Изобретение относится к области сварки давлением преимущественно многослойных труб, стенки которых состоят из нескольких листов.
Цель изобретения - получение качественных сварных соединений многослойных труб.
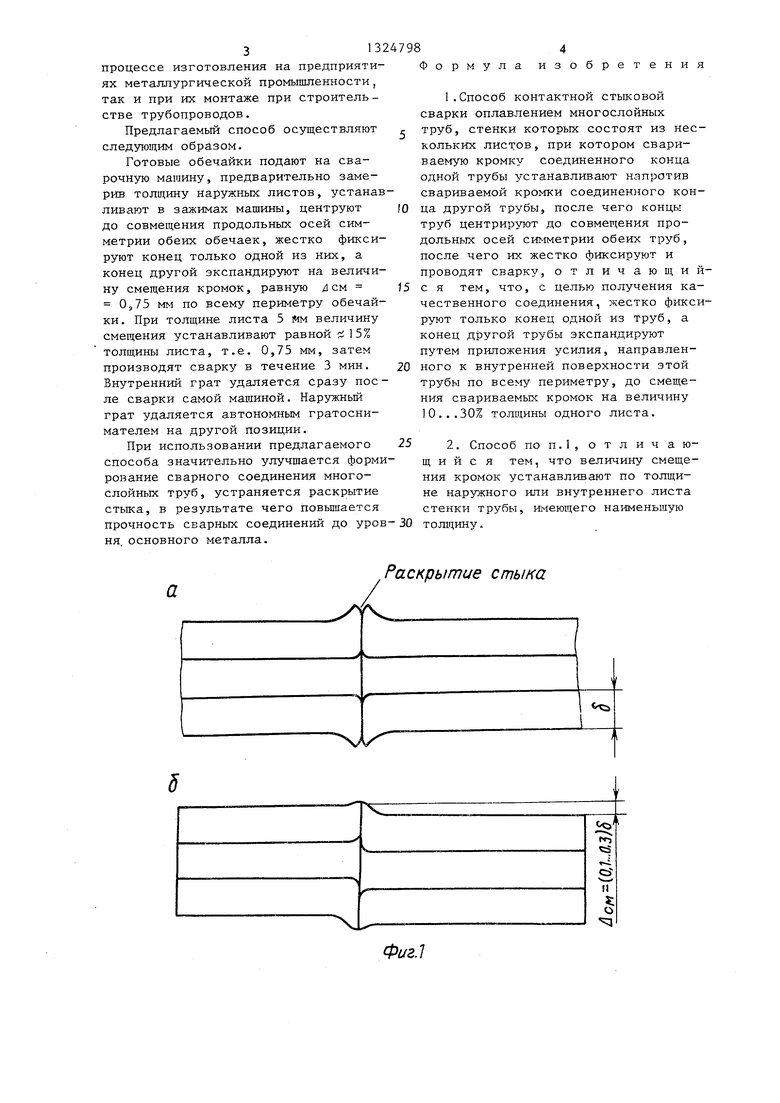
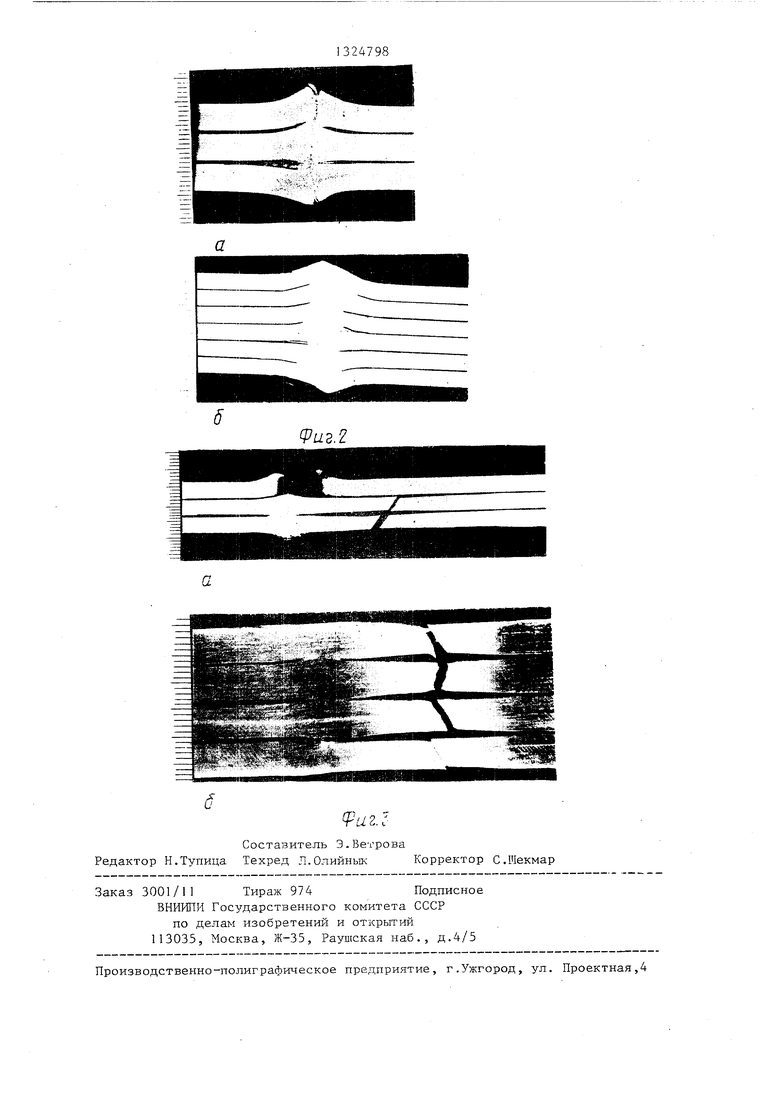
На фиг.1 представлена схема формирования зоны соединения при сварке многослойных деталей известным (а) и предлагаемым (б) способами; на фиг.2 - макрошлиф сварного соединения многослойных деталей, выполнен- ньй известным (а) и предлагаемым (б) способами; на фиг.З - характер разрушения многослойных образцов, сваренных по известному (а) и предлагаемому (б) способам.
Перед сваркой соединяемые кромки многослойных труб смещают относительно друг друга концентрично по всей окружности на заданную величину, после чего производят сварку. Предварительное смещение свариваемых кромок позволяет значительно улучшить качество формирования зоны соединения в крайних листах многослойных деталей. При этом раскрытие стыка после сварки не наблюдается. Положительный эффект предлагаемого способа достигается в узком диапазоне смещения кромок 10.,.30% толщины отдельного листа С фиг.16 и 26 ). При смещении кромок по величине менее 10% толщины листа формирование соединения при сварке многослойных труб происходит так же, как и в случае сварки без смещения, т.е. с образованием раскрытия. При осадке крайние листы деформируются в радиальном направлении, в результате чего образуется раскрытие стьжа, которое является концентратором напряжений и местом, где начинается разрушение сварного соединения. При испытании на разрьт такие соединения разрушаются при нагрузках на 20..,30% ниже номинальных. Характерным является то что крайние листы сварного соединения разрушаются по зоне сварного соединения, а центральные листы разрушаются по основному металлу.
При смещении свариваемых кромок от 10 до 30% толщины листа формирование сварного соединения происходит на качественно ином уровне. Указанные смещения при контактн:ой сварке многослойных труб присутствуют как с наружной, так и с внутренней сторо, 20
25
247982
ны. Поэтому условия формирования крайних листов при наличии смещения одинаковы как с внутренней, так и с наружной стороны трубы. При смеще5 НИИ свариваемых кромок в пределах
10...30% толщины листа получают сварные соединения многослойных труб без раскрытия. Это происходит вследствие того, что при осадке многослойных
)0 труб, выполняемых с допустимым смещением, крайний лист выступающей трубы деформируется в контакте с крайним листом другой трубы в условиях вне- центренного сжатия, что приводит к
15 уменьшению радиального изгиба крайних листов и к ликвидации раскрытия в крайних листах.
