10
Изобретение относится к обработке металлов резанием и может быть использовано при обработке отверстий в труднодоступных местах.
Цель изобретения - повышение точности обработки отверстий, расположенных на консоли внутри тела детали.
На фиг.1 изображена схема реализации способа обработки отверстия; на фиг.2 - вид А на фиг.1; на фиг.З - схема приложения нагрузки к консоли перед обработкой; на фиг.4 - схема положения консоли в процессе и после обработки отверстия.
В детали 1 подлежат обработке отверстия 2-5, расположенные на консолях 6-9. Отверстия расположены таким образом, что ось 00 любого из отверстий проходит через тело детали, в связи с чем доступ инструмента к от-20 верстиям 2-5 затруднен.
Для получения отверстий необходимо осуществить изгиб в пределах упругой деформации консолей 6 - отвер-. стиями 2 - 5, в результате которого оси отверстий проходят вне тела детали, тем самым обеспечивается свобод-.., ный доступ инструмента к отверстиям. Для этого к консолям прикладывают наР , величина которой ограниче-
бы избежать разрушения консолей. Под действием нагрузки Р каждая консоль, например 6, занимает изогнутое положение, причем участок ЕА изогнут криво- 5 линейно, а участок АД остается прямо- линейным, расположенным под углом d. к первоначальному. Металл консоли на участке АД не подвержен деформации изгиба. В кондукторе 11 выполнено под углом cL отверстие 13.
Вращающее сверЛо 10 ввоДят в отверстие 13 и сообщают рабочую осевую подачу S до выхода вершины инструмента из металла консоли. В целях устране- 5 ния действия осевой составляющей силы резания при сверлении отверстий к нижнему торцу консоли подводят упор 14, - который препятствует дальнейшему изгибу консоли 6. .
После обработки сверло 10 выводят из обрабатанного отверстия. Аналогич-г ным образом обрабатьшают остальные отверстия 3 - 5 в детали 1.
После обработки отверстий 2-5 снимают действие нагрузки Р, в результате чего консоли 6-9 принимают первоначальное положение с заданным расположением осей обработанных отверстий.
25
грузку . J,
на упругой деформацией каждой консоли.
С целью повышения точности формы об
рабатываемых отверстий нагрузку Р
прикладьшают на расстоянии 1-2 мм,
превышающем радиус R обрабатываемых 35 расположенной внутри тела детали, при
отверстий в точке А, так как слой ме- котором инструмент располагают под
талла на участке консоли ДД остается углом к оси отверстия и сообщают ему
не подверженным деформации изгиба.
Для точного центрирования сверла ID используется силовой кондуктор 11. .Перед началом обработки кондуктор 11 устанавливают на консоли 6-9, при этом выступающая часть 12 кондуктора
опирается на каждук консоль в точке А.
45
Формула изобретения
Способ обработки отверстия консоли.
вращение и осевое перемещение, о т.- личающийся тем, что, с целью повышения точности обработки, к консоли прикладывают нагрузку на участке между местом крепления консоли и осью отверстия на расстоянии от упомянутой оси, превышаюЕ1ем радиус обрабатываеК кондуктору 11 прикладывают нагрузку мого отверстия, и изгибают консоль с
Р., , численно равную сумме нагрузок Р на каждую консоль. Нагрузку Pg- прикладывают тарированным устройст вом, что
бы избежать разрушения консолей. Под действием нагрузки Р каждая консоль, например 6, занимает изогнутое положение, причем участок ЕА изогнут криво- линейно, а участок АД остается прямо- линейным, расположенным под углом d. к первоначальному. Металл консоли на участке АД не подвержен деформации изгиба. В кондукторе 11 выполнено под углом cL отверстие 13.
Вращающее сверЛо 10 ввоДят в отвер. стие 13 и сообщают рабочую осевую подачу S до выхода вершины инструмента из металла консоли. В целях устране- ния действия осевой составляющей силы резания при сверлении отверстий к нижнему торцу консоли подводят упор 14, который препятствует дальнейшему изгибу консоли 6. .
После обработки сверло 10 выводят из обрабатанного отверстия. Аналогич-г ным образом обрабатьшают остальные отверстия 3 - 5 в детали 1.
После обработки отверстий 2-5 снимают действие нагрузки Р, в результате чего консоли 6-9 принимают первоначальное положение с заданным расположением осей обработанных отверстий.
Формула изобретения
Способ обработки отверстия консоли.
вращение и осевое перемещение, о т.- личающийся тем, что, с целью повышения точности обработки, к консоли прикладывают нагрузку на участке между местом крепления консоли и осью отверстия на расстоянии от упомянутой оси, превышаюЕ1ем радиус обрабатываеотверстием в пределах упругой деформации, после чего осуществляют обработку отверстия.
