Изобретение относится к металлообработке и может быть использовано при изготовлении фрез, предназначенных для снятия больших припусков.
Цель изобретения - повьшение каче ства изготовления путем обеспечения равной жесткости дпя всех режущих элементов.
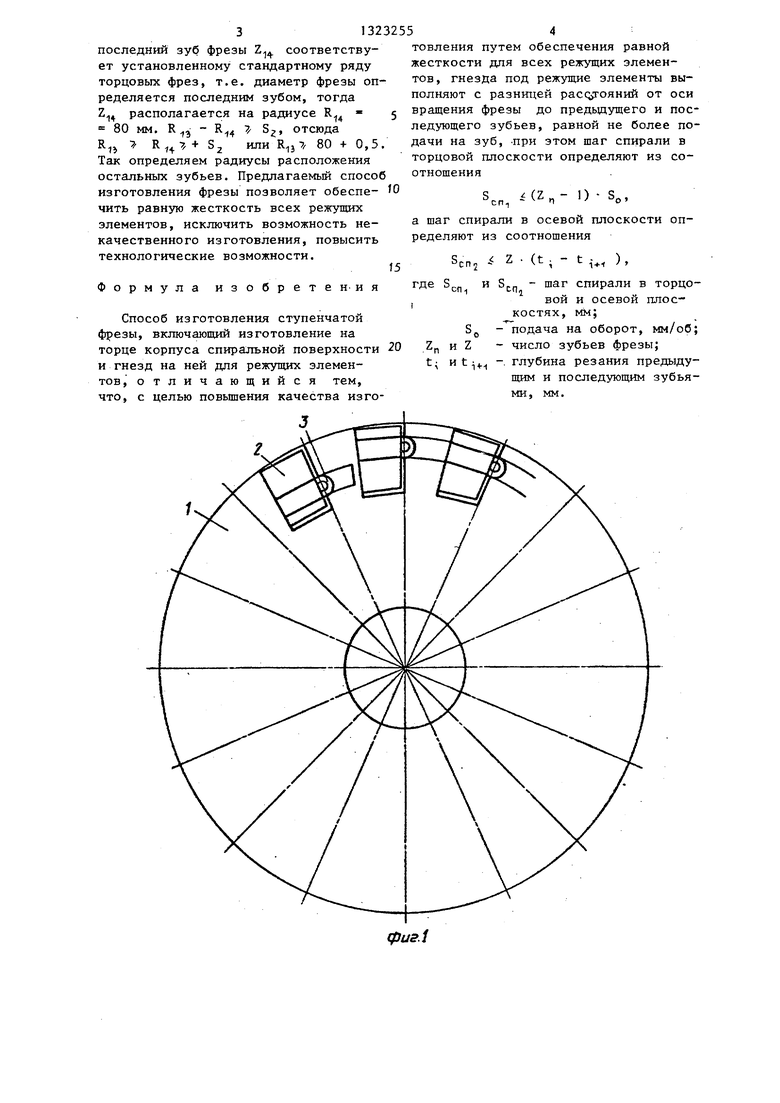
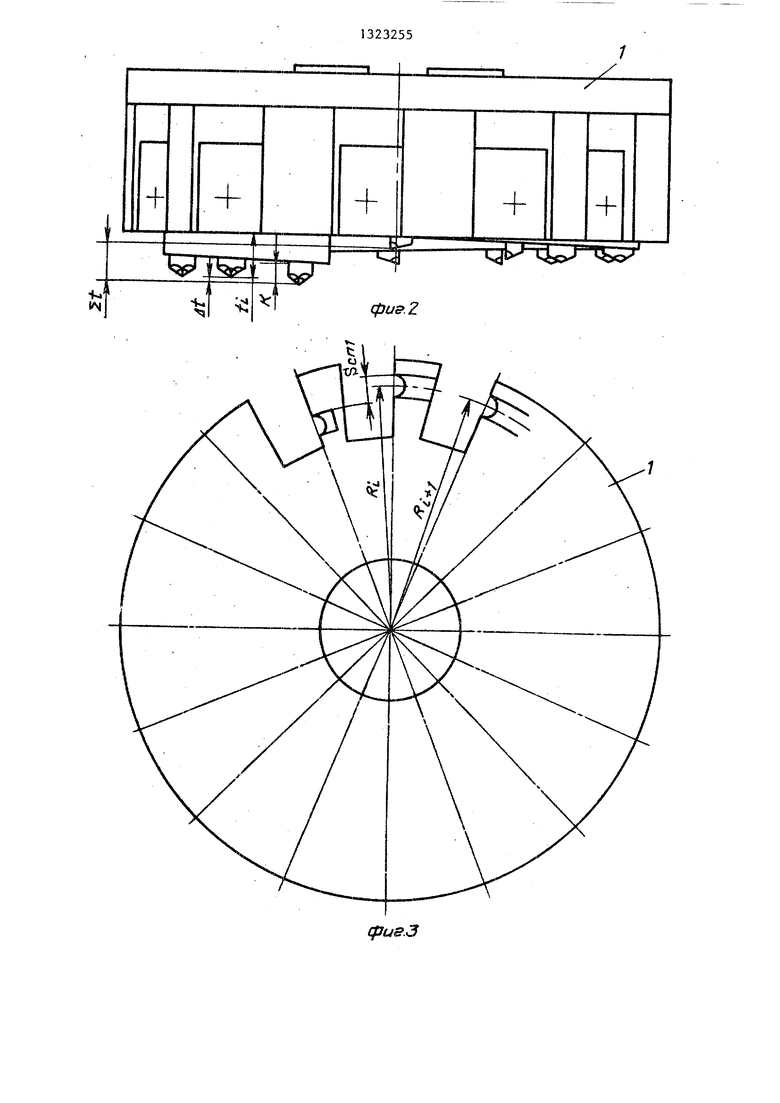
На фиг.1 представлена ступенчатая торцовая фреза, где обозначено: 1 - корпус, 2 - клин, 3 - режущий элемент; на фиг. 2 то же, вторая проекция, где t - глубина резания