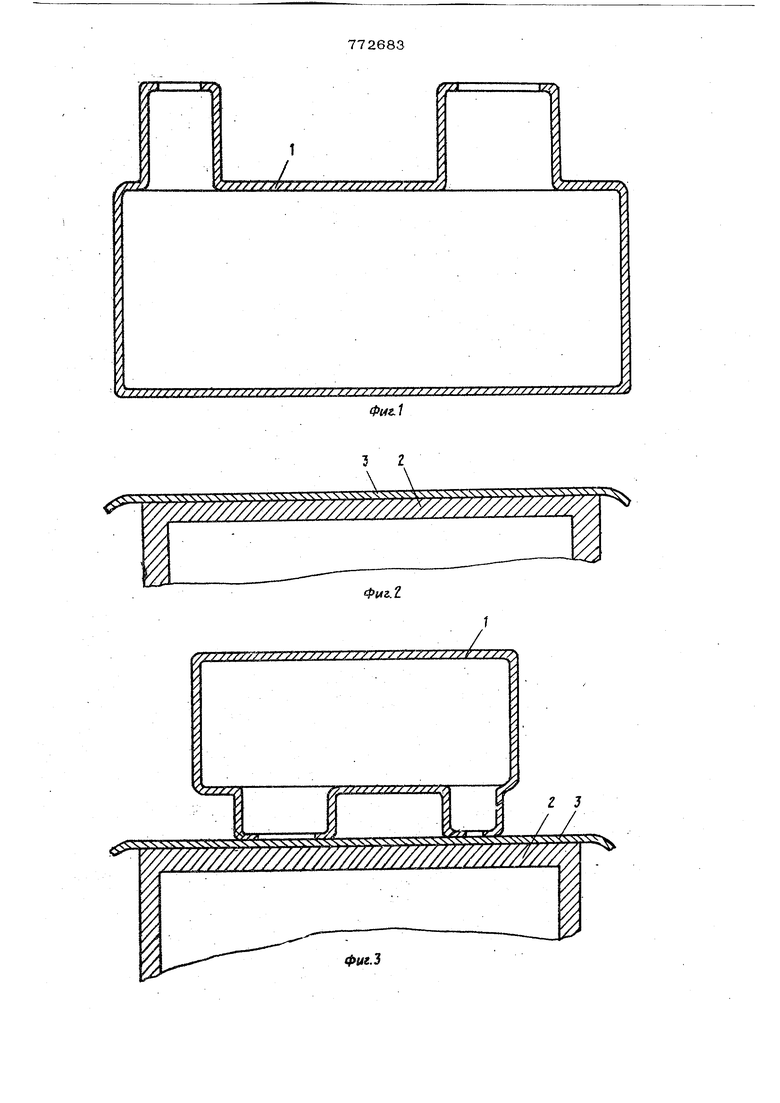
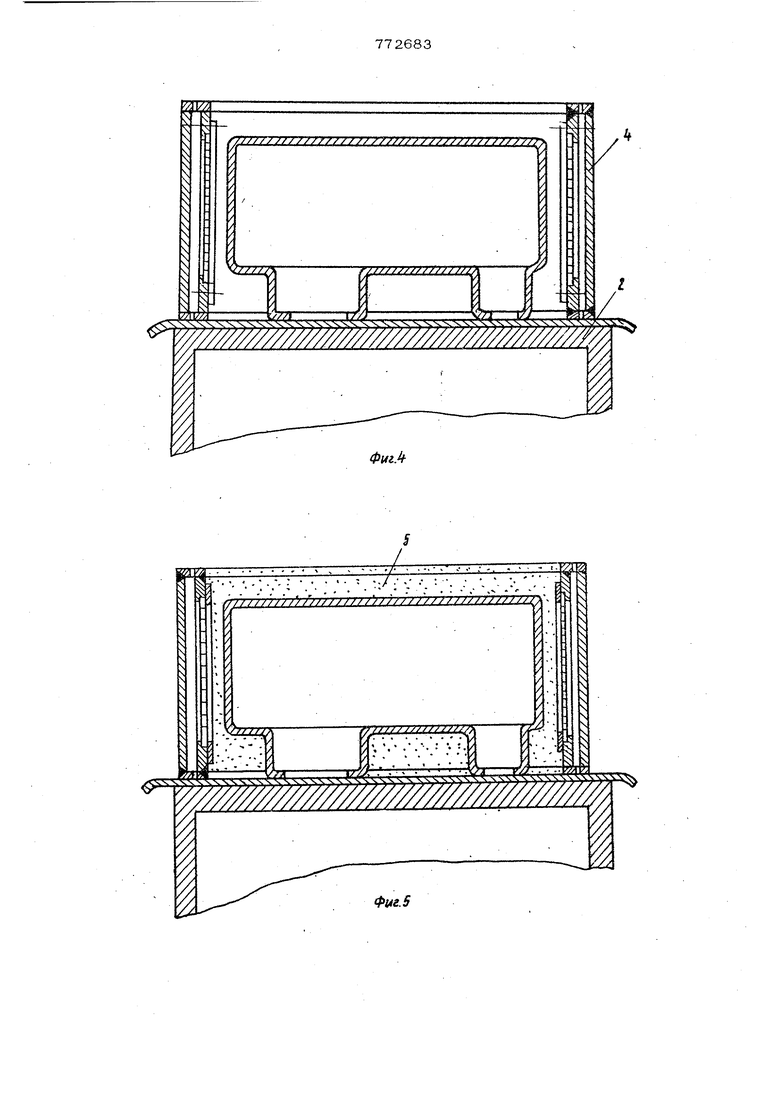
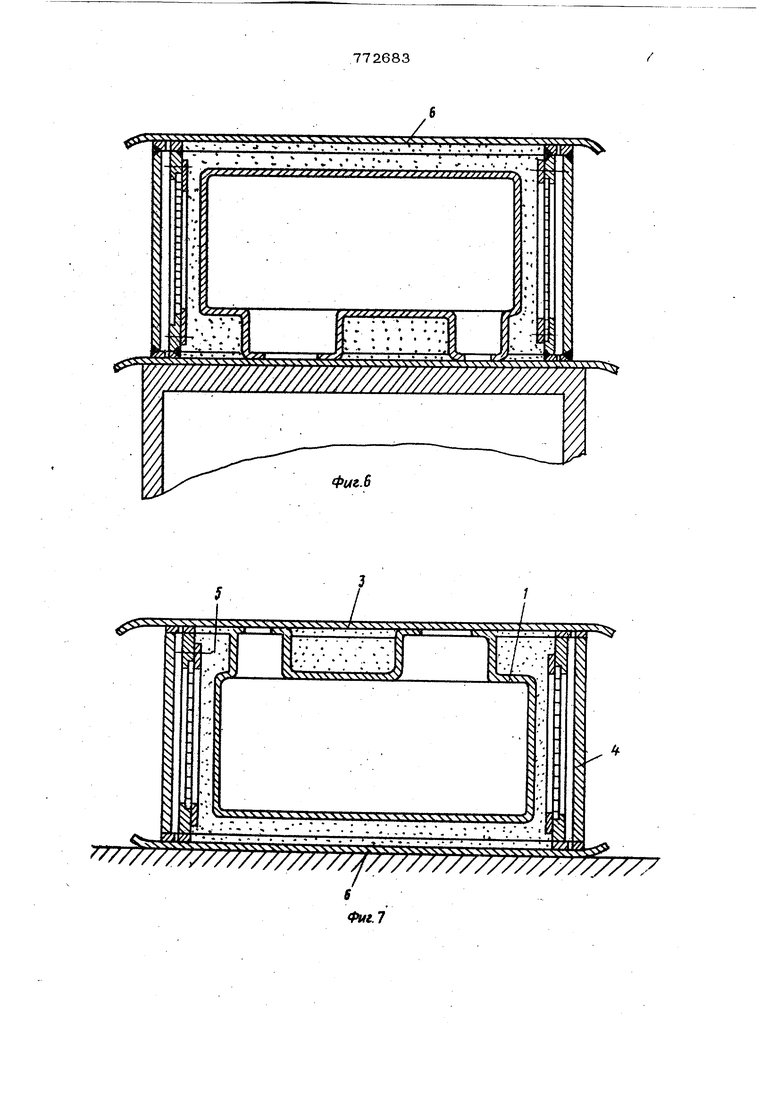
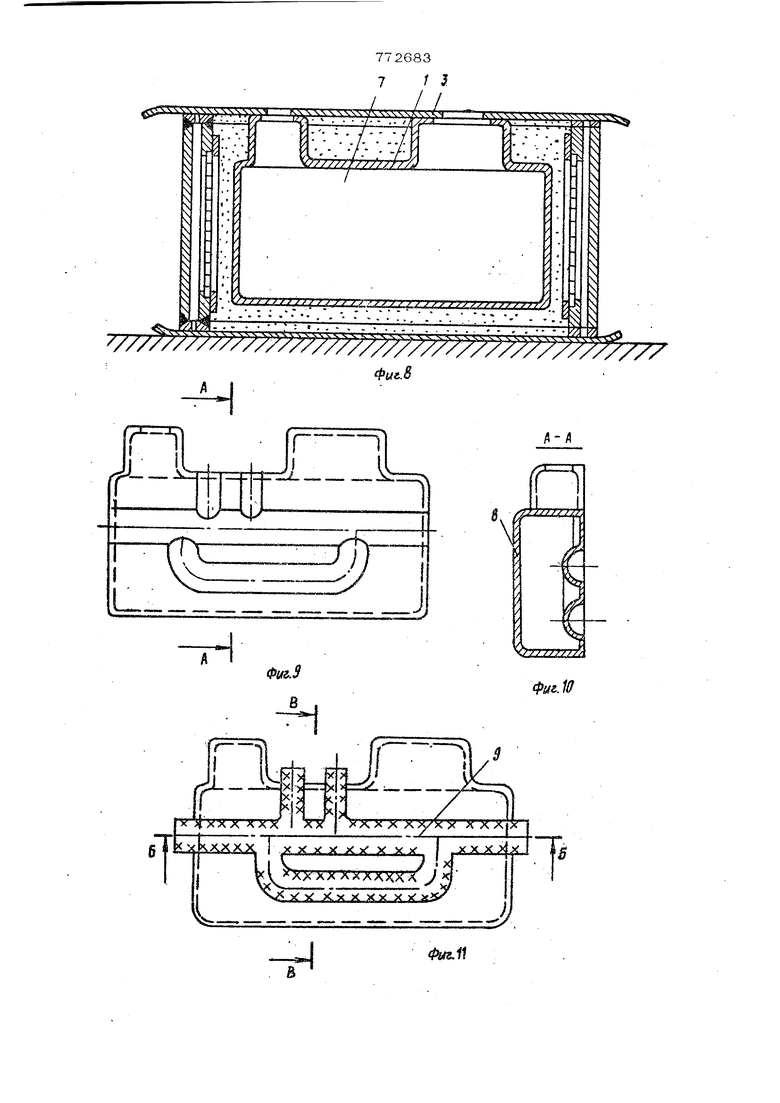
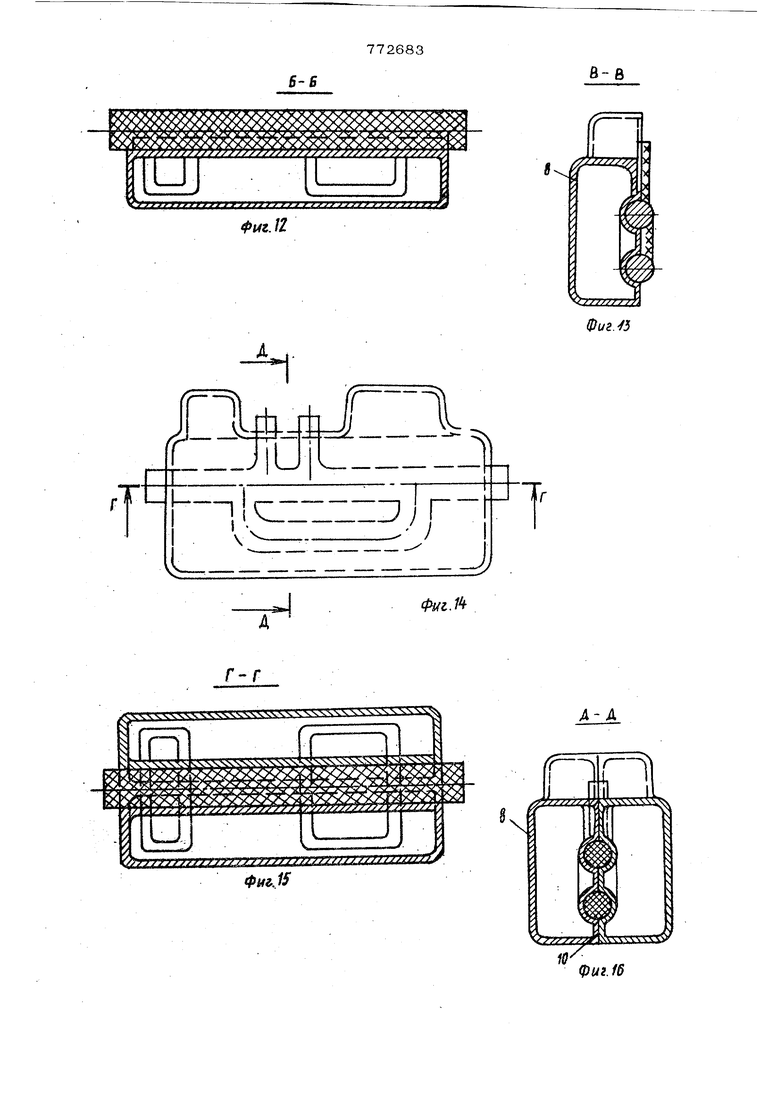
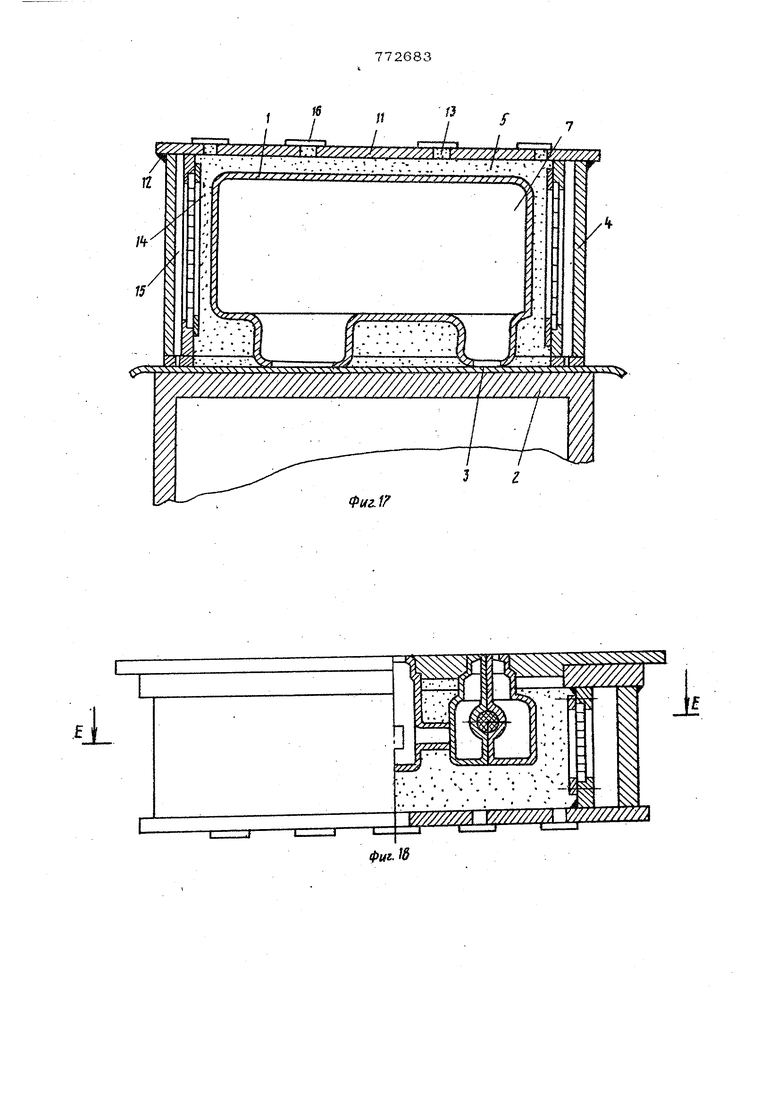
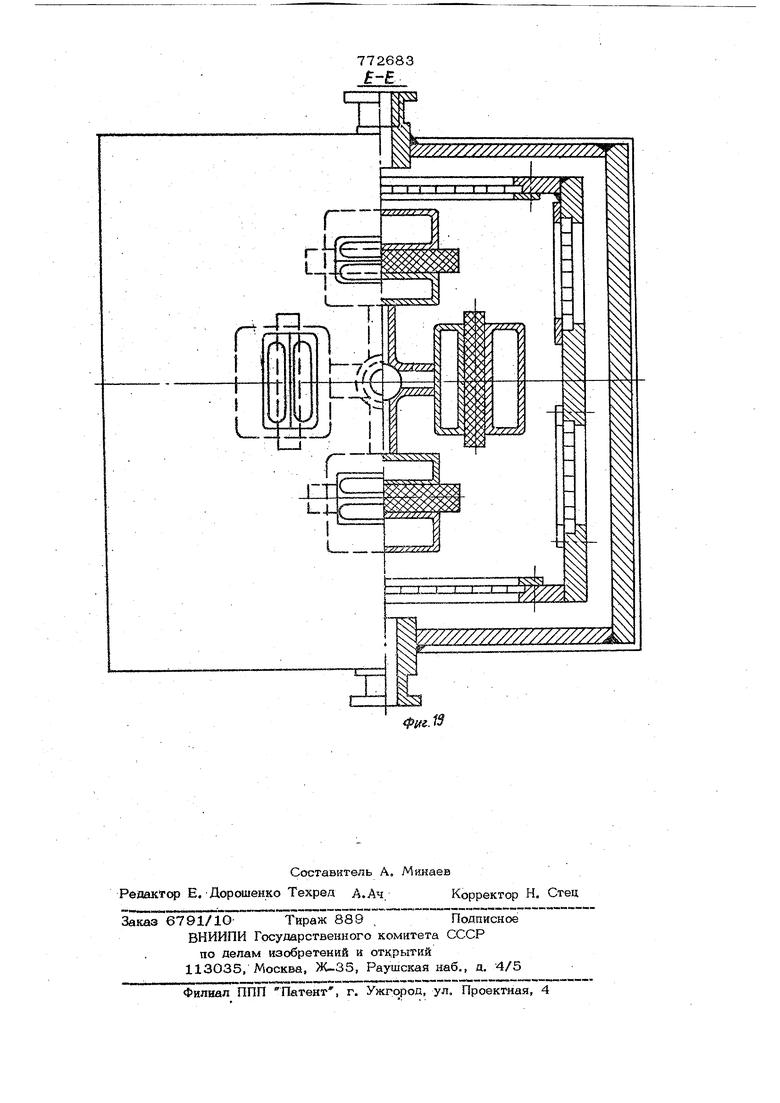
Изобретение относится к литейнок-гу производству, в частности к технологии литья в разовые формы, изготовляемые по методу вaкyy шoй формовки. Известны способы изготовления литейных форм методом BaKyyivffloft формовки, предусматривающие предварительное выполнение маски модели в виде полимерно оболочки l . Недостатком указанного способа и устройства для его осуществления является то, что маски, в процессе изготовления формы, приходится накладывать на модель или дополнительно набивать маску песком что требует применения специальной оснастки, оборудования и дополиительньк трудозатрат. Известен также способ, в соответствии с которым из полимерной композиции изготавливают цельную оболочку по контуру модели L2 . Недостатком указанного способа является необходимость применения для заливки (|юр полистироловой сгораемой литниковой системы и приставного выпора. Кроме того, в составе оснастки должны быть две опоки, на покрытие лада и контрлада которых расходуется пленка. Цель изобретения - упроисение процесса формообразования и оснастки и повыщенне производительности. J Поставленная цель достигается тем, что