Изобретение относится к строительству и может быть использовано для изготовления элементов, пр1-1меняемых в качестве крупного заполнителя для бе томнЕлх и железобетонных конструкци
Цель изобретения снижение объемной массы элементов при сохранеи ии прочности и повышение качества за счет снижения процента брака при резке.
Способ осуществляют следующим образом.
Предварительно приготовленного пластичную мелкозернистую бетонную смесь экструдируют через мундштук, снабжен пьй пустотообразователем, на вальце- вый пресс. Перед резкой заготовки в отформованнута полость вводят жидкий азот в количестве 0,01-0,1 объема внутренней полости заготовки,после чего осз ществляют опрессовку за- готовки в гнезде валка с постепенным расширением и обжатием заготовки за счет внутреннего давления и сжатия валков с образованием замкнутых пустот. После распалубки отформованный элемент поступает в ванну с горячим (40-105 С) раствором едкой щелочи и в течение 3-5 с производят полное фисирование формы полого элемента.
П р и м е р. Полые бетонные элеметы формуют экструдированием через мундштукi снабженный пустотообразователем, пластичного материала в виде полой колонки с наружнь м диаметром до 100 мм, внутренним до 70 мм. Для
Количество жидкого азота, % от объема внутренней полости элемента
Наружный диаметр колонки, мм
Наибольший размер выемки валка, мм
Длительность формования элемента, с
Температура раствора едкой щелочи, С
формования используют бетонную смесь следуюп;его состава, кг/м : Молотый доменный гранулированный шлак 400-600 Кварцевьй песок 1100-1400 Тонкодисперсный кремнезем .40
Карбоксиметилцеллю- лоза10
Цемент150-300
Вместо цемента могут быть использованы натрий кремнекислый (20 - 35 кг/мз) или сульфат кальция (60 - 100 кг/мз).
Результаты испытаний сведены в
таблицу.
Формула изобретения
Способ формова 1ия полых бетонных элементов путем экструдирования бетонной смеси через мундштук, снабженный пустотообразователем, с одновременной подачей рабочего агента в отформованную полость заготовки через пустотообразователь с последующими опрессовкой заготовки с образованием замкнутых пустот и резкой, отличающийся тем, что, с целью снилсения объемной массы элементов при сохранении прочности и повышения качества за счет снижения процента брака при резке, в отформованную полость подают жидкий азот в количестве, равном 0,01-0,1 ее объема.
