Изобретение относится к станкостроению и может быть использовано дл.я автоматизации процессов загрузки разгрузки металлорежущих станков обрабатываемыми дeтaля fl-I,
Целью изобретения является повышение надежности и расширение те-хно-- логических возможностей устройства за счет точного базирования кассет в зоне действия манипулятора, а также возможности раздельного перемещения кассет в требуемой последовательности под захват манипулятора.
На фиг, 1 изображено загрузочно- разгруэочное устройство; на фиг. 2 - то же, вид .сверху; на фиг, 3 - разре
А-А на-фиг, на фиг. 3.
1; на фиг, 4 разрез
Загрузочь о-разгрузочное устройст
во содержит магазин-накопитель в ви де стеллажа 1 с кассетами 2 несущими детали 3„ Нижняя кассета 2 перемещается на роликах 4, расположенных с двух сторон вдоль всего стеллажа 1 .с помощью привода 5 горизонтального перемещения. На стенках 6 закрепленных с двух сторон стеллажа 1, расположены ряды роликов 7, по которым пе- р емещаются верхние кассеты 2, на которых закреплены на кронштейнах 8 направляющие 9 с призматической посадочной поверхностью, взаимодействующие с нaпpaвляющи ш 10, также за- крепленными на кассетах 2. На стеллаже 1 сзади кассет закреплен кронштейн 11, на котором расположено два гидроцилиндра 12, а на кассетах гакрегше- ны корпуса 13, в которых перемещаются штоки 14, прижатые пруркинам- 15 в крайнее нижнее положение,, в котором они входят в отверстие втулок 16 закрепленных на нижних кассетах 2, Штоки 14 имеют выступы 17, которые могут взаимодействовать со штоками: 18 гидроцилиндров 12 для фиксации кассет 2 на стеллаже 1 и расцепления кассет 2 между собой Возле стеллажа 1 на опорах 19 установлена траверса 20, по которой горизонтально перемещается каретка 21, несущая манипулятор 22J осзпцествляющий вертикальное перемещение захвата 23 для доставки деталей в станок 24.
Загрузочно-разгрузочное устройство работает следующим образом.
Перед началом обработки на всех кассетах 2 размещаются детали 3,Вручную или весь комплект зарял енных кас
fO
, 20
25
30
.35
40
45
50
55
сет, сбазированных одна на другой с помощью направляющих 9 и 10 и штоков 14, вставленных во втулки 16, доставляется с помощью транспортного средства на стеллаж 1, где нижняя кассета 2 зацепляется с приводом 5 перемещения. Если обработка начинается с деталей, находящихся на самой верхней кассете 2, то механизм перемещения подводит ншкнюю кассету 2 и зафиксированные на ней остальные кассеты в положение, соответствующее расположению детали 3, находящейся на верхней кассете соосно захвату 23, которьш берет деталь и загружает ее в станок 24 на обработку. По окончании обработки дета.аей 3, находящихся на верхней кассете, весь комплект кассет отводится в крайнее заднее положение на стеллаже 1. При этом верхняя и средняя кассеты вкатываются на ролики 7, закрепленные на стенках 6, выставленные так, что между направляющими 9 и 10 появляется небольшой зазор и кассеты 2 остаются соединенными только штоками 14, введенными во втулки 16. Если требуется обработка Деталей 3, находящихся на средней кассете 2, то в бесщтоковую полость верхнего гидроцилиндра 12 подводится давление, его щток 18 выдвигается и, зацепившись с выступом 17 штока 14, сжимая пружину 15, выводит шток 14 из втулки 16 и фиксирует верхнюю кассету 2 на стеЛпаже 1. Нижняя и средняя кассеты 2 остаются зафиксированными и с помощью привода 5 перемещаются для последовательного ВЕлбора деталей со средней кассеты 2 для обработки, При этом, съезжая с роликов 7, средняя кассета 2 ложится своими направляющими 9 на направляющие 10 кассеты. Если требуется брать детали 3 с нижней кассеты, то в крайнем заднем положении привода 5 с кассетами 2 подается давление в бесщтоковую полость нижнего гидроцилиндра 12, при этом расцепляются средняя и нижняя кассеты и фиксируется на стеллаже 1 средняя кассета 2, Верхняя кассета при этом может быть зафиксирована или гидроцилиндром 12 на стеллаже 1, или штоком 14 на средней кассете, и привод 5. перемещает одну нижнюю кассету в зону действия захвата 23, Количество кассет 2 в стеллаже 1 ограничено величиной вер- тик,аз7ьного хо.да захвата 23, при этом
13233364
лью повьшения надежности и расширения технологических возможностей устройства, оно снабжено механизмом фиксации кассет относительно друг друга.
Формула изобретения 5 выполненным в виде установленных на
боковьк стенках кассет с возможностью взаимодействия между собой соответственно направляющих и подпружиненных . ..-„я, .-дсчапиулл- штоков с втулками, расположенных на
тор портального типа с захватом,уста- соседних кассетах, а также механизмом
количество гидроцилиндров 12 фиксации кассет должно быть на единицу меньше количества кассет.
Загрузочно-разгрузочное устройство, содержащее магазин-накопитель в виде стеллажа с кассетами, манипуляновленным с возможностью вертикального и горизонтального перемещений, и привод горизонтального перемещения кассет в направлении, перпендикулярном горизонтальному направлению перемещения захвата манипулятора, о т- личающееся тем, что, с це15
фиксации кассет относительно стеллажа, выполненным в виде установленных с возможностью взаимодействия с подпружиненными штоками силовых цилиндров, смонтированных на стеллаже, причем количество их на единицу меньше количества кассет в стеллаже.