фрезы всеми Z зубьями, л(: - глубина резания каждого зуба, t. - расстояниеj измеренное от постоянной базы (торца фрезы) до вершины режугдих эле- ментов, R - величина вьшета режущего элемента; на фиг. 3 корпус ступенчатой фрезы, где R in расстоя ние от оси вращения- до центра двух соседних гнезд под режущие элементы.
СП,
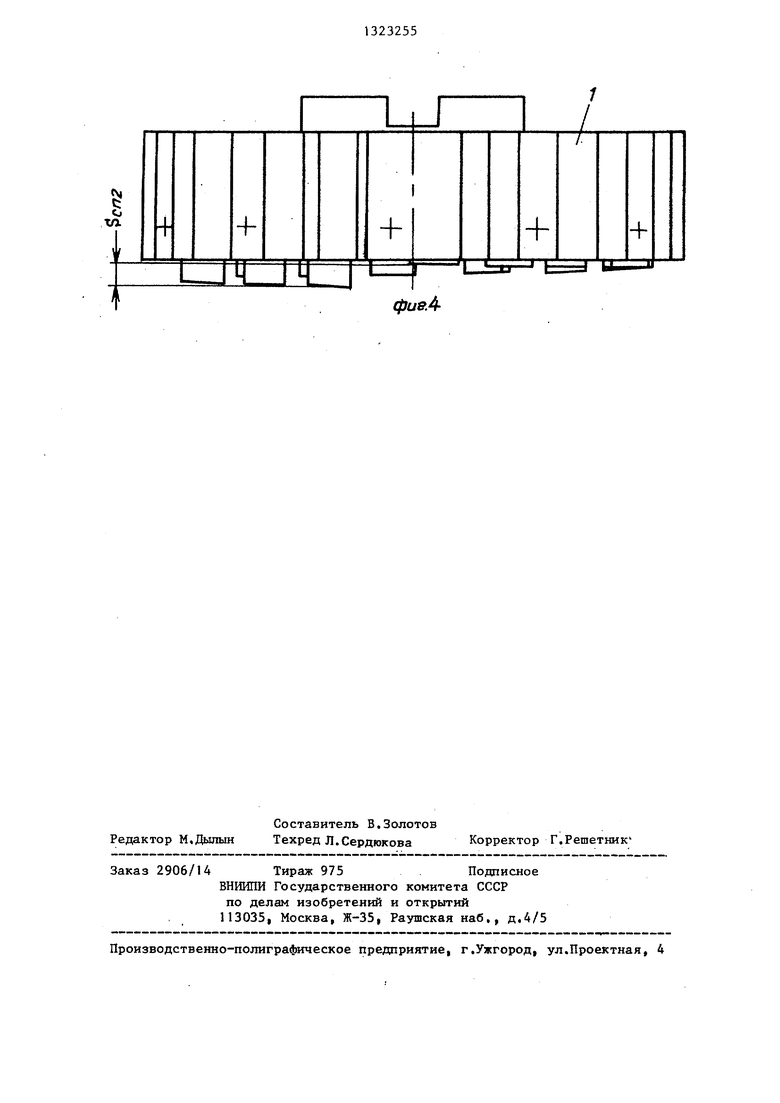
- щаг спирального бурта в торцовой плоскости; на фиг. 4 - то же., втрая проекция, где Sen. шаг спираль- ного бурта в осевой плоскости.
