(54) СПОСОБ РАСКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| Способ раскатки профильных колец | 1976 |
|
SU574258A1 |
| Способ изготовления кольцевых деталей | 1983 |
|
SU1125267A1 |
| Установка для раскатки колец | 1978 |
|
SU740366A2 |
| Способ получения кольцевых профилей из малопластичных материалов | 1991 |
|
SU1794565A1 |
| Способ раскатки профильных колец | 1977 |
|
SU795669A1 |
| Способ изготовления профильных изделий типа колец | 1976 |
|
SU625822A1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| Способ изготовления кольцевыхдЕТАлЕй C пРОфилиРОВАННОйНАРужНОй пОВЕРХНОСТью | 1978 |
|
SU801945A1 |

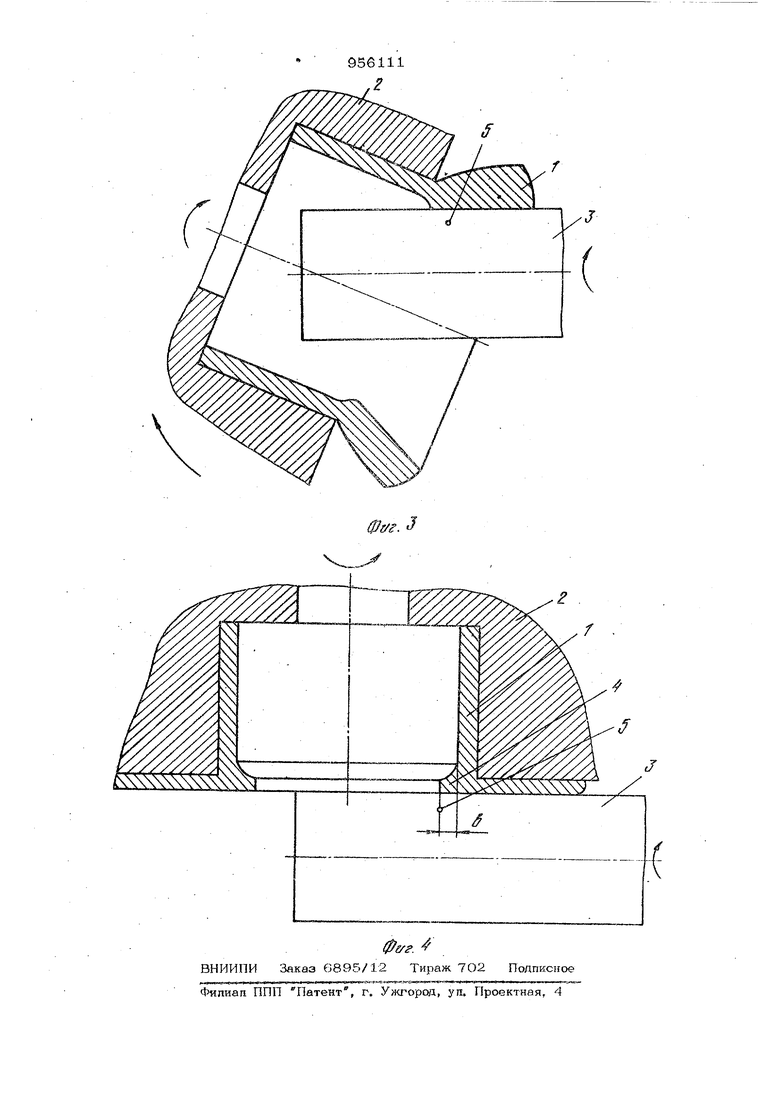
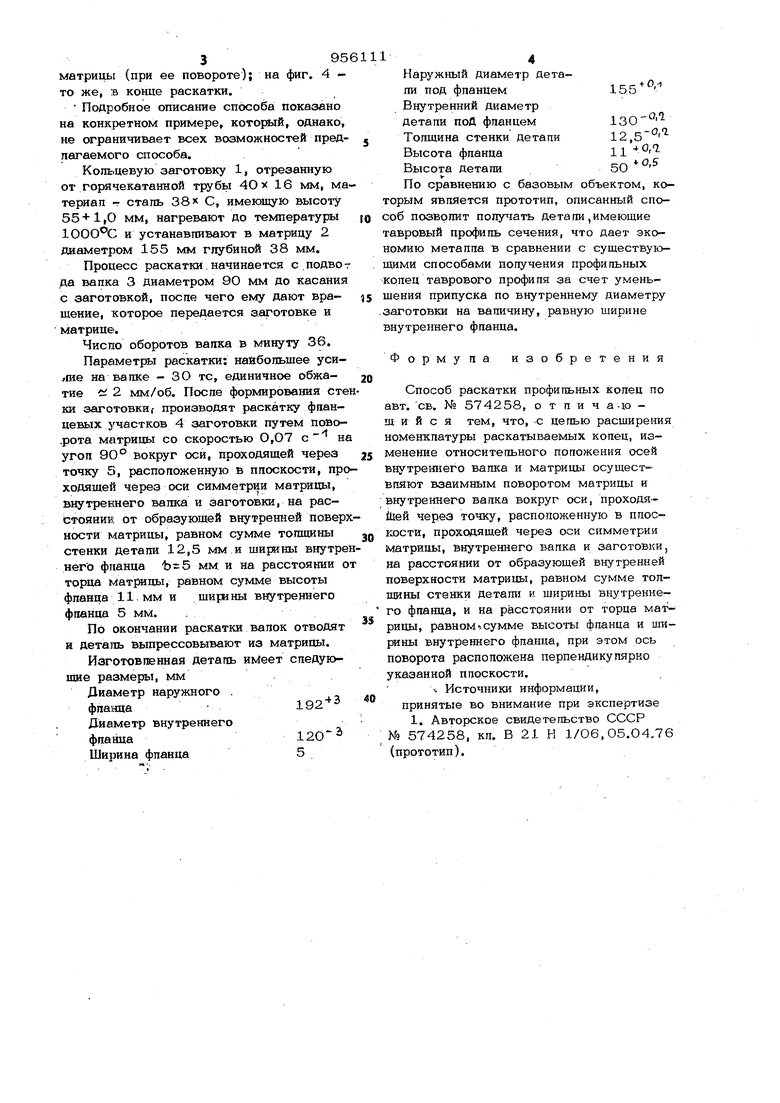
Изобретение относится к обработке металлов давлением и моисет быть использовано преимущественно при раскатке профильных копец, имеющих тавровый профиль сечения. Но основному авт. св. № 574258 из вестей способ раскатки колеи уголкового и Z -образного профиля в матрице с калибром на торцовой поверхности, при котором участок заготовки, находящийся в матрице, раскатывают внутренним валком уменьщая рабочий зазор между валком и матрицей с сохранением параллельности осей последних, а затем деформируют фланцевый участок кольца, выступающий за матрицу, изменяя относительное положение осей внутреннего валка и матрицы до заполнения калибра матрицы металлом заготовки Cl . Недостатком известного способа является невозможность раскатки профильных колец таврового профиля, так как весь деформируемый металл перемещается от оси заготовки. Целью изобретения является расширение номенклатуры раскатываемых копец. Цель Достигается тем, что поспособу раскатки профильных колец изменение относительного положения осей внутреннего валка и матрицыосуществляют поворотом матрицы и внутреннего вапка вокруг оси, проходящей через точку, расположенную в плоскости, проходящей через оси симметрии матрицы, внутреннего валка и заготовки на расстоянии от образующей внутренней поверхности матрицы, равном сумме толщины стенки Детали и щирины внутреннего фланца и на расстоянии от торца матрицы, равном сумме высоты фланца и щирины внутреннего фланца, при этом ось поворота расположена перпендикулярно указанной плоскости. На фиг. 1 изображено положение заготовки и инструмента в начале раскатки; на фиг. 2 - то же, при раскатке части сечения заготовки, заключенной в матри- це; на фиг. 3 - то же, при раскатке части сечения заготовки, расположенной вне 395 матрицы {при ее повороте); на фиг. 4 то же, в конце раскатки. Подробное описа1те способа показано на конкретном примере, который, однако, не ограничивает всех возможностей пред пагаемого способа. Кот:|Цевую заготовку 1 отрезанную от горячекатанной трубы 4Ох 16 мм, ма териал - сталь 38 С, имеющую высоту 55 + 1,0 мм, нагревают до температуры и устанавливают в матрицу 2 диаметром 155 мм глубиной 38 мм. Процесс раскатки.