Это достигается за счет того, что электропечь 1 выполнена с двумя параллельными каналами и над ней установлена симметрично печь спекания, а каждый механизм перегрузки оснащен захватом плит (П) 6 и выполнен в виде гшатформы 11 с вертикальными направляющими 12, соединенной со штоком телескопического, гидроцилиндра 16,-и На которой установлен ориентатор П 6, включающий вал (В) 19 с зубчатым колесом 18, входящим в зацепление с рей
Изобретение относится к обжигу керамических изделий, преимушественно монолитных конденсаторов.
Целью изобретения является повышение качества изделий и производитель- ности.
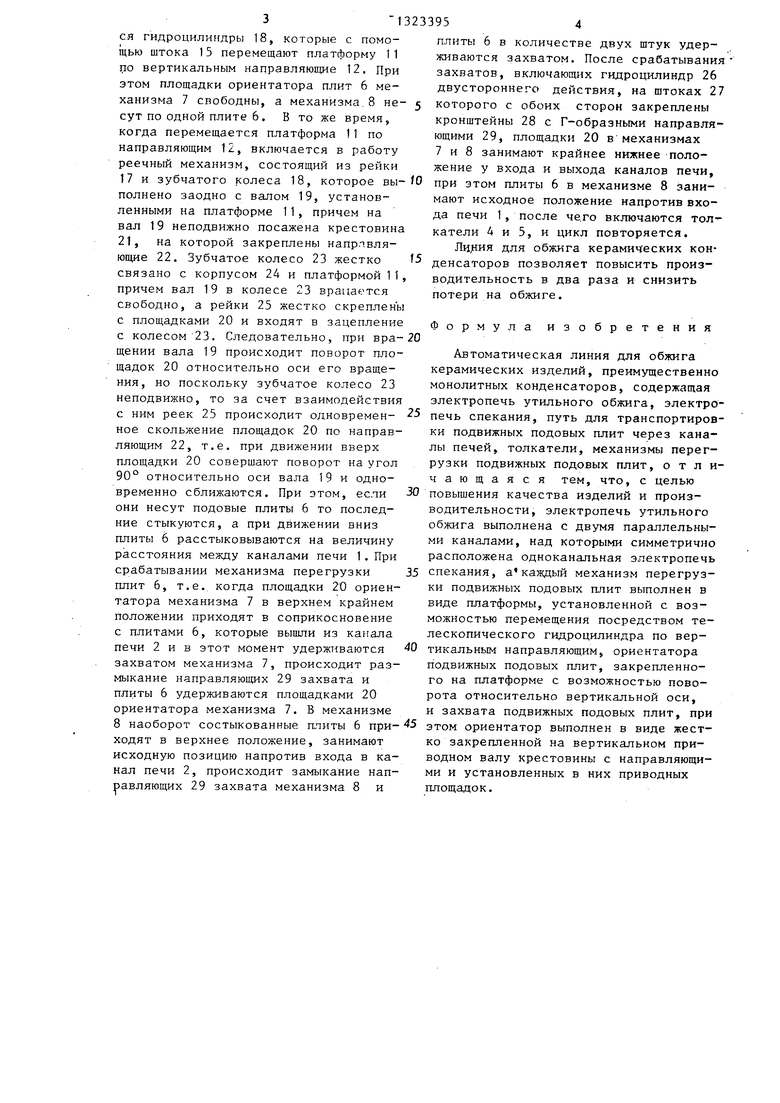
На фиг.1 изображена линия, общий вид; на фиг.2 сечение А-А на фиг.1 на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В ка фиг.2; на фиг.5 - сечение Г-Г i-;a ф;1Г.2; на фиг. 6 - сечение Д-Д на фиг.2.
Автоматическая .гп-1ния для обжига керамических изделий, преимущественно монолитных конденсаторовJ состоит из двухканальной электропечи 1 утильного обжига, электропечи 2 спекания, размещенной симметрично над каналами 3 печи 1, толкателей 4 и 5 подовых плит 6, установленных на входах печей 1 и 2, механизмов 7 и 8 перегрузки nJH-гт 6, расположенных по концам каналов 3 печей 1 и 2, и блока электропитания с пультом 9 управления. На пути перемещения плит 6 через каналы печей 1 и 2 расположен пост 10 загрузки и съема изделий с плит 6.
Калодый механизм 7 и- 8 перегрузки плит 6 состоит из платформы 11, пере мещающейся по вертикальным направля о- щим 12, ориентира 13 плит и захвате 14.