При изготовлении ступенчатой фрезы на ее корпусе с торца выполняют спиральную поверхность с гнездами по режущие элементы, при этом разницу расстояний от оси вращения фрезы до гнезд с предьздущим и последующим зубьями выбирают равной не более подачи на зуб, причем шаг спирали в торцовой плоскости определяют из со- отнощения
СП,
(z,-i) S,,
а шаг спирали в, осевой плоскости определяют из соотношения
I
Sc.,, Z- (t. - t;,, )„
где Spj. и Sj.f, - шаг спирали в тор цовой и осевой
плоскостях, мм; SQ - подача на оборот,
мин/об; t, и t - глубина резания
предьщущим и пос- ледующим зубьями, . мм;
ZP HZ - число зубьев. Величина t- для каждой конструкции отлична и определяется как t .
К +Z it, где ut --- из условия
U
обеспечения постоянства площади срезаемого слоя одновременно работающи
ми зубьями, к - величина вылета режущего элемента, постоянная для определения условий обработки, зависит от обрабатываемого материала, инструментального материала, способа крепления и т.д. и определяется экспериментально.
Координаты расположения гнезд под режущие элементы определяют следующим образом: координата, характеризуемая расстоянием от оси вращения, определяется из соотношения
R,- - R,4,s,
где S - подача на зуб, мм/зуб; R. и
R - - расстояние от оси вращения до центра двух соседних режущих элементов, мм, а вторую координату определяют известным путем в зависимости от конструкции режущего элемента.
Пример. Требуется изготовить торцовую ступенчатую фрезу. Исходные данные: глубина снимаемого слоя t 4 мм, шероховатость обработанной поверхности R 1,25 мкм. Обработка осуществляется на станке с частотой вращения п 1600 об/мин. Требуемая производительность S j, 800 мм/мин. Режущий элемент - вставка Ф 10 мм, оснащенная композитом 01.
Дпя выполнения спиральньгх поверхностей необходимо определить шаг. Из
SM
п 0,5 iм/зyб.
условий обработки S Sj,
800 ТбОО
Известно, что оптимальный съем вставкой с КО лежит в интервале О,-0,5 мм. Принимаем &t 0,3 мм, тогда необходимое число зубьев t 4
7t о7з
сп.
Z
14.
Определяем S, и :
S,. (2-)5г 13-0,5 6,5 мм;
л г..
СПг
. ,- - (К + ),
где t -.вылет резца от торца, мм;
К - оптимальная величина, обеспечивающая безвибрационную обработку определяемая экспериментально. Для вставки, оснащенной композитом К01 (К 5 мм), Scn,j 14 (9,2 - (5 + + 3,9) 4,2 мм. Scnj 4,2 мм Sp,, 6,5 мм.
Определяем координаты расположени гнезд под режущие вставки, при этом
последний зуб фрезы Z соответствует установленному стандартному ряду торцовых фрез, т.е. диаметр фрезы определяется последним зубом, тогда Z располагается на радиусе R « 80 мм. - R 1, S; S.
R
14
3 4 / o, отсюда L,j -r $2 или 1 80 + 0,5. Так определяем радиусы расположения остальных зубьев. Предлагаемый способ изготовления фрезы позволяет обеспе- чить равную жесткость всех режущих элементов, исключить возможность некачественного изготовления, повысить технологические возможности.
