1
Изобретение относится к комплексным автоматизироваиным установкам и может найти широкое применение при изготовлении чувствительных элементов.
Известна установка для навивки спиралей и других деталей из проволоки, содержащая программный механизм в виде двух кулачковых валов, соедийениых шестернями; механизм формообразования концов пружины, механизм отрезки, механизм подачи проволоки в виде кулака и рычага с зажимом; механизм навивки, включающий шпиндель, десущий оправку и зуб для захвата проволоки; механизм передачи вращательного движения шпинделя в виде кулака, зубчатой рейки, реечной шестерни и зубчатой пары.
Цель изобретения - расширить технологические возможности установки и улучшить ее эксплуатационные качества.
Это достигается тем, что предлагаемая установка снабжена установленным на станине между механизмами навивки и отрезки соосно с ними механизмом нанесения покрытия на спираль, выполненным в виде нескольких параллельно расположенных ванн, а также жестко связанным с механизмом подачи механизмом обжига спиралей.
Механизм подачи выполнен в виде шарнирно соединенного со станиной подпружиненного рычага, связанного одним концом с программным узлом и несущего на другом конце подвил но соединенную с ним направляющую штангу, с которой жестко соединен кронштейн, опирающийся на шарнирно связанную со станиной направляющую призму и несущий подпружиненный палец и жестко закрепленную на нем косозубую рейку, кинематически связанные с программным узлом; а также шарнирно соединенного с кронштейном подпружиненного одноколейного вала, кинематически связанного с программным узлом и несущего жестко соединенную с ним платформу с расположенными на ней катушкой с проьолокой и тормозом.
Программное устройство выполнено в виде установленного в направляющих станины кулачкового вала, а также шарнирно соединенной со станиной и опирающейся на кулачковый вал подпружиненной рамы. Последняя
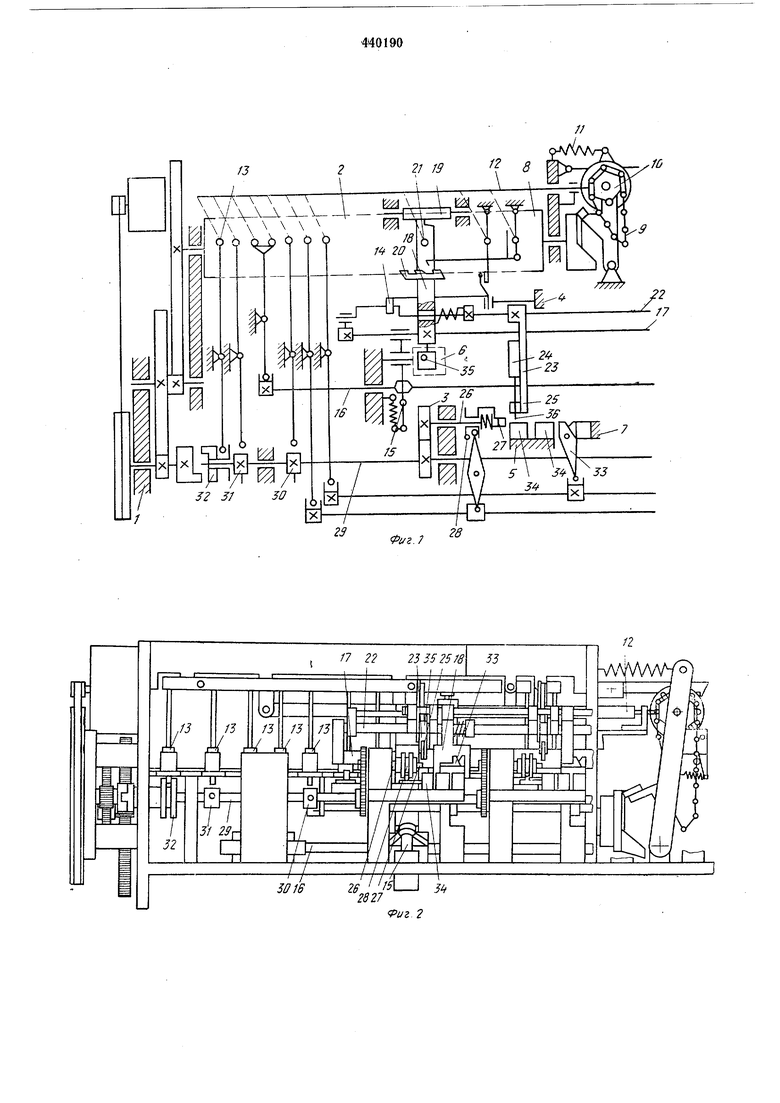
имеет барабан с шарнирио закрепленными на нем перфорированными планками, воздействующими через промежуточную рычажную систему на рабочие механизмы. На фиг. 1 изображена принципиальная кинематическая схема установки; на фиг. 2- 4 - установка, три проекции.