предварительно изготавливается полимерная оболочка как одно целое с литниковой системой и выпорами, последнюю . (}шанцами литниковой системы и вьторов укладывают на плиту, которую заранее покрьшают пленкой; затем устанавливают опоку и эасьшают ее огнеупорным зернистым наполнителем, уплотняют поспедннй любым из известных способов, контрлад опоки покрывают пленкой, фиксируют полимерную оболочку ипленкн разряжением воздуха, переворачивают опоку на 180 и по 1ость, расположенную внутри поли мерной оболочки, соединяют с атмосферсй. Б кзх оговленную указанным способом форму заливают металл. Соед}шение внутренней полости 7 полимерной оболочки 1 с атмосферой обеспечивает распрямление поверхности оболочки за счет перепада давлений н выход газов, а также воздуха «ра заливке фор мы металлом. Отдельные части полимерной оболочки соединшот между собой любьш из известHbES способов, например, склеиванием, перед которым закладываются внутри оболочки металлические или керамические трубки, песчаные или керамические стер жни, а соединения(частей оболочки выполняются по фланцам, обращенньш во внутрь формы. В этом случа:е достигается дополнительное повышет:ие жесткости оболочки за счет фланцевоотдельных составлающих оболочку частей и установленных стержней а также удается получить отверстия внутр ОТЛИВКИ, В vtipouecceзаливки металяа в дхарму фланцы 1О частей 8 полимерной оболочки 1 сгорают. Если фланцы