. Матурина Редактор М. Бланар Техред О.Сопко Корректор М. Демчик
Заказ 1641/7
Тираж 518
ВНКИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного оправочного трубопрокатного стана | 1991 |
|
SU1794512A1 |
| Задний стол непрерывного трубопрокатного оправочного стана | 1986 |
|
SU1323147A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| ОПРАВОЧНЫЙ УЗЕЛ НЕПРЕРЫВНОГО ТРУБОПРОКАТНОГО СТАНА | 2011 |
|
RU2486976C1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Устройство для удержания оправки стана непрерывной прокатки труб | 1983 |
|
SU1079324A1 |
| Задающее устройство трубопрокатного оправочного стана | 1986 |
|
SU1409360A1 |
| Задающее устройство трубопрокатного оправочного стана | 1985 |
|
SU1284633A1 |

| Заявка ФРГ № 3114950, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