Предлагаемая установка состоит из станины 1, программного механизма 2, механизма 3 навивки спирали, механизма подачи с
транспортным устройством и платформой, несущей катуШКу и тормоз проволоки 4, механизма 5 нанесения покрытия на спираль, механизма обжига 6, механизма отрезки 7.
Программный механизм содержит кулачковый вал 8, перфорированные планки 9, барабан с храповым механизмом 10, подпружиненную раму И, систему передачи команд исполнительным механизмам в виде толкателей 12 нодпружинениых пальцев 13, соединительных рычагов, тяг, поворотного рычага 14.
Перфорированные лланки шарнирно соединены и расположены на барабане, установленном на подпружиненной раме, шарнирно соединенной со станиной и опирающейся на кулачковый вал 8.
Соединительные рычаги шарнирно соединены со станиной и «есут подпружиненные пальцы 13.
Механизм подачи содержит подпружиненный рычаг 15, тягу 16 с кулаком, транспортное приспособление, выполненное в виде направляющей штанги 17, кронштейна 18, направляющей призмы 19, косозубой рейки 20, подпружиненного пальца 21, лодпружиненного одноколейного вала 22, платформы 23, несущей катушку 24 и тормоз 25 проволоки.
Подпружиненный рычаг 15 шарнирно соединен со стойкой станины и опирается одним концом на кулак тяги 16, кинематически связанной с программным механизмом, а другой конец рычага несет подвижную направляющую щтангу 17 транспортного приспособления. Последнее выполнено в виде подвижной направляющей штанги 17, жестко соединенной с кронштейном 18, опирающимся на направляющую призму 19, шарнирно соединенную со стойкой станины. Кронштейн 18 несет жестко соединенную косозубую рейку 20, кине.матически связанную с программным .механизмом. С кронштейном 18 подвижно соединей подпружиненный палец 21, кинематически связанный с программным механизмом, а так же шарнирно соединен подпружиненный одноколейный вал 22, опирающийся коленом на ролик поворотного рычага 14, который кинематически связан спрограммным механизмом. С валом 22 жестко соединена платформа 23, на которой расположены катушка 24 и тормоз 25.
Механизм навивки включает шпиндель 26 с оправкой 27 и подпружиненной муфтой захвата 28, ведущий вал 29, кулачок 30, фиксирующий исходное положение муфты захвата 28; кулачок 30, ограничивающий вращение шпинделя 26; кулачковую муфту 32, соединяющую ведущий вал 29 с редукторо.м, шестерни, соединяющие вал 29 со шпинделем 26.
Шпиндель 26 соединен шестернями с ведущим валом 29; а со шпинделем соединены жестко - оправка 27, подвижно - подпружиненная муфта захвата 28, кинематически связанная с программным механизмом. На ведущем валу 29 установлены кинематически связанный с программны.м механизмом кулак 30, фиксирующий исходное положение муфты захвата 28; кинематически связанный с программным механизмом кулак 31, ограничивающий вращение шнинделя; кинематически связанная с программным .механизмом кулачковая муфта 32, соединяющая ведущий вал 29 с редуктором.
Механизм отрезки включает ножницы 33, закрепленные на стойке станины и кинематически связанные с программным механизмом, и бункер для приема чувствительных элементов.
Механизм навивки спирали, ванны 34 с растворами и механизм отрезки установлены на стойках станины соосно, печь 35 жестко закреплена на кронштейне 18 транспортного устройства.
Платформа 23, несущая катушку 24 и тормоз 25 проволоки, жестко закреплена на подиружиненном одноколейном валу 22 транспортного приспособления. При этом осевая линия тормоза находится в одной вертикальной нлоскости с осевой линией печи 35 и направлена к оси шпинделя 26 под углом, равным углу подъема спирали чувствительного элемента.
Автоматическое устройство обеспечивает параллельное включение в работу л-ного Количества групп исполнительных элементов.: шпинделей с оправкой, муфтой захвата и соединительными шестернями, ванн с растворами, механизмов отрезки, печей для обжига ь платформ с катушкой и тормозом проволоки, управляемых одним программным механизмом и одним механизмом подачи с транспортным приспособлением, что позволяет увеличить выпуск готовых изделий в п раз.
Дополнительные групны исполнительных механизмов параллельно включаются в работу программным .механизмом.
Операции: нанесение раствора кара.мических веществ на спираль; обжиг раствора, нанесенного на спираль, нанесение раствора каталитических веществ на керамическое тело спирали; обжиг раствора, нанесенного на керамическое тело Опирали-могут повторяться несколько раз в зависимости от требований технологического процесса.
