наполнителе и в вакуум-проводе, а также датчиком 13 дар ления с разветвленным входнь м патрубком, один конец 14 которого размещен в наполнителе , а другой 15 заполнен огнеупорным наполнителем и контактирует с пленкой 8. Эта форма снабжена термопарой 17, закрепле гной на пленке, и нормально разомкнутыь-м электрическими контактами, установленными на боковой поверхности с равным шагом по
Изобретение относится к литейпомгу производствуэ в частности к формамэ изготовленным методом вакуум-пленоч- ной формовки, и может быть использовано для оптимизации технологии по- лучения отливок в вакуумно-пленочных формах.
Цель изобретения - расширение,функциональных возможностей путем определения термической стойкости пленки в процессе заливки формы металлом.
На фиг. 1 представлена схема устройства; на фиг. 2 - узел I на фиг.1
Устройство содержит стержень-подставку 1, в котором выполнена сифон- ная.литниковая система с вертикальным литниковым ходом 2, и вакуумно- пленочную форму 3, установленную на стержне-подставке 1 над вертикальным литниковым ходом 2..
Вакуумно-пленочная форма состоит из цилиндрической гильзы 4, сетчатого фильтра 5, вакуумной камеры 6, соединенной с вакуум-насосоМз и имеет рабочую полость 7,, образованную по- лимерной пленкой 8 и огнеупорным наполнителем 9 - кварцевым песком без связующего.
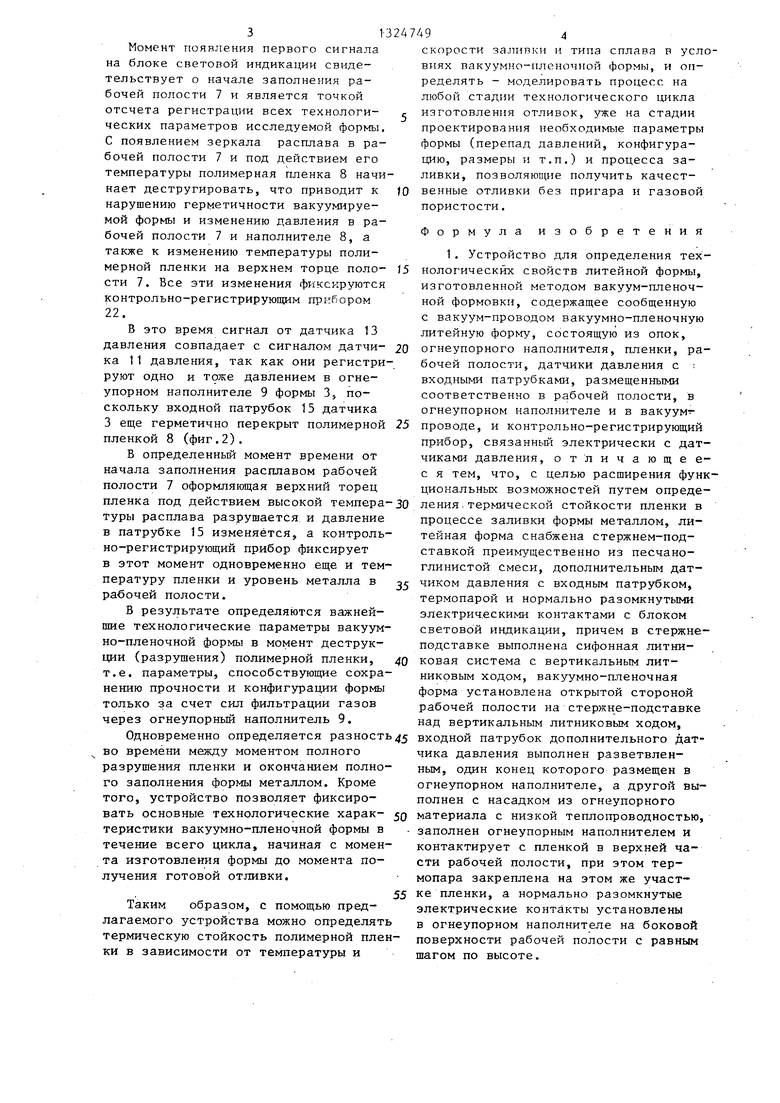
Вакуумно-пленочная форма снабженг датчиками 10-12 давления, входные патрубки которых установлены соответственно в верхней части рабочей полости (датчик 10), в огнеупорном наполнителе (датчик 11) и 8 вакуум-проводе (датчик 12), а также датчиком, 13 давления, входной патрубок которого выполнен разветвленным, причем один конец 14 этого патрубка размещен в огнеупорном наполнителе, а другой 15 выполнен с насадком 16 (фиг,2) из
высоте. Все элементы контроля соединены через блок питания с контрольно- регистрирующим прибором 22. Устройство позволяет определить термическую стойкость полимерной пленки в зависимости от температуры сплава и определить необходимые параметры формы и процесса заливки, позволякяцие получить качественные отливки без пригара и газовой пористости. 1 з.п. ф-лы, 2 ил.