10
12
0,8
80
100
100
60
125 125 125
125
125
0,1 0,5 1,0
1,5
0,05
60
105
35
106
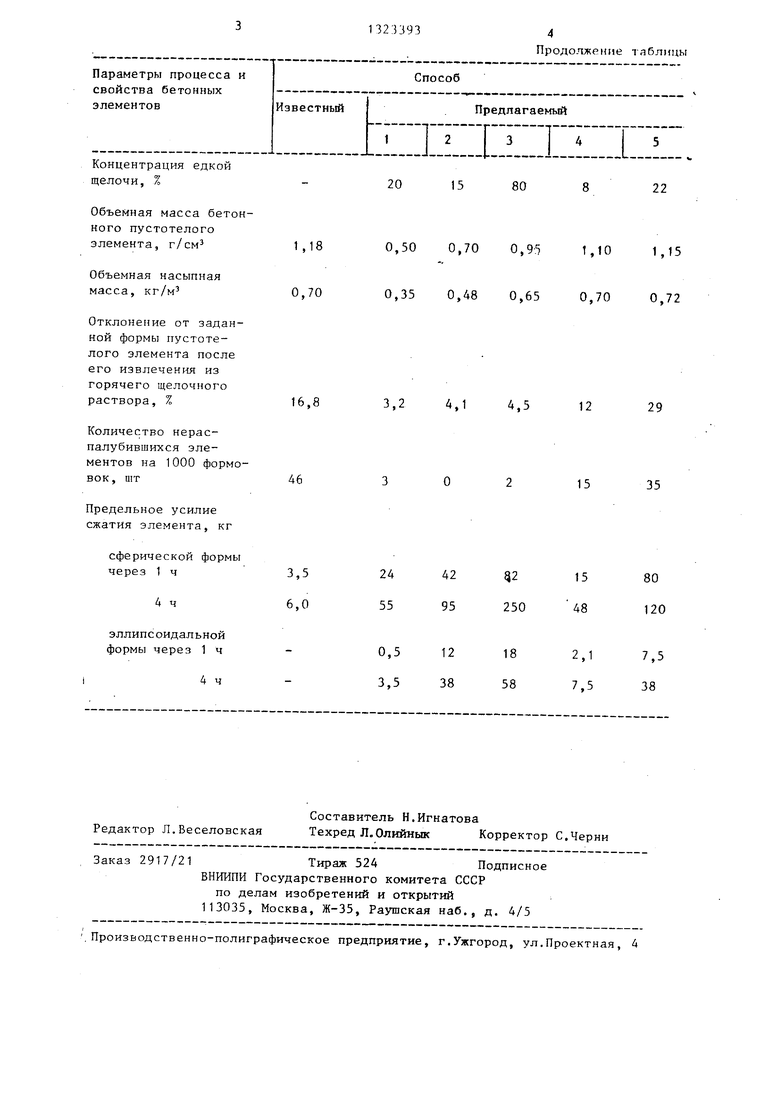
Концентрация едкой щелочи, %
Объемная масса бетонного пустотелого элемента, г/см
Объемная насыпная
масса, кг/м
Отклонение от заданной формы пустотелого элемента после его извлечения из горячего щелочного раствора, %
Количество нерас- палубившихся элементов на 1000 формовок, шт
Предельное усилие сжатия элемента, кг
сферической формы
Редактор Л.Веселовская
Составитель Н.Игнатова
Техред Л.ОлийяыкКорректор С.Черни
Заказ 2917/21Тираж 524Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Продолжение таблицы
20
15
80
22
0,50 0,70 0,95 1,10 1,15
0,35 0,48 0,65 0,70 0,72
3,2 4.1 4,5
12
29
15
35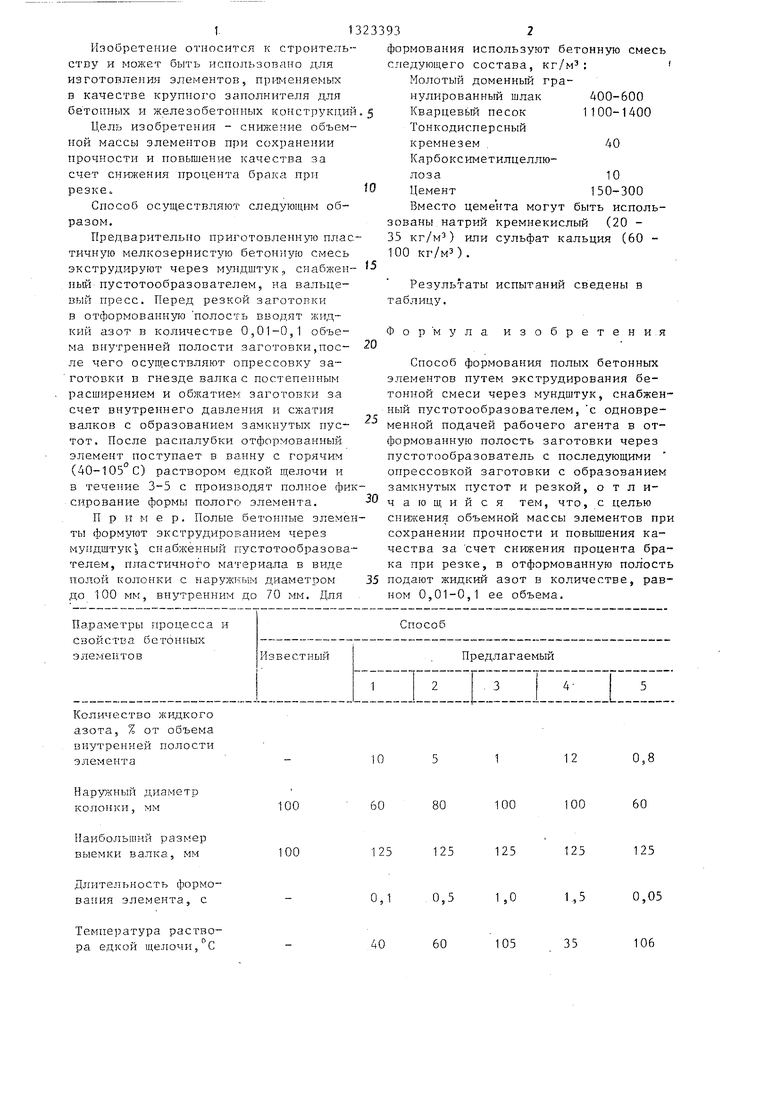
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления строительных теплоизоляционных изделий | 1983 |
|
SU1222558A1 |
| Устройство для изготовления пустотных изделий из формующихся масс | 1982 |
|
SU1066820A1 |
| Теплоизоляционная масса | 1980 |
|
SU948987A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО БРИКЕТА | 2009 |
|
RU2401734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2820672C2 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| УСТРОЙСТВО ДЛЯ РЕАКТИВНОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ И БЕТОННЫХ БЛОКОВ | 2001 |
|
RU2281199C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО БЕТОННОГО ИЗДЕЛИЯ НА 3D-ПРИНТЕРЕ | 2020 |
|
RU2728080C1 |
Изобретение относится к области строительства и может быть использовано для изготовления элементов, применяемых в качестве крупного заполнителя для бетонных, и железобетонных конструкций. Цель изобретения - снижение объемной массы элементов при сохранении прочности и повьппение качества за счет снижения процента брака при резке. Пластичную мелкозернистую бетонную смесь экструдируют через мундштук, снабженный пустотообразова- телем, на вальцевый пресс. Одновременно в отформованную полость вводят жидкий азот в количестве О,01-0,t ее объема. Затем осуществляют опрессов- ку заготовки в гнезде валка с образованием замкнутых пустот и резку. Заготовку погружают на 3-5 с в ванну с раствором едкой щелочи с температу- с рой 40-105 С. 1 табл. (Л