расположить снаружи формы, то их место при. заливке занимает металл, что приводит к преждевременной потере оболочной жесткости, прорывам металла и заливам на отливке. Это вызьюает дефекты в литье и приводит к повьплению трудоемкости по очистке отливок. При необходимости жесткость полимерной полиэтиленовой оболочки можно повысить за счет заполнения ее внутренней полости полистиролом, сгораемым совместно с оболочкой в процессе заливки формы металлом. Это позволяет .уменьшить толщину полиэтиленовой оболочки и расход полиэтилена на производстве литья. Применение полистирол ОБОЙ сгораемой модеик в осот. ветствии с известными чспособами без по. лнмерной полпэтяленозой оболочки не- позволяет достичь высокой чистоты поверх.ности ЛИТЬЯ, Сочетание полкмерной полиэтиленовой оболочки с полнстироловым. заполнением .ее внутренней полости,нарйду с повьшгением жесткости оболочка, а, следовательно, точности ОТЛИВОК, позволяет получать литье с чистой яоверхностыо. Кроме; того, с цепью экономки шен- ки, расходуемой на покрытие контрлада опоки, последний вьтолняется в вале Ее аодв{пкно соединенной с опокой платы, со держащей отверстая для заполнения оподсн зернистьтм огнеупорным наполнителем,; например, пескодувным илк пескостфельным способом. 