Изобретение относится к литейному производству, в частности к изготовлению вакуумно-пленочных форм.
Известно устройство для определения технологических свойств литейной формы (а.с. СССР №1324749), содержащее датчики давления, установленные в огнеупорном наполнителе, вакуум-проводе, которые соединены с контрольно-регистрирующим прибором. Это устройство предназначено только для фиксирования основных технологических характеристик вакуумно-пленочной формы и не может влиять на ход технологического процесса, т.к. не имеет обратной связи.
Известно техническое решение (Минаев А.А., Ноткин Е.Б. и Сазонов В.А. Вакуумная формовка. - М.: Машиностроение, 1984. - с.164), принятое за прототип, представляющее устройство для отслеживания давления в вакуумной системе, предназначенной для изготовления вакуумно-пленочных литейных форм. В данном устройстве датчики давления установлены в трубе, соединяющей вакуумную систему с литейной формой, что увеличивает инертность следящей системы и, к тому же, в силу высокого сопротивления фильтрации воздуха в огнеупорном наполнителе формы, давление в разных частях формы может значительно колебаться. Также к недостаткам описанного устройства относится и то, что в случае несоответствия давления в трубе вакуумная система автоматически отключается либо вновь подключается, что приводит к скачкообразным изменениям давления в форме.
Предлагаемым техническим решением решается задача по автоматическому безынерционному поддержанию необходимого давления в вакуумно-пленочной форме.
Для достижения указанного технического результата в устройстве для управления давлением в литейной форме, изготавливаемой методом вакуумно-пленочной формовки и содержащей опоки с огнеупорным наполнителем и пленкой, соединенные вакуум-проводом с вакуумной системой, включающем датчики давления, соединенные с контрольно-управляющим блоком, снабженным блоком памяти с заданными величинами давления, датчики давления расположены в наполнителе формы, а в вакуум-проводе между формой и вакуумной системой установлена дроссельная заслонка, соединенная с контрольно-управлящим блоком.
Отличительными признаками заявляемого устройства для управления давлением в литейной форме, изготавливаемой методом вакуумно-пленочной формовки, являются расположение датчиков давления в наполнителе формы, установка дроссельной заслонки в вакуум-проводе и подсоединение ее к контрольно-управляющему блоку.
Благодаря наличию этих признаков можно изготавливать вакуумно-пленочные формы при безынерционном, автоматическом регулировании минимально необходимого разрежения в огнеупорном наполнителе вне зависимости от степени разрежения в вакуумной системе и степени разгерметизации формы. Минимально необходимое давление в вакуумно-пленочной форме при реализации описанного устройства достигается путем регистрации истинного давления в огнеупорном наполнителе формы с помощью датчиков давления, сравнения электрического сигнала с заданным в блоке памяти контрольно-управляющего блока, подачей электрического сигнала на привод дроссельной заслонки и в случае необходимости с ее помощью плавного автоматического закрытия или открытия вакуум-провода, соединяющего формы с вакуумным ресивером, тем самым достигается мгновенное и плавное приведение давления в вакуумно-пленочной форме в заданное значение.
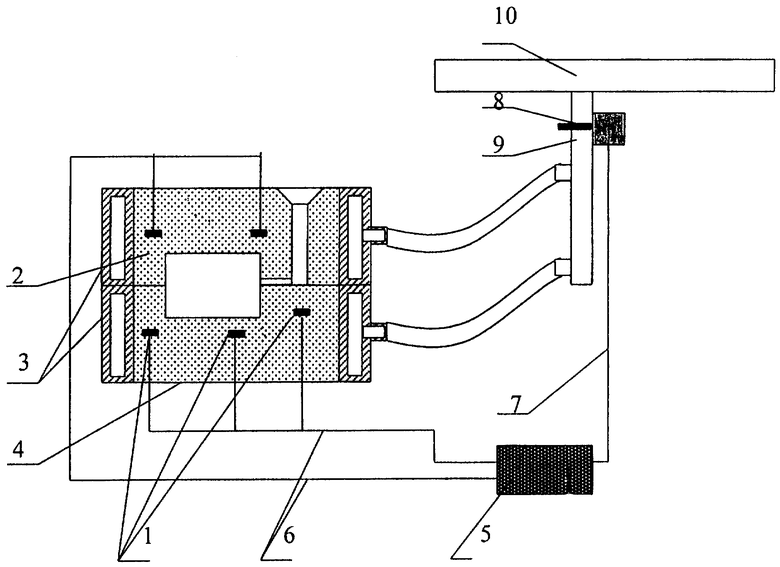
На чертеже представлена схема заявляемого устройства для управления давлением в литейной форме.