огнеупорного материала с низкой теплопроводностью, заполнен огнеупорным наполнителем и контактирует с пленкой 8 на верхнем торце рабочей полости формь. Здесь же на тыльной (на рабочей) стороне пленки закреплена термопара 17, соединенная с регистрирующим прибором 18. Для визуального контроля положения уровня расплава в рабочей полости 7 формы на ее боковой поверхности в огнеупорном наполнителе установлены с равным шагом по высоте полости, нормально разомкнутые электрические контакты 19,, соединенные с блоком 20 световой индикации.
Все элементы контроля соединены через блок 21 питания с контрольно- регистрируюпщм прибором, например гальваническим осциллографом 22.
Устройство работает следующим образом.
В момент заливки металла в форму включается контрольно-регистрирую- ищй прибор и вся контрольно-измерительная аппаратура. В процессе заполнения расплавом рабочей полости 7 ва- куумно-пленочной формы 3 постоянно фиксируются технологические свойства формы: давление в рабочей полости 7, в наполнителе 9 и в вакуум-проводе, а также состояние (температура и целостность) полимерной пленки 8 и подъем уровня металла с помощью последовательно замыкающихся нормально- разомкнутых контактов 19, с которых сигнал передается на блок 20 световой индикации-для визуального наблюдения за этим процессом.
скорости заливки и типа сплава в усло- вакуумно-пленочиой формы, и определять - моделировать процесс на любой стадии технологического цикла изготовления отливок, уже на стадии проектирования необходимые параметры формы (перепад давлений, конфигурацию, размеры и т.п.) и процесса заливки, позволяющие получить качественные отливки без пригара и газовой пористости.
Формула изобретения 1. Устройство для определения техвходными патрубками, размещенными соответственно в рабочей полости, в огнеупорном наполнителе и в вакуумчиками давления, отличающее- с я тем, что, с целью расширения функциональных возможностей путем опредеМомент появления первого сигнала на блоке световой индикации свидетельствует о начале заполнения рабочей полости 7 и является точкой отсчета регистрации всех технологи- с ческих параметров исследуемой формы, С появлением зеркала расплава в рабочей полости 7 и под действием его температуры полимерная пленка 8 начинает дестругировать, что приводит к JO нарушению герметичности вакуумнруе- мой формы и изменению давления в рабочей полости 7 и наполнителе 8, а также к изменению температуры полимерной пленки на верхнем торце поло- J5 нологическйх свойств литейной формы, сти 7. Все эти изменения фр1ксируются изготовленной методом вакуум-пленоч- контрольно-регистрирующим прг бором ной формовки, содержащее сообщенную 22.с вакуум-проводом вакуумно-пленочную
В это время сигнал от датчика 13 литейную форму, состоящую из опок, давления совпадает с сигналом датчи- 20 огнеупорного наполнителя, пленки, рака 11 давления, так как они регистри- бочей полости, датчики давления с ; руют одно и тоже давлением в огнеупорном наполнителе 9 формы 3, поскольку входной патрубок 15 датчика 3 еще герметично перекрыт полимерной 25 проводе, и контрольно-регистрирующий пленкой 8 (фиг,2).прибор, связанный электрически с датВ определенньй момент времени от начала заполнения расплавом рабочей полости 7 оформляющая верхний торец пленка под действием высокой темпера-30 ления-термической стойкости пленки в туры расплава разрушается и давление процессе заливки формы металлом, ли- в патрубке 15 изменяется, а контроль- тейная форма снабжена стержнем-под- но-регистрирующий прибор фиксирует ставкой пpeи ryщecтвeннo из песчано- в этот момент одновременно еще и тем- глинистой смеси, дополнительным дат- пературу пленки и уровень металла в чиком давления с входным патрубком, рабочей полости.термопарой и нормально разомкнутыми
В результате определяются важнейшие технологические параметры вакуум- но-пленочной формы в момент деструкции (разрушения) полимерной пленки, 40 ковая система с вертикальным лит- т.е. параметры, способствующие сохра- никрвым ходом, вакуумно-пленочная нению прочности и конфигурации формы только за счет сил фильтрации газов через огнеупорный наполнитель 9.