7 34 На фнг. 1 показана полимерная обо лочка, например из полиэтиленовой массы; на фнг. 2 покрытие плиты пленкой; на фга-, 3 - установка на плиту полимерной оболочки; на фиг. 4 - установка ha плиту опоки; на фиг. 5 - засыпка опоки огнеупорным зернистым наполнителем и его уплотнение, например, вибрацией; на фиг. 6 - покрытие контрлада опоки пленкой; на фиг. 7 - кантовка опоки на 180 после «фиксации оболочки в огнеупорном зе1рнистом наполнителе за счет вакуума; на фиг. 8 - соединение внутренней полости полимерной оболочки с атмосфе- рой путем .tip опальгЬания пленки с образованием отвёрстий; на фиг.9 изготовление отдельньэс частей полимерной оболочки; на фкг. 10 - сечение А-А на фиг. И; на фиг. 11 - установка песчаных, керамических стержней (металлических или керамических трубок) в одну из частей полимерной оболочки; на фиг. 12 сечение В-Б на фиг. 11; на фиг. 13 сечение В-В на фиг, 11; на фиг. 14 соединение частей с олочки в единое це-лое методом склеивания либо другим спо собом; на фиг. 15 - сечение Г-Г на , 14; на фиг. 16 - сечение Д-Д на фиг. 14; на фиг. 17 - устройство, вертикальный разрез; на фиг. 18 - устройство, вид спереди; на фиг. 19 - сечение Е-Е на фиг, 18. }1зготовление полимерной оболочки 1, например, из полиэтиленовой массы осуществляют на пластавтоматах, применяе-. мых для производства бытовой тарьг. Плиту 2 покрывают пленкой 3, например, полиэтиленовой, Контряад опоки 4 вьшолняется в виде плиты 5, жестко соединенной с опокой 4, например, сваркой, содержащей отверстия 6 для заполнение опоки зернистым огнеупорньшс напачнителем 7, удерживающим «с-лимерную оболовку 1, устаноЕЛеннйо на плите 2, покрытой пленкой . 