со
00 05 4
Изобретение относится к способу сварки трением разнородных металлов, преимущественно с резко различными механическими свойствами, и может быть применено в любой отрасли промышленности при изготовлении биметаллических узлов конструкций.
Целью изобретения является повьппе ние качества сварного соединения за счет устранения из соединения окисло менее прочного металла.
Сущность предлагаемого способа заключается в том, что на свариваемом торце детали из более прочного металла выполняют канавку с режущей кромкой. При этом ось симметрии канавки проходит через центр торца сва риваемой детали, а площадь поперечного сечения канавки составляет не б.о- лее 10% от площади поперечного сечения свариваемой детали из менее прочного металла. Свариваемые детали устанавливают в зажимах сварочной машины При этом свариваемую деталь из более прочного металла устанавливают во вращающемся зажиме, а свариваемую деталь из менее прочного металла - в неподвижном зажиме. Свариваемые ТОР1ДЫ деталей подрезают. Детали сваривают по обычной технологии. В процессе относительного вращения свариваемых деталей свариваемый торец детали из менее прочного металла обрабатывают режущей кромкой канавки.
При обработке свариваемого торца детали из менее прочного металла в процессе относительного вращения свариваемых деталей режущей кромкой канавки, вьшолненной на свариваемом торце детали из более прочного металла, удаляют поверхностный слой металла, содержащий окислы и другие загрязнения, В результате действия осевого поджатия прдотвращают последующее окисление очищенного свариваемого торца ввиду отсутствия доступа кислорода. Это обуславливает высокое качество сварного соединения.
При сварке трением разнородных металлов с резко различными механическими свойствами в результате на- гартовки и контактного упрочнения прочного металла прочность сварного соединения увеличивается примерно на 10%, Поэтому уменьшение площади поперечного сечения соединения вплот до 10% от площади поперечного сечения свариваемой детали из менее проч
0
Q
0 5
ного металла допускается исходя из условия равнопрочности соединения менее прочному металлу. Исходя из этого и регламентируют площадь поперечного сечения канавки с режущей кромкой, выполненной на свариваемом торце детали из более прочного металла.
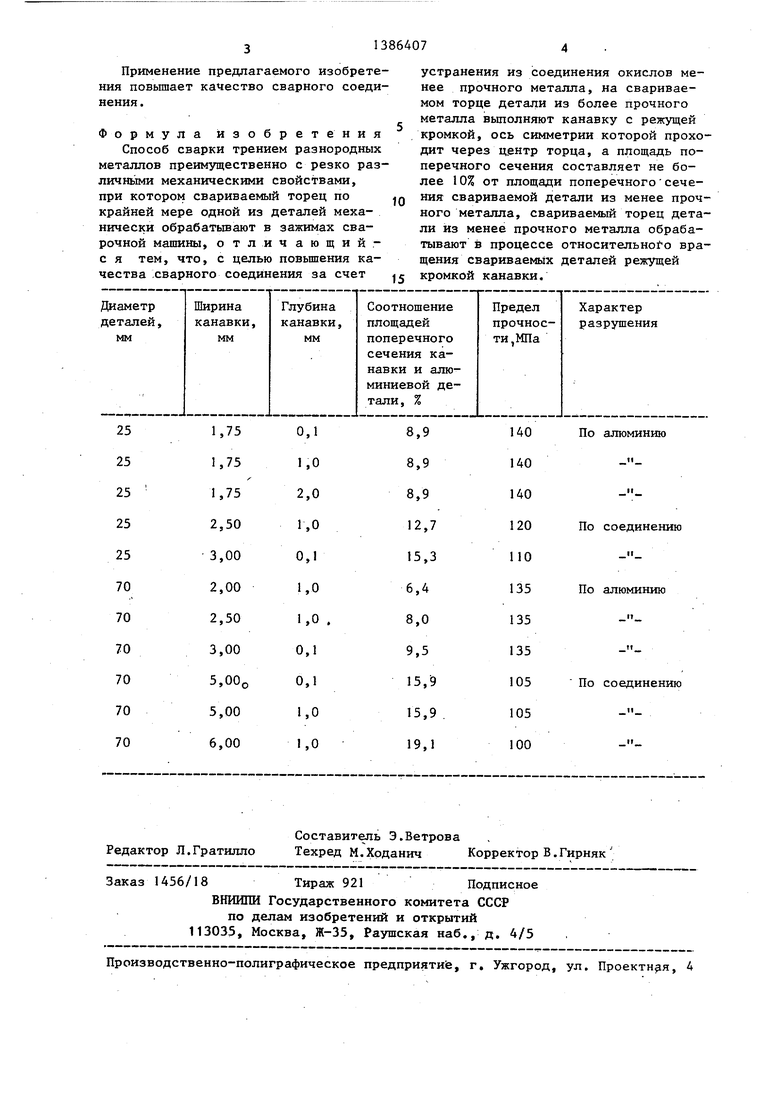
Пример. Сварку трением деталей из коррозионно-стойкой стали марки 12Х18Н10Т и алюминиевого сплава марки АД1 диаметром 25 мм и 40 мм выполняли следующим образом. На свариваемом торце свариваемой стальной детали выполняли канавку с режущей кромкой. При этом ось симметрии канавки проходила через центр свари-, ваемого торца стальной детали, ширину канавки изменяли от 1,75 до 6,00 мм и глубину от 0,1 до 2,0 мм. Площадь поперечного сечения канавки изменяли от 8,9 до 19,1% от площади поперечного сечения свариваемой алюминиевой детали. Свариваемые детали устанавливали в зажимах свалочной мащины МСТ-2001. При этом свариваемую стальную деталь устанавливали во вращающемся зажиме, а свариваемую алюминиевую деталь - в неподвижном зажиме. Свариваемые торцы деталей подрезали. Детали сваривали по обычной технологии. В процессе относительного вращения свариваемых деталей свариваемый ворец детали из менее прочного металла обрабатывали режущей кромкой канавки.