Устройство для управления давлением в литейной форме содержит датчики давления 1, расположенные в огнеупорном наполнителе 2, засыпанным в опоку 3. Форма изолирована от окружающей среды пленкой 4. Датчики давления 1 соединены с контрольно-управляющим блоком 5, имеющим блок памяти, проводами 6. Контрольно-управляющий блок 5 проводом 7 соединен с дроссельной заслонкой 8, расположенной в вакуум-проводе 9, соединяющим опоку с вакуумным ресивером 10. В блок памяти контрольно-управлящего блока 5 введены заданные значения давления.
Устройство работает следующим образом. В огнеупорном наполнителе 2 устанавливают датчики давления 1, преобразующие давление в огнеупорном наполнителе в электрические сигналы, которые по проводам 6 передаются на контрольно-управляющий блок 5. Сигналы, поступившие на контрольно-управляющий блок 5, в автоматическом режиме сравниваются с заранее заданными значениями давления, установленными в блоке памяти. В случае несоответствия давления в литейной форме с заданным контрольно-управляющий блок 5 генерирует соответствующий электрический сигнал, который поступает на привод дроссельной заслонки 8, которая в свою очередь открывает или закрывает вакуум-провод 9, соединенный с вакуумным ресивером 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 2002 |
|
RU2242324C2 |
| Устройство для определения технологических свойств литейной формы | 1986 |
|
SU1324749A1 |
| Установка для изготовления литейных форм вакуумно-пленочной формовкой | 1987 |
|
SU1488107A1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Индукционная центробежная печь для плавки и литья | 1976 |
|
SU582890A1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| Модель для вакуумной формовки | 1986 |
|
SU1371757A1 |
| ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 2006 |
|
RU2335374C2 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU984633A1 |
Изобретение относится к литейному производству, в частности к изготовлению вакуумно-пленочных форм. Устройство содержит вакуум-провод, соединенный с опоками формы, вакуумный ресивер, датчики давления, расположенные в наполнителе формы, контрольно-управляющий блок. Форма изолирована от окружающей среды пленкой. При создании вакуума в опоке датчики давления передают сигналы на контрольно-управляющий блок. В блоке сигналы сравниваются с заранее заданными значениями давления в блоке памяти. При расхождении величины давления с заданным передается сигнал на привод дроссельной заслонки, которая открывает или закрывает вакуум-провод, соединяющий опоку с вакуумным ресивером. Обеспечивается автоматическое безинерционное поддержание требуемого давления в вакуумно-пленочной форме. 1 ил.
Устройство для управления давлением в литейной форме, изготовленной методом вакуумно-пленочной формовки и состоящей из опок с огнеупорным наполнителем и пленки, содержащее вакуум-провод, соединенный с опоками, и датчики давления, отличающееся тем, что оно снабжено контрольно-управляющим блоком, имеющим блок памяти с заданными величинами давления, вакуумным ресивером, соединенным с вакуум-проводом, дроссельной заслонкой, установленной в вакуум-проводе между формой и вакуумным ресивером и соединенной с контрольно-управляющим блоком, при этом датчики давления расположены в огнеупорном наполнителе и соединены с контрольно-управляющим блоком.
| МИНАЕВ А.А | |||
| и др | |||
| Вакуумная формовка | |||
| М., Машиностроение, 1984, с.164 | |||
| Устройство для определения технологических свойств литейной формы | 1986 |
|
SU1324749A1 |
| Резцовая головка | 1936 |
|
SU51302A1 |
| US 3970139 A, 20.07.1976. | |||