соседних кассетах, а также механизмом
15
фиксации кассет относительно стеллажа, выполненным в виде установленных с возможностью взаимодействия с подпружиненными штоками силовых цилиндров, смонтированных на стеллаже, причем количество их на единицу меньше количества кассет в стеллаже.
д 3
±lEir:i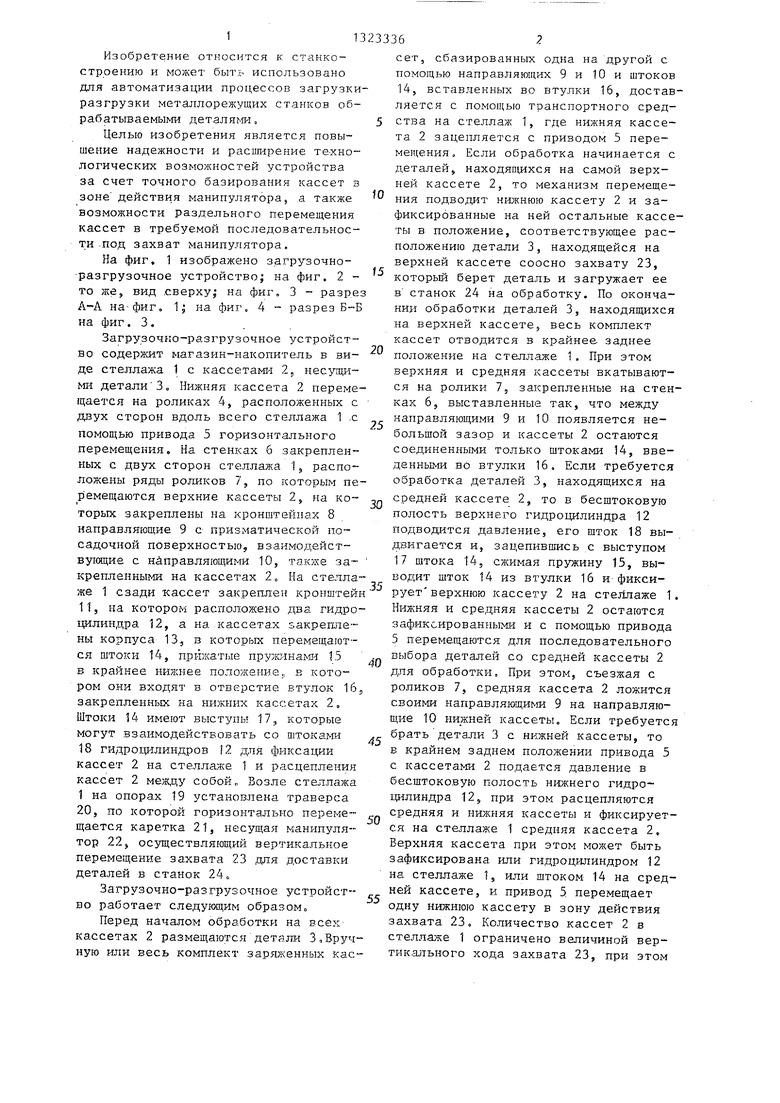
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Устройство для фиксации изделия в ячейке стеллажа | 1985 |
|
SU1320125A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Загрузочное устройство | 1986 |
|
SU1404265A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| САМОХОДНАЯ УСТАНОВКА ДЛЯ ВОЗВЕДЕНИЯ АНКЕРНОЙ КРЕПИ | 2021 |
|
RU2765002C1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |

Изобретение относится к станкостроению и может быть использовано для автоматизации процессов загрузки- разгрузки металлорежущих станков об- pa6aTbiBaeMbiNai деталями. Цель изобретения - повышение надежности и расширение технологических возможностей устройства. На кассетах 2 с деталями 3 закреплены направляющие 9 и подпружиненные штоки 14, взаимодействующие со втулками 16, обеспечивающими взаимное положение кассет. На стеллаже 1 установлен кронштейн 11, несущий гидроцилиндры 12, предназначенные для фиксации кассет на стеллаже. Для обеспечения взаимодействия нижней кассеты с захватом манипулятора, переносящим детали на станок, шток 18 нижнего гидроцилиндра 12 поднимается и вьшодит шток 14 из втулки 16. Одновременно привод 5 -сдвигает нижнюю кассету. При подъеме верхнего штока 18 сдвигаются нижняя и средняя кассе- ,.« ты, а верхняя кассета фиксируется на S стеллаже. Если штоки опущены, сдвигаются все кассеты. 4 ил. 3-7 fS ФирЛ
3 (
/4
Редактор Л.Повхан
{-«г- Ф.З
Составрхтель Т, Новожилова
Техред А.Крашчук Корректор В.Бутяга
Заказ 2911/18 Тираж 786Подписное
ВШИПИ Г осударственного комитета СССР
по делам изобретений и открытий 113035,, Москва, Ж-ЗЗ, Раушская наб.,
Производственно-полиграфическое предприятие, г,Ужгорода ул„Проектная;4
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОКА В ВЫСОКОВОЛЬТНОЙ ЦЕПИ С ДИСТАНЦИОННОЙ ПЕРЕДАЧЕЙ ИНФОРМАЦИИ | 2011 |
|
RU2482502C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