Одновременно определяется разность 45 входной патрубок дополнительного дат- во времени между моментом полного чика давления выполнен рязветвлен- разрушения пленки и окончанием полно- ным, один конец которого размещен в го заполнения формы металлом. Кроме огнеупорном наполнителе, а другой вы- того, устройство позволяет фиксиро- полнен с насадком из огнеупорного вать основные технологические харак- 50 материала с низкой теплопроводностью, теристики вакуз мно-пленочной формы в - заполнен огнеупорным наполнителем и течение всего цикла, начиная с момен- контактирует с пленкой в верхней чата изготовления формы до момента по- сти рабочей полости, при этом тер- лучения готовой отливки, мопара закреплена на этом же участ55 ке пленки, а нормально разомкнутые
Таким образом, с помощью пред- электрические контакты установлены лагаемого устройства можно определять в огнеупорном наполнителе на боковой термическую стойкость полимерной плен- поверхности рабочей полости с равным ки в зависимости от температуры и шагом по высоте.
электрическими контактами с блоком световой индикации, причем в стержне- подставке выполнена сифонная литниформа установлена открытой стороной рабочей полости на стержне-подставке над вертикальным литниковым ходом.
скорости заливки и типа сплава в усло вакуумно-пленочиой формы, и определять - моделировать процесс на любой стадии технологического цикла изготовления отливок, уже на стадии проектирования необходимые параметры формы (перепад давлений, конфигурацию, размеры и т.п.) и процесса заливки, позволяющие получить качественные отливки без пригара и газовой пористости.
Формула изобретения 1. Устройство для определения технологическйх свойств литейной формы, изготовленной методом вакуум-пленоч- ной формовки, содержащее сообщенную с вакуум-проводом вакуумно-пленочную
входными патрубками, размещенными соответственно в рабочей полости, в огнеупорном наполнителе и в вакуумлитейную форму, состоящую из опок, огнеупорного наполнителя, пленки, ра бочей полости, датчики давления с ; проводе, и контрольно-регистрирующий прибор, связанный электрически с дат
чиками давления, отличающее- с я тем, что, с целью расширения функциональных возможностей путем определения-термической стойкости пленки в процессе заливки формы металлом, ли- тейная форма снабжена стержнем-под- ставкой пpeи ryщecтвeннo из песчано- глинистой смеси, дополнительным дат- чиком давления с входным патрубком, термопарой и нормально разомкнутыми
ковая система с вертикальным лит- никрвым ходом, вакуумно-пленочная
электрическими контактами с блоком световой индикации, причем в стержне- подставке выполнена сифонная литниковая система с вертикальным лит- никрвым ходом, вакуумно-пленочная
форма установлена открытой стороной рабочей полости на стержне-подставке над вертикальным литниковым ходом.