Вертикальные направляющие 12 установлены на корпусе механизмов) а платформа 1 1 закреплена на штоке 15 теле i скопического гидроцилиндра 16 и имеет реечный механизм, включающий рейку 17 и колесо 18, выполненное заодно с ва
395
кой. ЛСонцентрично В 19 на платформе 11 неподвижно закреплено зубчатое колесо 23, входящее в зацепление с рейками площадок 20, установленных на крестовине, снабженной направляющими 22 и жестко посаженной на верхнюю часть В 19, За счет автоматической перегрузки П 6 между каналами печей и возможности поддержания режима утильного обжига без зависимости от режима спекания повышается производительность и качество обжига. 6 ил.
0
5
0
5
лом 19, установленным на платформе 11 .
Ориентатор 13 плит 6-включает площадки 20, расположенные на крестовине 21, которая неподвижно посажена на вал 19 и на которой закреплены направляющие 22, зубчатое колесо 23, жестко завязанное с корпусом 24 и платформой 11, и рейки 25;, жестко скрепленные с площадками 20 и входя- цще в зацепление с колесом 23.
Захват 14 плит 6 содержит гидроцилиндр 26 двухстороннего действия, на щтоках 27 которого закреплены кронштейны 28 с Г-образными направляющими 29, и плиту 30, с помощью которой цилиндр 26 плиты крепится на корпусах механизмов 7 и 8.
Линия работает следующим образом.
В момент начала работы плиты 6 толкателем 4 на входе печи 1 сталкивают с площадок 20 ориентатора механизма 7 и подают в каналы 3 печи 1 двумя параллельными рядами. Одновременно с этим плиты 6 выталкиваются из каналов печи 1 и поступают на площадки 20 ориентатора механизма 8. В это же время толкатель 4 выталкивает плиты 6 из захвата механизма 8 в канал печи 2, а из него они поступают в захват механизма 7, После того как произошло проталкивание плит 6 в каналах обеих печей 1 и 2 на один шаг, толкатели 5 и 4, работающие одновременно, отводятся назад в исходное положение, после чего вступают в работу механизмы 7 и 8 перегрузки подвижных подовых плит 6, так как включаются гидроцилиндры 18, которые с помощью штока 15 перемещают платформу 11 по вертикальным направляющие 12. При этом площадки ориентатора плит 6 механизма 7 свободны, а механизма.8 не- сут по одной плите 6, В то же время, когда перемещается платформа 11 по направляющим 12, включается в работу реечный механизм, состоящий из рейки 17 и зубчатого колеса 18, которое вы- полнено заодно с валом 19, установленными на платформе 11, причем на вал 19 неподвижно посажена крестовина 21, на которой закреплены напр.твля- ющие 22. Зубчатое колесо 23 жестко связано с корпусом 24 и платформой 1 1, причем вал 19 в колесе 23 врапается свободно, а рейки 25 жестко скреплены с площадками 20 и входят в зацепление с колесом 23. Следовательно, при вращении вала 19 происходит поворот площадок 20 относительно оси его вращения, но поскольку зубчатое колесо 23
неподвижно, то за счет взаимодействия с ним реек 25 происходит одновремен- ное скольжение площадок 20 по направляющим 22, т.е. при движении вверх площадки 20 совершают поворот на угол 90° относительно оси вала 19 и одновременно сближаются. При этом, если они несут подовые плиты 6 то последние стыкуются, а при движении вниз плиты 6 расстыковываются на величину расстояния между каналами печи 1. При срабатывании механизма перегрузки плит 6, т.е.. когда площадки 20 ориентатора механизма 7 в верхнем крайнем положении приходят в соприкосновение с плитами 6, которые вышли из канала печи 2 и в этот момент удерживаются 40 захватом механизма 7, происходит размыкание направляющих 29 захвата и плиты 6 удерживаются площадками 20 ориентатора механизма 7. В механизме
Автоматическая линия для обжига керамических изделий, преимущественно монолитных конденсаторов, содержащая электропечь утильного обжига, электропечь спекания, путь для транспортировки подвижных подовых плит через каналы печей, толкатели, механизмы перегрузки подвижных подовых плит, отличающаяся тем, что, с целью
30 повышения качества изделий и производительности, электропечь утильного обжига выполнена с двумя параллельными каналами, над которыми симметрично расположена одноканапьная электропечь
35 спекания, а каждый механизм перегрузки подвижных подовых плит выполнен в виде платформы, установленной с возможностью перемещения посредством телескопического гидроцилиндра по вертикальным направляющим, ориентатора подвижных подовых плит, закрепленного на платформе с возможностью поворота относительно вертикальной оси, и захвата подвижных подовых плит, при
8 наоборот состыкованные плиты 6 при- 45этом ориентатор выполнен в виде жестходят в верхнее положение, занимаютко закрепленной на вертикальном приисходную позицию напротив входа в ка-водном валу крестовины с направляющинал печи 2, происходит замыкание нап-ми и установленных в них приводных
равляющих 29 захвата механизма 8 иплощадок.
