И:юб( 1МЧЧ1П1 o l iiociivi-я к технологии прокатного 11| ои:ик)дстис1, ;i жменно, к списобу и; готоил( пня ко;н.ценых изделий типа дисков торцевой р;и к;)ткон.
Ч Цель изобретения - расширение технологических возможностей путем изготовления плосчих дисков.
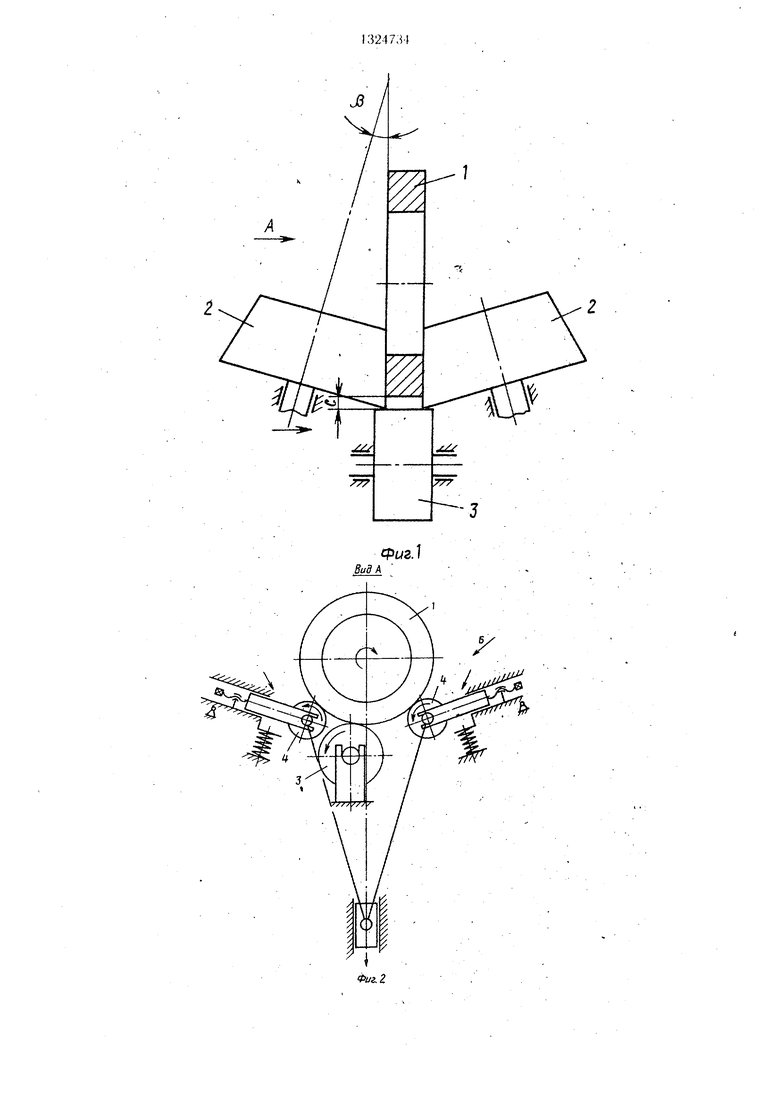
. На фиг. 1 показана схема способа раскатки кольцевых заготовок в начальный момент; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Кольцевую заготовку 1 деформируют между двумя коническими торцовыми валками 2, оси которых расположены в плоскости, параллельной оси заготовки, и опорным цилиндрическим валком 3 ось которого параллельна оси заготовки.
Заготовку устанавливают на подвижные ролики 4 со смещением ее оси относительно плоскости расположения конических торцовых вулков в направлении, противополож- ном направлению вектора скорости заготовки в зоне ее контакта с указанными валками, на величину
поело получения требуемой высоты заготовки.
По предлагаемому способу осуществлена
раскатка кольцевой заготовки (р200х (f 120х
5 Х22 из стали ЗОХГСА при 900° при
мм, ,5 мм, мм, мм
и .
Параметры раскатки: число оборотов вал- ков-30 об/мин, усилие раскатки 150 кН (15т), , скорость сближения валков 0,7 мм/с. Смещение опорного цилиндрического валка относи-- тельно плоскости конических торцовых валков мм.
Некруглость полученного плоского диска
составляет 3 мм, отклонение по высбте полотt5 на - в пределах 0,2-0,3 мм. Размеры диска
после раскатки ф 280X ф 200X14,5 мм.
Предлагаемый способ обеспечивает изготовление плоских дисков.
20
Формула изобретения
Способ раскатки кольцевых заготовок, при котором заготовку деформируют между двумя коническим41 торцовым.и валками, оси которых расположены в плоскости, паралДк(1,5-2,5)VA/i(B-0,5b sinp).
Конические торцовые валки наклонены к плоскости заготовки под углом
р(0,5-0,7)arcsin- и опорный цилиндрический валок смещен относительно плоскости конических торцовых валков в направлении упомянутого вектора на величину
е(0,3-0,4) (Ь -l,25VA/i(,5& х Tsinpl,
где А к-смещение оси заготовки, мм;
Д/1 - единичное обжатие, мм;
на1Гбольщий радиус валка, мм;
в - ширина раскатываемой заготовки, мм;
р - угол наклона валков к плоскости заготовки, град;
наружный радиус раскатного изделия, мм.