При величине смещения свариваемых кромок свьш1е 30% толщины отдельного листа формирование сварного соединения также происходит без раскрытия, однако в этом случае уменьшается площадь зоны соединения выступающих листов, Это приводит к уменьшению разрушающей нагрузки при испытании на разрыв многослойных образцов со смещением больше 30% толщины отдельного листа и преждевременному разрушению крайних листов по зоне соединения.
При использовании многослойных труб с листами разной толщины величину смещения кромок устанавливают в зависимости от толщины наружного или
35 внутреннего листа, стенки трубы, имею- ш,его наименьшую толщину,
Применение предлагаемого способа позволяет повысить прочность сварных соединений до уровня прочности
40 основного металла (фиг.36).
Предлагаемый способ сварки наиболее эффективно применять при контактной сварке оплавлением многослойных труб.
45 Экспандирование многослойной
трубы легко достигается машинами для контактной сварки, например при сварке на внутритрубной машине К700, При этом машина может развивать растя50 гивающие усилия, направленные ра- диально к внутренней поверхности
30
трубы от 900 до 1200 т, что вполне достаточно для экспандирования многослойной трубы на заданную величину. 55 Примером конкретного выполнения предлагаемого способа может служить сварка многослойных труб диаметром 1420 мм, состоящих из 3-5 слоев листового проката толщиной 4-6 мм как в
процессе изготовления на предприятиях металпургической промышленности, так и при их монтаже при строитель - стве трубопроводов.
Предлагаемый способ осуществляют следующим образом.
Готовые обечайки подают на сварочную машину, предварительно замерив толщину наружных листов, устанавливают в зажимах машины, центруют до совмещения продольных осей симметрии обеих обечаек, жестко фиксируют конец только одной из них, а конец другой экспандируют на величину смещения кромок, равную 4 см 0,75 мм по всему периметру обечайки. При толщине листа 5 WM величину смещения устанавливают равной ; 15% толщины листа, т.е. 0,75 мм, затем производят сварку в течение 3 мин. Внутренний грат удаляется сразу после сварки самой мащиной. Наружный грат удаляется автономным гратосни- мателем на другой позиции.
При использовании предлагаемого способа значительно улучшается формирование сварного соединения многослойных труб, устраняется раскрытие стыка, в результате чего повьшается прочность сварных соединений до уров ня основного металла.
а
NA/
Формула
и
4 3 о
бретения
1.Способ контактной стыковой сварки оплавлением многослойных труб, стенки которых состоят из нескольких листов, при котором свариваемую кромку соединенного конца одной трубы устанавливают напротив свариваемой кромки соединенного конца другой трубы, после чего концы труб центрируют до совмещения продольных осей симметрии обеих труб, после чего их жестко фиксируют и проводят сварку, отличающи с я тем, что, с целью получения качественного соединения, жестко фиксруют только конец одной из труб, а конец другой трубы экспандируют путем приложения усилия, направленного к внутренней поверхности зтой трубы по всему периметру, до смещения свариваемых кромок на величину 10..,30% толщины одного листа.
2. Способ поп.1,отличаю- щ и и с я тем, что величину смещения кромок устанавливают по толщине наружного или внутреннего листа стенки трубы, имеющего наименьшую толщину.