Режимы сварки деталей диаметром 25 мм: относительная скорость враще- -ния 75 1/с; усилие при нагреве 20 кН; усилие при проходке 40 KHj величина осадки 10 мм.
Режимы сварки деталей диаметром 40 мм: относительная скорость враще- с НИН 75 1/с; усилие при нагреве 50 кН; усилие при проковке 100 кН; величина осадки 8 мм.
Сварные соединения испытьшали на растяжение при комнатной температуре. Результаты испытания представлены в таблице.
Результаты испытания показали, что если площадь поперечного сечекия канавки составила менее 10% площади поперечного сечения свариваемой алюминиевой детали, то прочность соединения вьше прочности детали.
Глубина канавки не влияет на прочность соединения.
5
0
0
5
Применение предлагаемого изобретения повьшает качество сварного соединения .
Формула изобретения Способ сварки трением разнородных металлов преимущественно с резко раз- личньми механическими свойствами, при котором свариваемый торец по крайней мере одной из деталей механически обрабатывают в зажимах сварочной машины, отличающийся тем, что, с целью повьппения качества :сБарного соединения за счет
устранения из соединения окислов менее прочного металла, на свариваемом торце детали из более прочного металла вьшолняют канавку с режущей кромкой, ось симметрии которой проходит через ц.ентр торца, а площадь поперечного сечения составляет не более 10% от площади поперечного сечения свариваемой детали из менее прочного металла, свариваемый торец детали из менее прочного металла обрабатывают в процессе относительного вращения свариваемых деталей режущей кромкой канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ СВАРКИ | 2007 |
|
RU2357843C2 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
Изобретение относится к способу сварки трением разнородных г, металлов, преимущественно с резко различт ными механическими свойствами, и может быть применено в любой отрасли промышленности при изготовлении биметаллических узлов конструкций. Цельповышение качества сварного соединения за счет устранения из соединения окислов менее прочного металла. На свариваемом торце детали из более прочного металла выполняют канавку с режущей кромкой. Ось симметрии канавки проходит через центр торца. Площадь поперечного сечения канавки составляет не более 10% площади попереч-i ного сечения свариваемой детали из менее прочного металла. Свариваемый торец детали из менее прочного металла обрабатывают в процессе относительного вращения свариваемых деталей режущей кромкой канавки. При этом удаляют поверхностный слой металла, содержащий окислы и другие загрязнения. В результате действия осевого поджатия предотвращают последующее окисление очищенного свариваемого торца ввиду отсутствия доступа кислорода. 1 табл. (Л
| СПОСОБ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 0 |
|
SU179600A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Диск для сварки трением | 1975 |
|
SU539711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