Формула изобретен ия
Способ изготовления ступенчатой фрезы, включающий изготовление на торце корпуса спиральной поверхности и гнезд на ней для режущих элементов, отличающийся тем, что, с целью повьщтения качества изготовления путем обеспечения равной жесткости для всех режущих элементов, гнезда под режущие элементы выполняют с разницей расо ояний от оси вращения фрезы до предьщущего и последующего зубьев, равной не более подачи на зуб, -при этом щаг спирали в торцовой плоскости определяют из соотношения
п, (п- О- S,,
а шаг спирали в осевой плоскости определяют из соотношения
О
ff
СП2
Z . (t, - t .,, ),
де S
СП
и Sf - шаг спирали в торцовой и осевой плоскостях, мм;
Sg - подача на оборот, мм/об;
ZP и Z - число зубьев фрезы;
t; - глубина резания предьщу- щим и последующим зубьями, мм.
fpus.i
«N
ч
:
+
+
+
фи.2
cpus.3
Редактор М.Дьтын
Составитель В.Золотев Техред Л.Сердюкова
Заказ 2906/14 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фивЛ
Корректор Г.Решетник 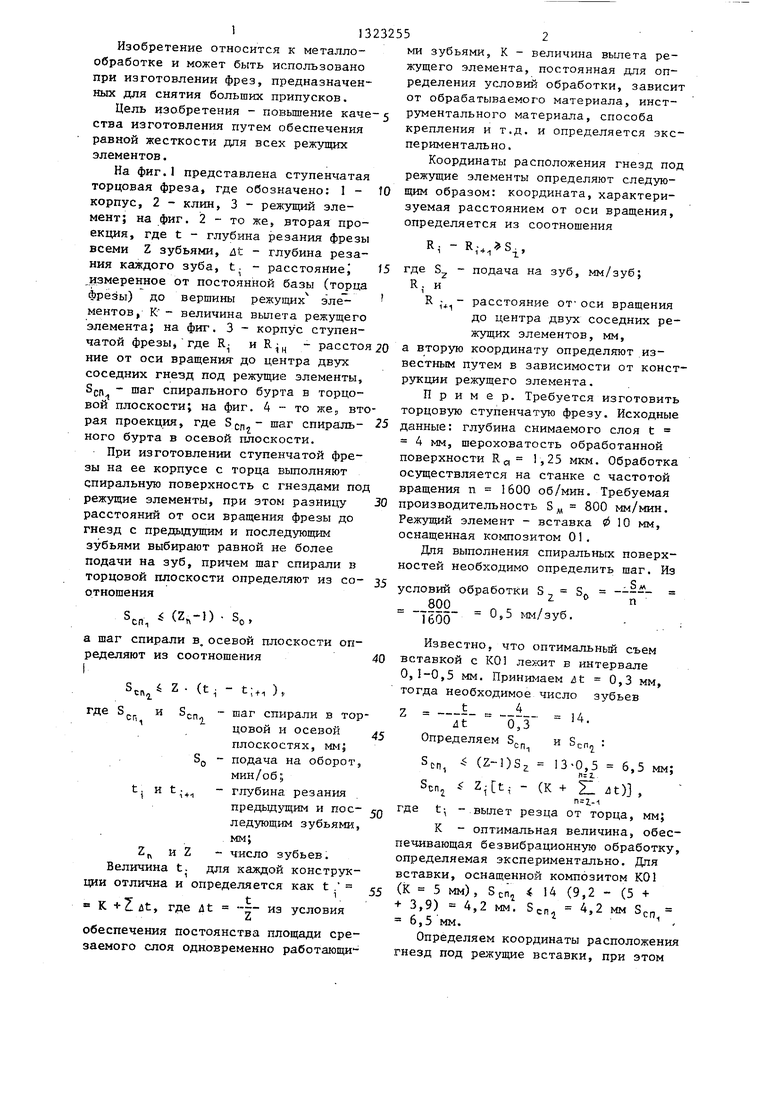
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| Торцовая фреза | 1988 |
|
SU1609682A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| Способ настройки ножей сборных фрез | 1984 |
|
SU1214330A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| Торцовая фреза | 1990 |
|
SU1764860A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Рабочий орган землеройной машины непрерывного действия | 1987 |
|
SU1532669A1 |
Изобретение относится к металлообработке. Целью изобретения является повьвпение качества изготовления . путем обеспечения равной жесткости для всех режущих элементов. При изготовлении ступенчатой фрезы на ее корпусе с торца вьшолняют спиральную поверхность с гнездами под режущие элементы, при этом разницу расстояний от оси вращения фрезы до гнезд с предьздущими и последующими зубьями выбирают равной не. более подачи на зуб, a шаг спирали в торцовой плоскости и шаг спирали в осевой плоскости связаны с числом зубьев фрезы с подачей на оборот и глубиной резания. 4 ил. Ш (Л
| Ступенчатая фреза | 1977 |
|
SU666010A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