Технологическую последовательность действий отдельных (Механизмов обеспечивает програ.ммный 1механизм.
Програ.мма действий механизма состоит из двух Частей.
Первая Часть программы содержит последовательность действий исполнительных механиз.мов, записанную на кулачковом валу 8.
Вал 8 несет следующую информацию: отрезка чувствительного элемента, изготовление спирали, нанесение раствора керамических веществ на спираль, обжиг раствора керамических веществ, нанесенного на спираль, нанесение раствора каталитических веществ на керамическое тело спирали, обжиг раствора каталитических веществ, нанесенного на керамическое тело спирали. Вторая часть ттрограммы содержит записанную на перфорированных планках 9 последовательность соединения кулачкового вала 8 с исполнительньгми механизмами. Одна из этих перфорированных планок несет следующую информацию: отрезка чувствительного элемента, изготовление спирали. Следующая |перфорированная планка несет информацию; «анесение раствора керамических веществ на спираль, обжиг раствора кера- Ю мических веществ, нанесенного на спираль. Далее перфорированная планка несет информацию: нанесение раствора каталитических веществ на керамическое тело спирали. обжиг раствора каталитических веществ, на- 15 несенного на керамическое тело спирали. Программяый механизм работает следующим образом. В конце каждого оборота кулачковый вал 8 передвигает следующую перфорированную планку на линию расположе- 20 ния толкателей 12. Это осуществляется носредством подпружиненной рамы и барабана с храповым механизмом. В момент передвижения перфорированной планки толкатели 12 и подпрзжиненные нальцы 13 и 21 находятся 25 в нейтральном положении под воздействием пружин. Новый оборот кулачкового вала начинается включениелт в работу исполнительных /механизмов согласно перфорированной планке. В 30 течение одного оборота кулачкового вала включенные в работу исполнительные механизмы выполняют задание. Автоматическое устройство работает следующим образом. К коНЦу оборота кулачкового вала 8 на линии расположения толкателей 12 располагается перфорированная планка, которая несет информацию: отрезка чувствительного элемента, изготовление спирали. Эта перфорирован- 40 ная план-ка включает в работу механизм отрезки, механизм подачи с транспортным устройством и механиЗМ навивки спирали. Вращающийся кулачковый вал посредством системы передачи команд включает в работу 5 ножницы .33. Конец проволоки 36, выступающий из тормоза 25, калибруется ножницами. Транопортное цриспособление механизма цодачи, соединенное с валом 8 посоедством подпружиненного пальна 21, расположенного на 50 кронштейне 18, переносит калибпованный конен проволоки в зону механизма навивки спирали. После окончания передвижения транспортного црисцособления кулак тяги 16, связанной с кулачковым валом, освобождает 55 рычаг Г5 механизма подачи. Под воздействием пружины механизм подачи калиброванный конец проволоки в зев муфты захвата 28. Подача проволоки совершается в направлении, перпендикулярном к оси шнинде- 60 ля 26. Муфта захвата 28, связанная с кулачковым валом, захватывает и удерживает конец проволоки. Механизм подачи под действием KVлачкового вала возвращается в исходное но- 65 5 35 ложение. При этом происходит протяжка проволоки через тормоз 25. Под действием кулачкового вала соединительный рычаг системы передачи команд освобождает кулак 30, фиксирующий муфту захвата 28. В этот момент кулачковая 1муфта 32 соединяет редуктор с ведущим валом 29, который соединен шестернями со щнинделем 26. При вращении шпинделя на опра:вку 27 навивается спираль. Одновременно с вращением шпинделя передвигается транспортное приспособление, обеспечивая шаг ширали. После навивки спирали кулачковая муфта разъединяет редуктор с ведущим валом 29. Одновременно с действием муфты 32 соединительный рычаг системы передачи команд останавливает кулак 31, ограничивающий вращение шпинделя. Вращение шпинделя и передвижение транспортного приспособления пре«рашяются. Муфта захвата 28 и транспортное приспособление согласованным передвижением снимают спираль с оправки. Транспортное приспособление переносит полученную спираль в зону ванны 34 с раствором керамических веществ. В этот момент соединительный рычаг системы передачи команд, соединяясь с кулачком 30. становится в исходное положение и фиксирует исходное положение муфты захвата 28, а кулак 31, ограничивающий вращение шпинделя, освобождается. Муфта захвата 28 поворачивается и становится в исходное положение. К этому моменту заканчивается оборот кулачкового вала. Толкатели 12 и подпружиненные нальны 13 и 21 освобождаются от связи с перфорированной планкой и под действием пружин занимают нейтральное положение. Следующая перфориоованная планка передвигается на линию расположения толкателей 12. Повая перфорированная планка несет информацию: нанесение керамических веществ на спираль, обжиг раствора керамических веществ, нанесенного на спираль. Эта перфорИрованная планка включает в работу механизм подачи с транспортным приснособлением. При вращении кулачкового вала кулак тяги 16 освобождает рычаг 15 механизма подачи, Под действием пружины механизм подачи погружает спираль в раствор керамических веществ, содержащийся в ванне 34, обесцечивая таким образом нанесение раствора керамических веществ на спираль. После этого механизм подачи под действием кзлачкового вала возвращает спираль в исходное положение. Тормоз 25, расположенный на платформе 23. установленной на подпружиненном Одноколенном валу 22 транспортного устройства, соединенноМ посредством поворотного рычага 14 и системы передачи команд с кулачковым валом, перемещает спираль в печь 36.. В печи производится обжиг раствора. Одновременно с обжигом кулачковый вал посредством системы передачи команд и косозубой рейки 20, расположениой на кронштейне 18, передвигает транспортное устройство в зону ванны 34 с раствором каталитических веществ.