2, Пленка и полимерная .опочка 1 фиксируются в огнеугкфном зернйстбм наполнителе 7 вакуумом за счет отсоса воздуха через зазоры в аланк&х 8 и в вакуумную полость 9 ойокй 4. ; Устрсйство работает-сде откшшм образом, ,. . На плвту 2, пойрщую полимерной Ппэнкс 3, устанавлввается аоявмернея сйопочка 1 и опока 4. Через отверсгва 6 опока йапонняется огнеупсрным зернистым наиолнйтелем 7, Огаерствя 6 в штате 5 мифысваются кусками . .-пленки 10 или piaiiiKaMH на стального листа. ЗатеМ.полнмерная оболочка 1 фиксируется в огнеупорном зернистом наполнителе 7 вакуумом, н опока 4 переворачивается на ISO под заливку. Перед заливкой внутренняя полость 11 полимерной оболочки 1 соединяется с атмосферой путем прокалывания, пленки 3. В форму заливается металл В отличие от известных способов при изготовлении литейных форм по предлагаемому возможно полностью исключить применение полимерной пленки. Для дости жения этой цели лад опоки вьгаолняют в виде подвижно соединенной с последней плиты с отверстиями для литниковой, системы и вьтороБ. Вертикальный разрез указанного устро йства показан на фиг. 13. Лад в виде плиты 12 с отверстиями 13 подвижно вставляется в опоку 4. Пред варительно на плиту 12 в отверстия 13 фланцами литниковой системы 14 и вьто- ров 15 вставляется полимерная оборочка 1. Далее, через отверстия 6 опока 4 заполняется огнеупорным зернистым . на- полнителел 7. Полимерная оболочка 1 фик сируется в , .