513247496
2. Устройство по п, 1, о т л и-оегистрируюпо{й прибор выполнен в вичающееся тем, что контрольно-де гальванического осциллографа.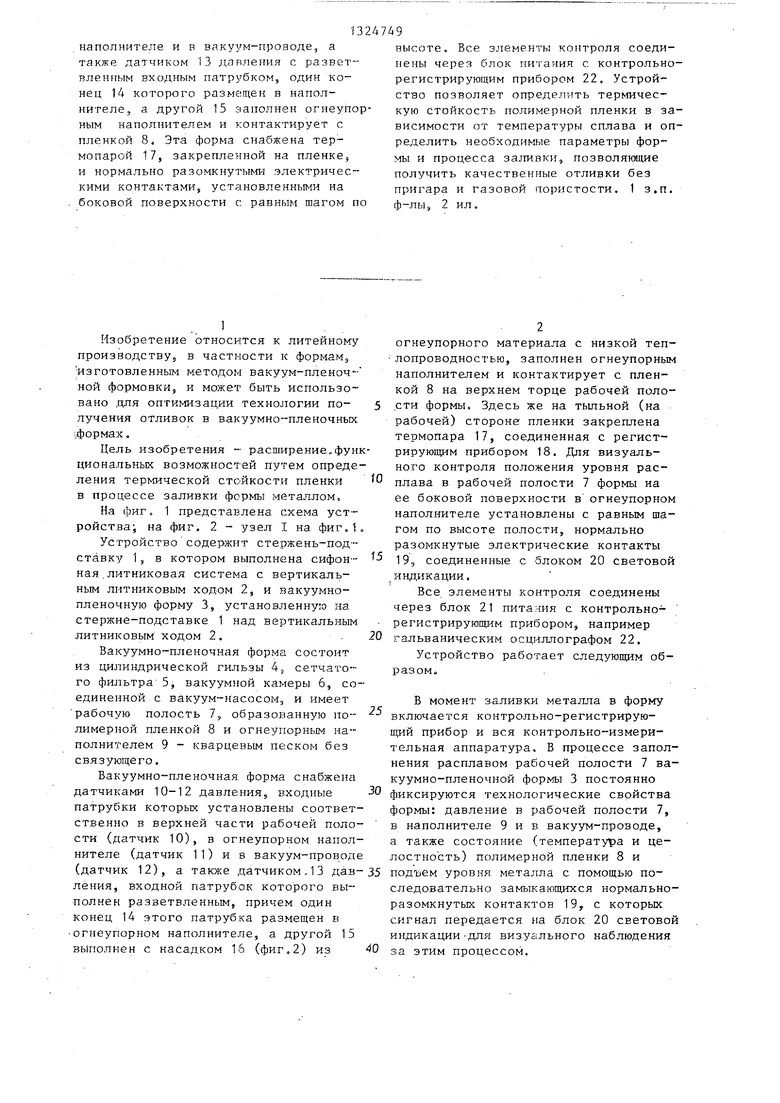
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 2002 |
|
RU2242324C2 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления литейных форм и опока для его осуществления | 1978 |
|
SU772683A1 |
| Состав противопригарного покрытия для пленок вакуумной формовки | 1985 |
|
SU1310093A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДАВЛЕНИЕМ В ЛИТЕЙНОЙ ФОРМЕ | 2002 |
|
RU2246373C2 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU908477A1 |
| Способ литья под газовым давлением | 1983 |
|
SU1097448A1 |
Изобретение относится к литейному производству, в частности к формам, изготовленным методом вакуум- пленочной формовки, и может быть использовано для оптимизации технологии получения отливок в вакуумно-ч пленочных формах. Цель изобретения - расширение функциональных возможностей путем определения термической стойкости пленки в процессе заливки формы металлом. Устройство включает в себя стержень-подставку 1, в котором выполнена сифонная литниковая система с вертикальным литниковым ходом 2, и вакуумно-пленочную форму 3, снабженную датчиками 10-12 давления, входные патрубки которых ус:та- новлены соответственно в верхней части рабочей полости, в огнеупорном и Ш (Л 00 ю i4 -vl 4 СО
Редактор Н, Бобкова
Составитель Б. Андреев
Техред л.СердюковаКорректор Н. Король
Заказ 2997/8Тир.аж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
иг.2
| Голотенков О.Н | |||
| Предотвращение дефектов бронзовых отливок при литье по газифицируемым моделям | |||
| - Литейное производство, 1978, № 1, с.14, рис | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шагающая система подачи выемочной машины | 1986 |
|
SU1594270A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Miura Т | |||
| Eigenschaften von Kunsts- toffolien fiir .das Vakiium | |||
| - Formver- fahren, Giesserei, 1975, 62, № 17, S | |||
| Способ образования окрасок на волокнах | 1925 |
|
SU437A1 |
| ylmono J.Japan Foundrymen s Sofc | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Моноплан с несколькими двигателями | 1924 |
|
SU672A1 |