.Раскрытие стыка
Фиг.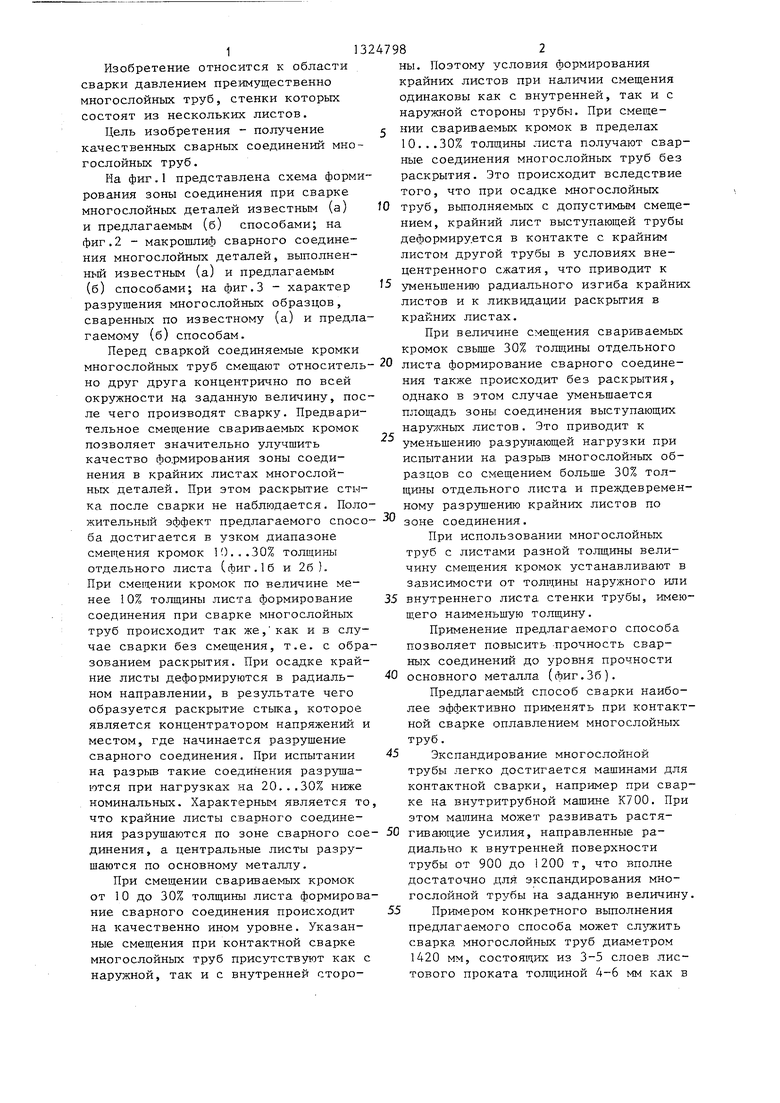
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства многослойных обечаек с концентрическим расположением витков | 1986 |
|
SU1409387A1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА С ПОВЫШЕННЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ В АГРЕССИВНЫХ СРЕДАХ ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ СЕРЫ | 2012 |
|
RU2523407C1 |
| Способ контактной стыковой сварки непрерывным оплавлением | 1985 |
|
SU1324793A1 |
| Способ непрерывного изготовления сварных труб | 1987 |
|
SU1416230A1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБОПРОВОДОВ | 2003 |
|
RU2244613C1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
Изобретение относится к области сварки давлением преимущественно многослойных труб, стенки которых состоят из нескольких листов. Целью изобретения является получение качественных сварных соединений многослойных труб. Соединенные кромки многослойных труб перед сваркой смещают относительно друг друга концентрично по всей окружности путем экспандирова- ния одной трубы радиально направленным к внутренней поверхности трубы усилием. Смещение кромок в диапазоне 10...30% толщины листа устраняет радиальный изгиб крайних листов, приводящий к раскрытию стыка. При сварке многослойных труб, состоящих из листов разной толщины, величина смещения кромок определяется толщиной наружного или внутреннего листа стенки трубы, имеющего наименьшую толщину. 1 з.п. ф-лы, 3 ил. оо ю 4 ) 00
f
u г.
Составитель Э.Ветрова Редактор Н.Тупица Техред Л.Олийнык Корректор СЛЧекмар
Заказ 3001/11 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1000196A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