-огнеупорном зернистом наполнителе 7 вакуумом за счет отсоса воз духа через зазоры в планках 8 и вакуумную полость 9, При этом отверстия 6 закрываю.г кусками пленки или стальными крышками 10. Затем опока 4 .переварачи- вается на заливку После заливки формы металлом и его затвердевания плита 12 отделяется от опоки 4, которая В дальнейшем переворачивается на 18О и отливки совместно с огнеупорным зернистым наполнителем высьтаются на решетку. Формула изобретения 1. Способ, изготовления литейньк форм включающий формование полимерной оболочки, заполнение опоки с полимерной обо лочкой огнеупорной зернистой композицией, покрытие лада и контрлада опоки полимерными пленками и фиксацию полимерной оболочки и пленсж вакуумом, отличающийся тем, что, с цеЛью упрощения прсэдесса формообразования и оснастки и повышения производительности, полимерную оболочку за одно целое с литниковой системой и вьторами, устанавливают на плиту, которую предварительно покрывают полимерной пленкой, а внутреннюю полость .полимерной оболочки соединяют с атмосферой после фиксации полимерной оболочки и пленок вакуумом. 2.Способ по п. 1, о т л и ч а ю - щ и и с я тем, что, с целью изготовления отливок с внутренними полостями, поли- мерную оболочку собирают из отдельных частей, в которые закладывают стержни, а затем склеивают между собой. 