После обжига керамических веществ под действием иружины тормоз 25 транспортного устройства переносит спираль с .керамическим телом в зону ванны с раствором каталитических веществ.
К этому моменту заканчивается очередной оборот кулачкового -вала и на линию расположения толкателей перемещается следующая перфорированная планка.
Новая перфорированная планка несет следующую информацию: нанесение раствора каталитических веществ на керамическое тело спирали, обжиг раствора каталитических веществ, нанесенного на керамическое тело спирали. Эта перфорированная планка включает в работу механизм подачи с транспортным устройством.
При вращении кулачкового вала механизм подачи погружает спираль с керамическим телом в раствор -каталитических веществ, содержащийся в ванне, обеспечивая нанесение раствора каталитических веществ на керамическое тело опирали.
После этого м&хакнз,м подачи возвращает спираль в исходное положение. Тормоз 25 транспортного приспособления перемещает спираль с -керамическим телом в печь 35. В печи производится обжиг раствора каталитических веществ, нанесенного на керамическое тело спирали.
Одновременно с обжигом по команде кулачкового вала посредством «осозубой рейки 20, -расположенной на кронштейне 18, транспортное устройство перемещается в зону механизма отрезки. После обжига тор1моз 25 транспортного устройства вместе с полученным чувствительным элементом перемещается в зону механизма отрезки. При этом конец, за кото-рый удерживается тормозом 25 чувствительный элемент, подается в зев ножниц 33 механизма отрезки.
К этому моменту заканчивается очередной оборот кулачкового вала и на линию расположения толкателей передвигается -следующая перфорированная планка, которая включает в работу имеханизм отрезки, механизм подачи с
транспортным приспособлением и механизм навивки спирали.
Изобретение обеспечивает значительное повышение производительности труда, технологичность и качество чувствительного элемента.
Предмет изобретения
1. Установка для изготовления витых изделий из проволоки, содержащая установленные
на -станине в порядке осуществления технологического процесса и связанные между собой п-рограммным устройством механизм подачи, механизм отрезки мерной заготовки, механизм навивки спирали, отличающаяся тем,
что, с целью расширения технологических возможностей и улучшения эксплуатационных характеристик, она снабжена установленным на станине между механизмами навивки и отрез-ки -соосно с ними механизмом нанесения
покрытия на спираль, выполненным в виде нескольких параллельно расположенных ванн, а также жестко связанным с механизмом подачи механизмом обжига спи-ралей.
2. Установка по п. 1, отличающаяся
тем, что механизм подачи выполнен в виде шарнирно соединенного со станиной подпружипенного рычага, связанного одним концом с программным узлом и несущего на другом кон|це подвижно соедипенную с ним «аправляющую штангу, с которой жестко соединен кронштейн, опирающийся на ша-рнирно связанную со станиной направляющую -призму и несущий подпружиненный палец и жестко связанную с ним косозубую рейку, кинематически связанные с программным узлом, а также шарнирно соединенного с кронштейном подпружиненного оДноколенного вала, кинематически связанного с нрограммным узлом и несущего жестко соединенную с ним платформу с расположенными на ней катушкой с -проволокой и -тормозом.
3. Установка по пп. 1 и 2, отл ич а юща яся тем, что программное устройство выполнено в виде установленного в направляющих
станины кулачкового вала, а также шарнирно соединенной со станиной и опирающейся на кулачковый вал подпружиненной рамы,.несущей барабан с шарнирно закрепленными на нем перфорированными планками, воздействующими через промежуточную рычажную систему на рабочие механизмы. Т ш - . Ь qb 0 0 Ь 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |

у.; i 32 J/ 29 / II f52B28 35 3 Йуг. J
