1324701
12
Изобретение относится к области элек-ном продольном перемещении трубной затросварных труб и может быть применено вготовки через сварочную клеть валки 1 потехнологическом инструменте сварочнойлучают встречное вращательное движение.
:клети трубоэлектросварочного агрегата.При проходе еще не сваренной трубной
Целью изобретения является повышение заготовки через калибр, образованный вал- качества сварного шва за счет стабилизацииками 1, последние упруго раздвигаются, процесса осадки свариваемых кромок труб-приобретая предварительное напряженное ной заготовки.состояние. Далее благодаря нагреву стыка
На чертеже представлен предлагаемыйкромок трубной заготовки в зазоре между
технологический инструмент сварочнойребордами 2 валков 1 происходит реализаклети, общий вид. ция их напряженного состояния, которое
Технологический инструмент сварочнойвыражается в сближении валков, вызываюклети содержит два неприводных валка 1,щего ограниченную осадку кромок трубной
каждый из которых имеет реборду 2 мень-заготовки за счет смещения центра О и
щего диаметра d и реборду 3 больщего диа-касания реборд большего диаметра. При
метра D, а также ручей, образованный цен- 5 этом выдавливается грат с ограниченной
тральной дугой радиуса R. Оба валка свои-высотой, и образуется сварной щов.
ми ребордами большего диаметра установ-С помощью предлагаемого технологичеслены в контакте между собой. Центр О дугикого инструмента изготовлены опытные труручья каждого валка смещен относительнобы размером 60x2,00 мм из ст. 10. Валки
поверхности 4 контакта реборд больщегоимели .ение центра радиуса дуги ручья
диаметра в сторону продольной оси 5 валка.20 валков от поверхности реборд больщего
Оси валков установлены в подшипниках 6диаметра С 0,6 мм. При /изготовлении
и 7.труб реборды большего диаметра касались
Величина смещения С составляет (0,01-друг друга. При этих условиях величина
0,03) R центральной дуги ручья и зависит отосадки кромок при сварке 0,2 мм. Это обесдиаметра и толщины стенки трубы и вели-25 печивало стабильное течение процесса сварчины радиуса центральной дуги. Участокки и получение труб со стабильны.м качеручья, примыкающий к поверхности 4 кон-ством щва по длине.
такта реборд больщего .аиаметра, имеетИспытания образцов труб на сплющивадлину, равную величине смещения С, иние и раздачу показали, что качество щва
является прямолинейным.соответствует требованиям ГОСТа. Таким
Установка реборд больщего диаметра в30 образом, ограничение осадки с помощью
контакте между собой обеспечивает ограни-предлагаемого технологического инструменчение величины осадки кромок заготовки,та сварочной клети позволяет улучшить качто приводит к стабильной высоте грата почество труб, получить трубы с заданной выдлине труб, и тем самым повышается каче-сотой внутреннего грата при удовлетвориство сварного шва.тельном качестве щва.
Расположение центра радиуса централь-35 Предлагаемый технологический инструной дуги со смещением относительно поверх-мент трубоэлектросварочного агрегата позности контакта реборд большего диаметраволяет существенно повысить качество щва
в сторону продольной оси валка позволяети его стабильность по длине труб, что, в
иметь опти.мальную величину осадки, обес-свою очередь, позволяет расщирить область
печивающую повыщение качества сварного40 применения электросварных труб, в том чисщва.ле для ответственных назначений, а также
Величины смещения (0,01-0,03) R уста-расширить сортамент выпускаемых труб, новлены на основании экспериментальных
данных и зависят от диаметра и толщиныФормула изобретения стенки свариваемой трубы и радиуса дугиТехнологический инструмент сварочной ручья. При больших диаметрах труб и45 клети трубоэлектросварочного агрегата, со- больщих радиусах дуги ручья смещение при- держащий два валка, каждый из которых нимает меньшие значения (0,01R), и нао-имеет ручей, образованный центральной ду- борот. Значения величины смещения менеегой, и расположенные по обе стороны от 0,01 R и более 0,03R приводят к ухудшениюручья реборды неодинакового диаметра, ог- качества сварного шва ввиду того, что приCQ лишающийся тем, что, с целью повышения этом не обеспечивается оптимальная вели-качеству сварного шва, реборды валков боль- чина осадки кромок заготовки.шего диаметра установлены в контакте меж- Инстру.мент работает следующим обра-ду собой, а центр радиуса центральной дуги зом.смещен относительно поверхности контакта Перед началом работы валки 1 устанав-этих реборд в сторону продольной оси валка ливают с соприкосновением больших реборд55 ча величину 0,01-0,03 радиуса центральной 3 по поверхности 4 контакта. При непрерыв-дуги ручья.