Фиг.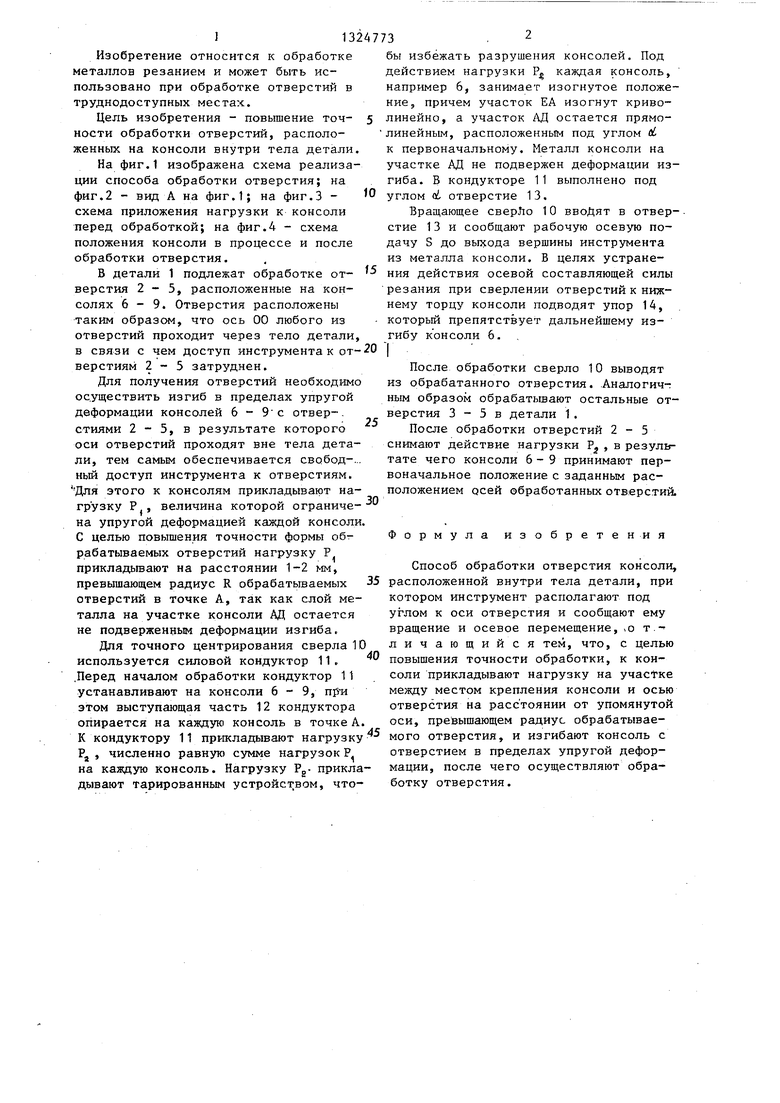
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1984 |
|
SU1227365A1 |
| Кондуктор для сверления отверстий в торце изогнутых выводов | 2022 |
|
RU2802702C1 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО И ИНСТРУМЕНТ С АВТОМАТИЧЕСКИ ПОДДЕРЖИВАЕМОЙ ВИБРАЦИЕЙ | 2007 |
|
RU2445191C2 |
| Агрегатная головка для сверления глубоких отверстий с универсальным регулятором подачи | 1981 |
|
SU986638A1 |
| Способ и устройство сверления заготовки в упруго напряженном состоянии. | 2021 |
|
RU2779438C1 |
| Кольцевое сверло | 1983 |
|
SU1186405A1 |
| Способ получения элементов стружки | 1981 |
|
SU1004012A1 |
| Способ сверления глубоких отверстий | 1975 |
|
SU569085A1 |
| Способ обработки отверстий | 1983 |
|
SU1175624A1 |
| Способ сверления отверстий и устройство для его осуществления | 1987 |
|
SU1560413A1 |

Изобретение касается обработки металлов резанием и может быть ис- пользовано при обработке отверстий в труднодоступных местах. Цель изобретения - повышение точности обработки отверстий, расположенных на . консоли внутри тела детали. Перед обработкой к консоли 6 прикладывают наг грузку в точке А на участке между ме«К стом крепления консоли и осью обрабатываемого отверстия на расстоянии, превышающем радиус обрабатываемого отверстия на 1-2 мм. Для этого перед обработкой кондуктор 11 устанавливают так, что его выступающая часть 12 i опирается на консоль в точке А. К кондуктору прикладывают необходимую нагрузку, достаточную для изгиба консо ли 6 в пределах ее упругой деформа-. ции. В кондукторе 11 выполнено отверстие 13 под углом ei. Сверло 10 вводят в отверстие 13 и сообщают ему враще- ние и осевое перемещение. В целях устранения действия осевой составляющей силы резания при сверлении отвер- стий к нижнему торцу консоли подводят упор 14, который препятствует даль-г .. f нейшему изгибу консоли.6. 4 ил. а
Фа&2
9иг.З
Редактор Н.Бобкова
2999/9
Тираж 974Подписное
ВНИЖШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-15, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель Г.Сиротовская
Техред и. Попович Корректор Н, Король
| Авторское свидетельство СССР по заявке № 3793142/25-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