начинается с.подво да вапка 3 диаметром 9О мм до касания с заготовкой, после чего ему дают вра щение, которое передается заготовке и матрице. Чисгю оборотов валка в минуту 36. Параметры раскатки: наибольшее на валке - ЗО тс, единичное обжатие 2 мм/об. После формирования сте ки заготовкИ( производят раскатку фнан- цевых участков 4 заготовки путем пово.рота матрицы со скоростью О,О7 на угол 90° вокруг оси, проходящей через точку 5, расположенную в плоскости, про ходяшей через оси симметрии матрицы, внутреннего валка и заготовки, на расстоянии от образующей внутренней поверх ности матрицы, равном сумме толщины стенки детали 12,5 мм и ширины внутре него фланца мм и на расстоянии о торца матрицы, равном сумме высоты фланца 11 мм и ширины внутреннего фяанца 5 мм. . По окончании раскатки валок отводят и деталь выпрессовывают из матрицы. Изготовпенная детапь имеет следующие размеры, мм Диаметр наружного . фла1ащаДиаметр внутреннего фланца Ширина фланца 14 Наружный диаметр детали под фланцем155 Внутренний диаметр детали поД фланцем 130 Толщина стенки детали12,5 Высота фпанца 11 Высота детали 5О По сравнению с базовым объектом, которым является прототип, описанный способ позволит дета пи, имеющие тавровый профиль сечения, что дает экономию металла в сравнении с существующими способами получения профильных колец таврового профиля за счет уменьщения припуска по внутреннему диаметру заготовки на валичину, равную ширине внутреннего фланца. Формула изобретения Способ раскатки профильных колец по авт. св. № 574258, отлича-ющ и и с я тем, что, -с целью расширения номенклатуры раскатываемых колец, изменение относительного положения осей внутреннего валка и матрицы осуществляют взаимным поворотом матрицы и внутреннего валка вокруг оси, проходя1Цей через точку, распопоженную в плоскости, проходящей через оси симметрии матрицы, внутреннего валка и заготовки, на расстоянии от образующей внутренней поверхности матрицы, равном сумме толщины стенки детали и ширины внутреннего фланца, и на расстоянии от торца матрицы, равном сумме высоты фпанца и ширины внутреннего фланца, при этом ось поворота расположена перпендикулярно указанной плоскости. ч Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР МЬ 574258, кл. В 21 Н 1/06,05.04,76 (прототип).
Фиг.
/
Ф1гг, 2