ВНИИПИ Заказ 2993/6Тираж 731 Подписное Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4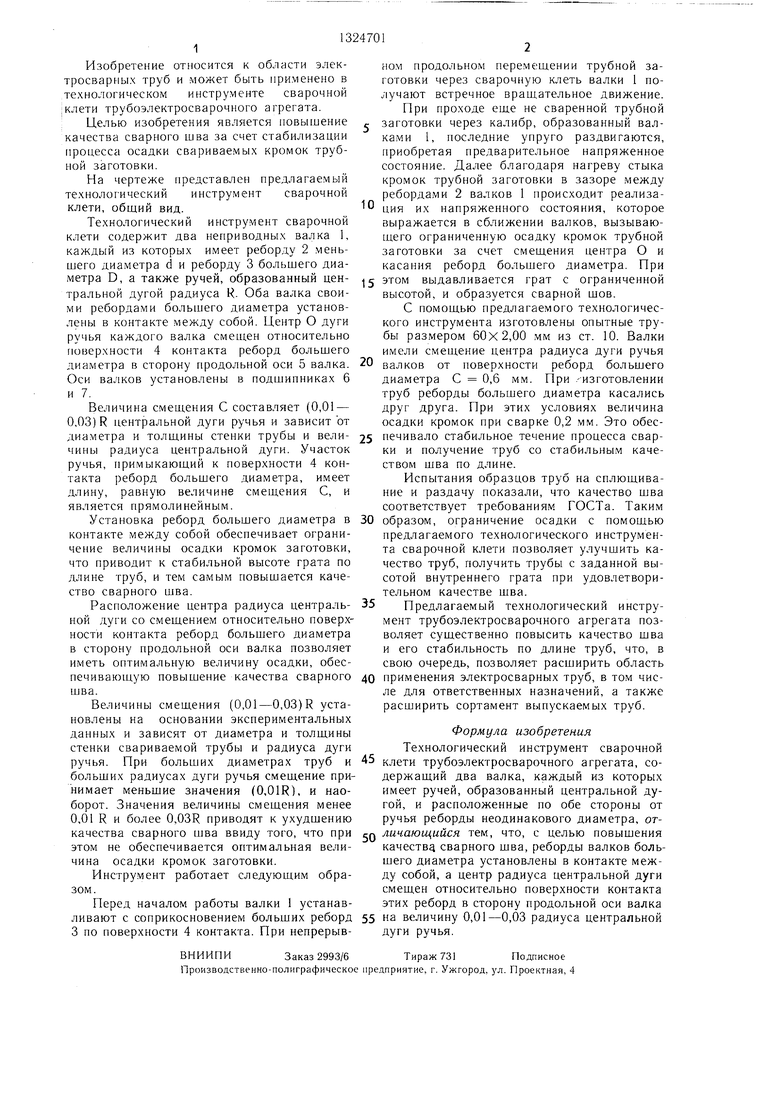
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Электрод для сварки цилиндрических изделий | 1985 |
|
SU1378975A1 |
| Технологический инструмент трубоэлектросварочного стана | 1983 |
|
SU1126352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Роликовое устройство для деформирования внутреннего грата в электросварных трубах | 1983 |
|
SU1118446A1 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Направляющая шайба | 1977 |
|
SU737055A1 |
Изобретение относится к электросварным трубам и быть использовано в технологическом инструменте сварочных клетей. Целью изобретения является повышение качества сварного шва за счет стабилизации процесса осадки свариваемых кромок трубной заготовки. При сварке разогретых кромок заготовки поперечное перемещение валков 1 сварочной клети ограничивается соприкасающимися нижни.ми ребордами 3. Величина осадки определяет величину и характер грата сварного соединения, ограничение этой величины осадки происходит при сварке трубы в калибре, центры О радиусов R центральных дуг которого смещены в сторону продольных осей 5 валков на величину 