Нагретую кольцевую заготовку 1 устанавливают на подвижные ролики 4 с забором относительно опорного цилиндрического вал на 3, после чего осуществляют ее фиксацию между коническими торцовыми валками 2. Включают вращение валков, заготовка, раздвигая подвижные ролики 4, перемещается вдоль валков до контакта с опорным цилиндрическим валком. При сближении конических торцовых валков в процессе раскатки уменьщается высота заготовки и происходит увеличение ее диаметральных размеров. Раскатка завершается
Формула изобретения
Способ раскатки кольцевых заготовок, при котором заготовку деформируют между двумя коническим41 торцовым.и валками, оси которых расположены в плоскости, парал5 лельной оси заготовки, и опорным цилиндрическим валком, ось которого параллельна оси заготовки, отличающийся тем, что, с целью расщирения технологических в озможнос тей путем изготовления плоских дисков, заго товку устанавливают со смещением ее оси от
0 носительно плоскости расположения осей конических торцовых валков в направлении, противоположном направлению ве ктора скорости заготовки в зоне ее контакта с указанными валками, на величину
35 4К(1,5-2,5)л/А/1(,5fe sinp),
а деформирует между коническими торцовыми валками, 1аклоненными к плоскости заготовки под углом
40
р (0,5-0,7) arcsin -,
VJ
и опорным цилиндрическим валком, смещенным относительно плоскости конических торцовых валков в направлении упомянутого дс вектора, на величину
0,3-0,4) (в-l,25VA/z(-0,5Ь X
смещение оси заготовки, мм; единичное обжатие, мм; наибольший радиус валка, мм; ширина раскатываемой заготовки,
мм;
угол наклона валков к плоскости заготовки, град;
наружный радиус раскатанного изделия, мм.
;г77
juLf
777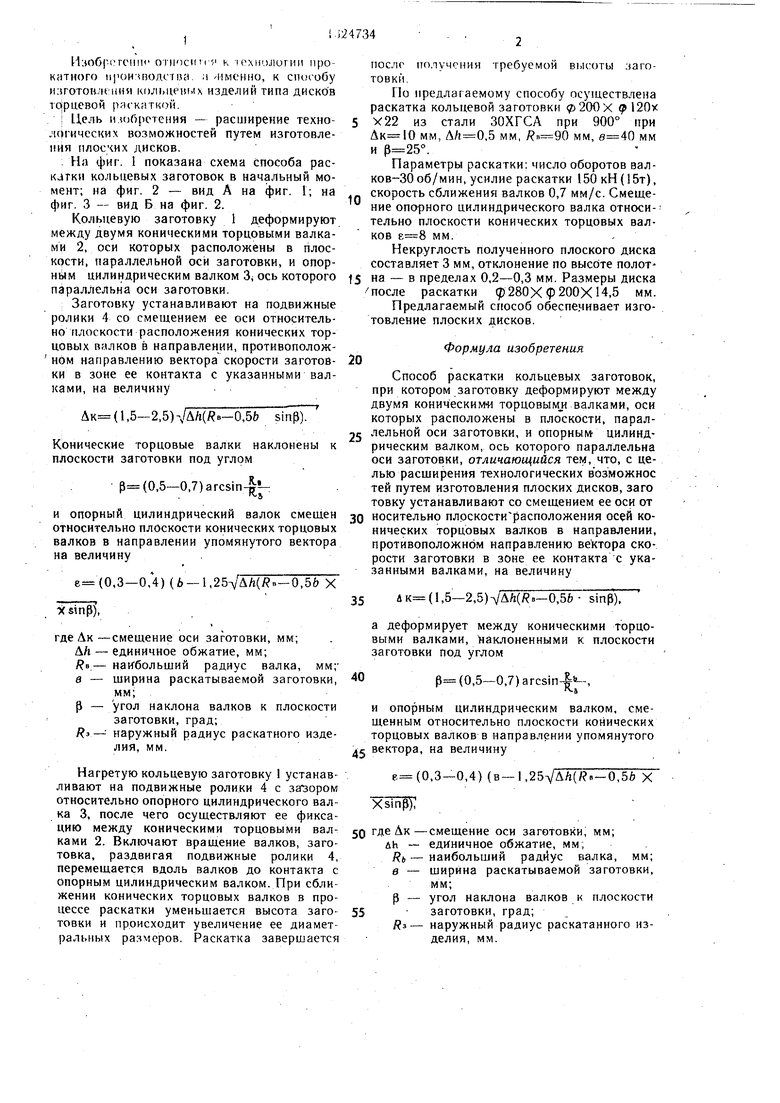
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2025180C1 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2185914C2 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ получения колец | 1989 |
|
SU1660816A1 |
| Способ раскатки профильных колец | 1980 |
|
SU956111A2 |
| Способ изготовления кольцевых деталей и устройство для его осуществления | 1977 |
|
SU698710A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
Изобретение относится к области прокатного производства, технологии раскатки валками кольцевых изделий. Оно позволяет обеспечить изготовление плоских колец раскаткой двумя коническими и одним опорным цилиндрическим, валками. Для этого ось заготовки и ось опорного валка размещены по обе стороны от плоскости расположения осей конических валков. Величина смещения является функцией параметров раскатки. Такое расположение заготовки и валков обеспечивает стабильное протекание процесса раскатки с большими обжатиями, необходимыми для изготовления плоских колец. 3 ил. сл с со NJ 4: СО 4
Вид Б
Фаг 5
| Патент США №3572075, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
