I
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для обжима трубных заготовок.
Цель изобретения - увеличение предельной степени деформации, расширение технологических возможностей и повышение качества обжатых изделий.
На фиг. 1 приведен предложенный штамп, разрез; на фиг. 2 - разраз А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2.
Штамп содержит пуансон 1, снабженный кольцевым выступом 2 с конической внутренней поверхностью, обой му, выполненную в виде цилиндрической части 3 и цанги 4 с наружной конической поверхностью. Обойма 3 опирается на пружину 5 и образует винто вую пару с матрицей 6, которая установлена на опоре 7. Для удаления готовых ;изделий из матрицы 6 в штампе предусмотрен выталкиватель 8.
Предлагаемый штамп работает следующим образом.
Заготовку 9 устанавливают в отверстие обоймы 3. При рабочем ходе пуансон 1 конической полостью выступа 2 набегает на коническую поверхность цанги 4, которая зажимает заготовку 9. Дальнейшее движение пуансона 1 вниз обеспечивает проталкивание заготовки 9 в матрицу 6 и вертикальное перемещение обоймы 3. Обой ма 3 посредством резьбовой связи вынуждает матрицу 6 совершать поворот относительно заготовки 9. При этом происходит сжатие пружины 5. По окончании деформирования пуансон 1 смеща3231812
ется в исходное положение, освсбож- дая обойму 3, которая под действием пружины 5 поднимается до прежнего уровня. При этом 4 разжимается, 5 освобождая обжатую деталь,, которая извлекается из матрицы 6 с выталкивателем 8.
По сравнению с известным предложенный штамп позволяет осутцествить О обжим заготовок со степенью деформации до 85%, снизить технологическое усилие на 10% и получить качественные изделия за счет создания равноосной структуры и скручивания 15 волокон металла путем наложения касательных напряжений на очаг деформации при повороте матрицы относительно заготовки.
МФормула изобретения
Штамп для обжима трубных заготовок, содержащий соосно смонтированные пуансон, установленную с воз25 можностью перемещения в осевом направлении обойму и матрицу, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения предельной
30 степени деформации и качества изделия , обойма выполнена в виде цанги с центральным отверстием под заготовку и с конической наружной поверхностью, на торце пуансона, обращен35 ном к цанге,выполнен уступ с внутренней конической поверхностью, взаимодействующей с конусом цанги, а матрица смонтирована с возможностью поворота и связана с обоймой
40 посредством резьбового соединения.
фиг5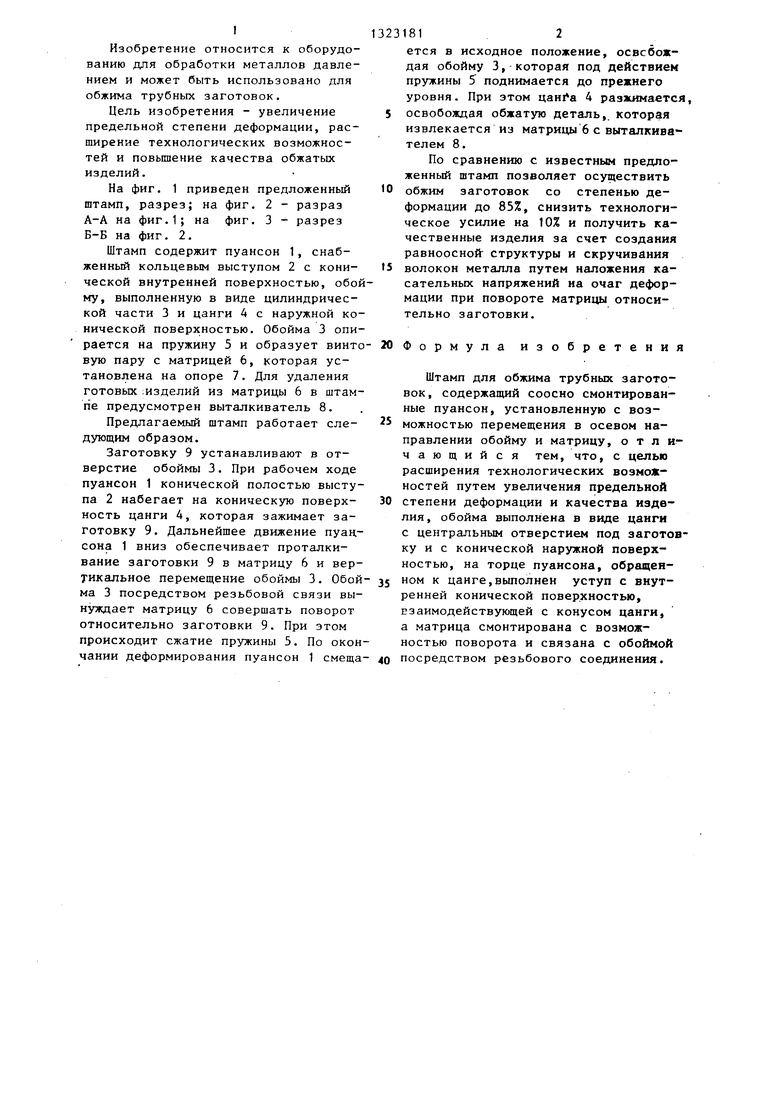
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |
| Штамп для обжига концов труб | 1978 |
|
SU795646A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано для обжима трубных заготовок. Цель изобретения - расширение технологических возможностей процесса обжима путем увеличения предельных степеней деформации и повышение качества обжатых деталей. Штамп состоит из пуансона (П) 1 с кольцевым выступом 2, имеющим коническую внутреннюю поверхность, обоймы, выполненной в виде цанги 4, матрицы (М) 6, опоры 7, пружины 5 и выталкивателя 8. М 6 и обойма 3 образуют винтовую пару. При рабочем ходе П 1 конической полостью кольцевого выс .тупа 2 набегает на коническую nosepxHoctb цанги 4, принуждая ее зажимать заготовку 9 и Проталкивать ее в М 6. Одновременно с этим П 1 перемещает обойму 3 вниз, что обеспечивает вра- щение М 6 относительно заготовки 9 и обоймы 3 и наложение на очаг деформации касательных напряжений, способствующих улучшению проработки структуры металла. 3 ил. S (Л 00
Редактор Л. Пчелинская
Составитель И. Капитонов Техред А.КравчукКорректоре. Черни
Заказ 2898/10Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
.«B..-. - - --. - - .- - - -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Аверкиев Ю.А | |||
| Холодная штамповка | |||
| - Ростов-на-Дону, Изд-во Ростовского ун-та, 1984, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