плиты 6 в количестве двух штук удерживаются захватом. После срабатывания захватов, включающих гидроцилиндр 26 двустороннего действия, на штоках 27 которого с обоих сторон закреплены кронштейны 28 с Г-образными направляющими 29, площадки 20 в механизмах 7 и 8 занимают крайнее нижнее положение у входа и выхода каналов печи, при зтом плиты 6 в механизме 8 занимают исходное положение напротив входа печи 1 , после че.го включаются толкатели 4 и 5, и цикл повторяется.
Ли;ния для обжига керамичгеских конденсаторов позволяет повысить производительность в два раза и снизить потери на обжиге.
Формула изобретения
Автоматическая линия для обжига керамических изделий, преимущественно монолитных конденсаторов, содержащая электропечь утильного обжига, электропечь спекания, путь для транспортировки подвижных подовых плит через каналы печей, толкатели, механизмы перегрузки подвижных подовых плит, отличающаяся тем, что, с целью
повышения качества изделий и производительности, электропечь утильного обжига выполнена с двумя параллельными каналами, над которыми симметрично расположена одноканапьная электропечь
спекания, а каждый механизм перегрузки подвижных подовых плит выполнен в виде платформы, установленной с возможностью перемещения посредством телескопического гидроцилиндра по вертикальным направляющим, ориентатора подвижных подовых плит, закрепленного на платформе с возможностью поворота относительно вертикальной оси, и захвата подвижных подовых плит, при