3.Способ по пп. 1, 2, отличающий с я тем, что, с целью уменьшения расхода формовочных материалов и повышения жесткости полимерной оболочки и точности отливок, внутренние полости полимерных оболочек заполняют полистиролом. 4.Опока для реализации способа по п. 1, отличающаяся тем, что ее крнтрлад выполнен в виде неподвижно соединенной с опокой плиты с отверстиями для заполнения опоки огнеупорной зернистой композицией. 5.Опока для реализации способа по п. 1, о т л и ч а ю щ а я с я тем, что лад опоки выполнен в виде подвижно соединенной с .опокой плитьТ. с отверстиями для литниковой системы и вьторов. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании К 1397821, В 22 С 9/О2, опубл. 1971. 2.Патент Японии N° 5О-32064, 11А231, опубл. 1972.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для вакуумнойфОРМОВКи | 1979 |
|
SU816669A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU908477A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1281337A1 |
| Способ изготовления отливок | 1981 |
|
SU952413A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Способ литья в вакуумные формы | 1982 |
|
SU1100038A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ изготовления отливок | 1979 |
|
SU821030A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
3 2
A
/y///////////////
Ф14г.2
//////////
7
772683 7 / 5
г1
4
гтт
/s-/
,ik
П
0U&J
Фиг. Iff
-A
-gi
Фи,1
5-fi
Й-В
../