XZ.
О.
8
/
Ж
А
б
(риг.1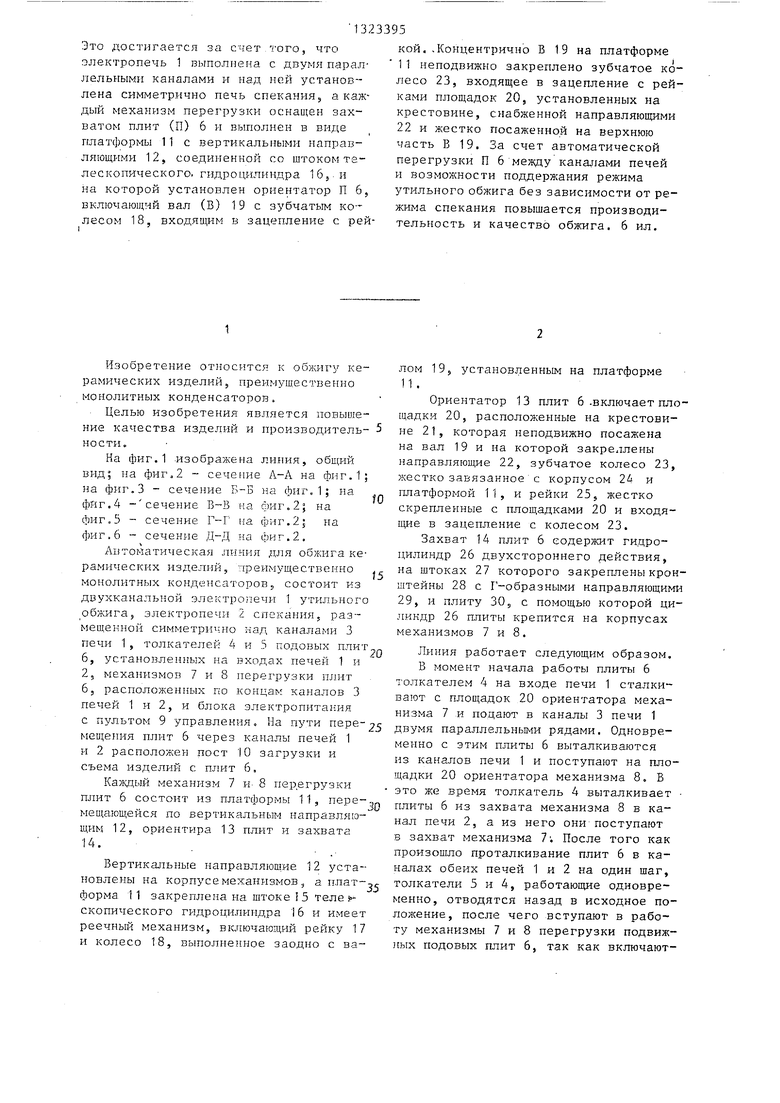
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для эмалирования изделий | 1990 |
|
SU1798381A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПО ВЕСУ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1990 |
|
RU2062665C1 |
| Туннельная печь для обжига керамических изделий | 1988 |
|
SU1651063A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Установка для изготовления витых изделий их проволоки | 1972 |
|
SU440190A1 |
| Приспособление-спутник к автоматическим линиям | 1985 |
|
SU1323343A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| КАРУСЕЛЬНАЯ ПЕЧЬ ДЛЯ ПРОИЗВОДСТВА ПОРИСТО-КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2229071C1 |
Изобретение относится к области обжига керамических изделий, в частности к автоматическим линиям для обжига монолитных конденсаторов. Целью изобретения является повьппение качества изделий и производительности. (Л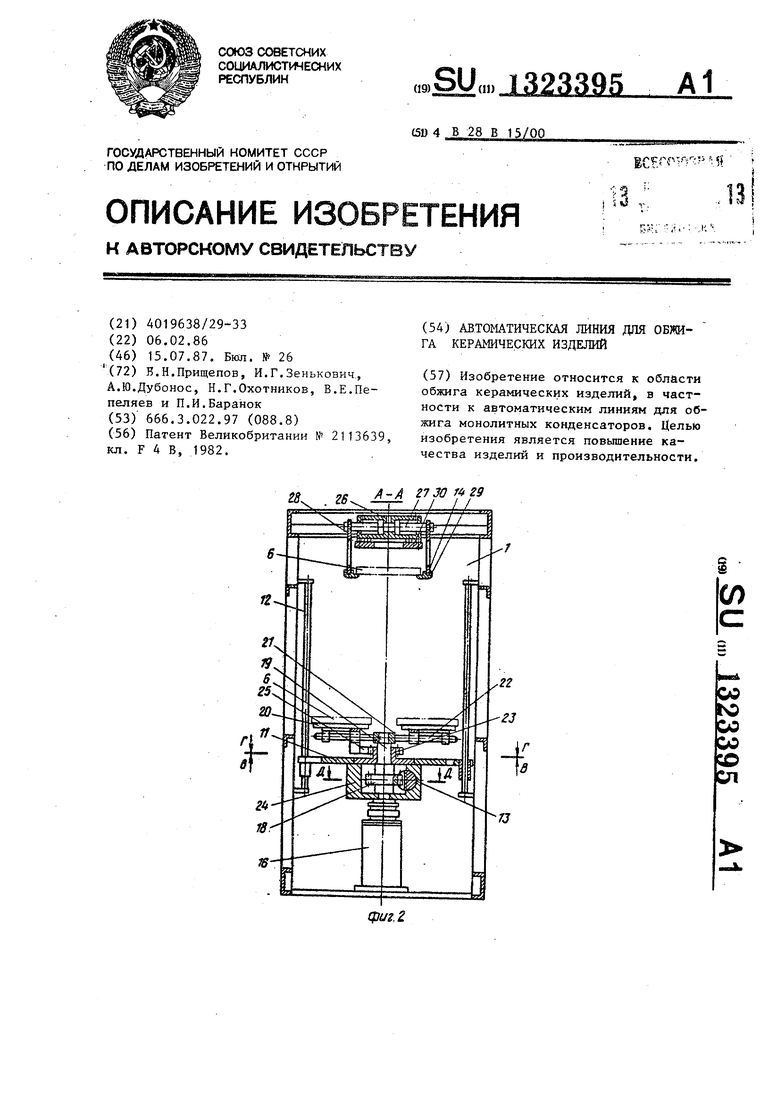
(риг.З
// 22 W
.
фи5.
А-Л
| РЕКУПЕРАТИВНЫЙ ГИДРОПУЛЬСАТОР | 1995 |
|
RU2113639C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| « | |||
| г rf ;г | |||
